三維掃描技術在回轉窯動態測量中的應用研究
2020-09-07 11:54:42尤邵尉李榮軍宋繼澤袁國鋒
水泥工程 2020年2期
尤邵尉 ,李榮軍 ,宋繼澤 ,袁國鋒
(1.安徽華塑股份有限公司,安徽 滁州 233290;2.武漢榮科多裝備技術有限公司 湖北武漢430000
0 引言
我公司2500t/d新型干法電石渣熟料生產線于2012年投產運行,回轉窯運行至今未進行過窯中心線的測量。我公司為Φ4.3m×64m回轉窯,三檔支撐,窯尾檔采用液壓擋輪控制回轉窯上下行。自2016年以來,我公司回轉窯相繼出現窯中檔(II檔)托輪瓦和推力盤的磨損、電耗增加、窯尾檔(III檔)和窯頭檔(I檔)密封片損壞失效以及紅窯等問題。根據以上情況,我公司分析認為回轉窯中心線可能出現偏離,而造成中心線偏離的原因多數是由于托輪混凝土基礎不均勻的沉陷。為了保證生產效率,提高熟料質量,我公司擬采用三維掃描技術[1,2]對回轉窯進行動態測量和動靜態調整,采用的主要設備為目前最新科技精密儀器——奧地利RIEGL VZ-400三維激光掃描儀。
1 測量方案
1.1 方案布置
如圖1所示,在回轉窯窯體一側靠近中點的位置架設激光掃描儀,保證掃描儀可以無遮擋的對窯體進行掃描測量。在激光掃描儀和回轉窯窯體之間定向放置6個靶球,靶球的位置盡量呈現立體形態,即均勻的分布在不同高度和不同直線上。將掃描儀的輸出端與電腦進行連接,以獲取并存儲測量結果。
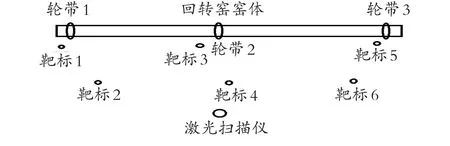
圖1 回轉窯激光掃測量方案圖
1.2 測量方法
首先對整個視場進行粗掃描,得到360°范圍的掃描數據。然后在粗掃描的基礎之上對6個靶球和3個輪帶進行精掃描,并將掃描結果輸出到電腦完成外業測量工作。
2 測量結果的提取
完成外業測量之后,為了保證測量結果的可靠性,需要利用Geomagic Studio軟件進行點云數據處理。首先將密集掃描點云數據進行抽稀,剔除掉誤差較大的測量點。然后框選3個輪帶精掃描的點云數據進行擬合,可以得到和輪帶對應的圓柱。圓柱的屬性信息里包含了圓柱的直徑和中心點坐標,由此可以得出輪帶的直徑和筒體軸心直線度。作業具體流程如下:
(1)數據導入。將外業獲取的掃描數據全部導入到Geomagic Studio軟件中。
(2)數據剔除。由于掃描儀的粗掃描是水平360°,豎直-40°~+60°范圍內進行密集數據采集,會將窯體周圍的地物信息掃描進去。另一方面由于反射、折射以及窯體運轉過程中的抖動等不可避免的外界因素可能造成對窯體掃描點出現誤差較大的情況。綜合以上因素,為了更精確的對掃描目標進行擬合,需要對掃描數據進行預處理剔除與目標無關的點額誤差較大的點。
(3)數據擬合。利用剔除誤差點之后保留的數據對目標進行擬合。考慮到對輪帶精掃描得到的是輪帶一部分長條狀數據,以及輪帶自身的形狀是圓柱狀,可以將數據擬合成圓柱狀。軟件處理操作的相關界面參見圖2和圖3。

圖2 數據擬合形狀選擇

圖3 數據擬合參數分析
經過以上步驟可以得到擬合結果。窯體的3個輪帶進行擬合得到的整體掃描結果見圖4。
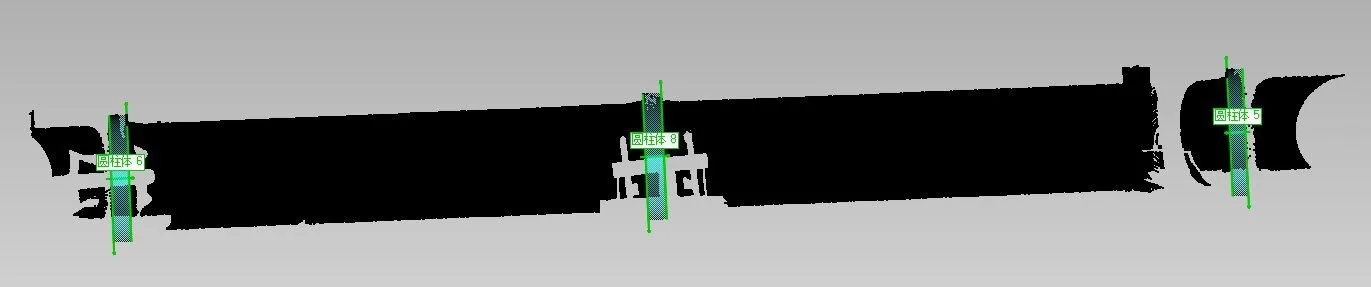
圖4 三個輪帶擬合總體示意圖
窯體中,輪帶1、2、3的擬合結果見圖5。采用輪帶間隙儀對回轉窯3個輪帶的間隙進行在線測量,得出結果;
采用水平儀,分別以3個檔固定位置的托輪底座的水平高為基準點,測得同檔其余3個托輪底座的水平高度。
3 結果與分析
3.1 回轉窯中心線
以圓柱1和圓柱3的中心為基準建立一條直線,根據圓柱2中心偏離直線的距離可以得到筒體軸心直線度。由擬合結果可以看出窯體輪帶2中心在水平和豎直方向偏離距離為(-13.45mm,0.55mm),參見圖6和圖7。即輪帶1往輪帶3看中心線水平方向偏左13.45mm,豎直方向偏下0.55mm。

圖6 水平方向偏移示意圖

圖7 豎直偏移示意圖
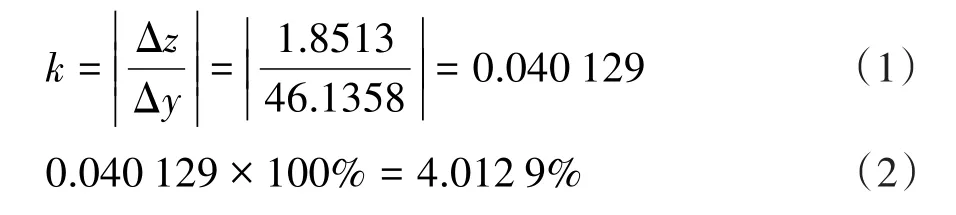
3.2 回轉窯斜率
利用三檔托輪與一檔托輪在Z軸上的差值除以三檔托輪與一檔托輪在Y軸上的差值可得到斜率。
3.3 檔底座標高
各檔底坐標高度見圖8。

圖8 各檔底坐標高度
3.4 其余參數尺寸
其余回轉窯參數尺寸見表1。

表1 回轉窯測量尺寸 mm
3.5 檢測結果分析
(1)回轉窯標準斜率為4°,目前斜率為4.01209°。同時回轉窯的水平中心線(從一檔往三檔看)二檔偏左13.45mm,導致回轉窯偏重運行,窯中心線需進行調整。回轉窯的垂直中心線二檔偏低0.55mm,屬于回轉窯正常運行范圍;
(2)二檔的滑移量偏小,只有3mm,標準滑移量為15~20mm。回轉窯二檔兩托輪位置發生偏離,影響了輪帶與筒體的相對運動,導致滑移量小;
(3)由數據可知,三檔標高比一檔實際高6mm,二檔走道側托輪窯尾方向軸瓦座低7mm,窯頭方向低3mm,可判斷回轉窯托輪基礎存在下沉情況。
(4)三個檔的托輪均成為八字,一檔是窯頭方向大,二、三檔是窯尾方向大,造成回轉窯上下行時間不規律,導致托輪表面磨損不均勻。
4 調整方案
根據以上數據分析,回轉窯斜度存在偏差、托輪移位、托輪基礎下沉等問題,這些都是目前影響我公司回轉窯正常運行的關鍵因素。針對以上問題,分兩批次對回轉窯進行調整,具體方案如下:
(1)靜態調整。一檔兩個托輪的軸瓦座同時加6 mm厚墊;二檔走道側托輪窯尾方向軸瓦座加100mm的厚墊,窯頭方向軸瓦座加60mm的厚墊,非走道側托輪的兩個軸瓦座加30mm的厚墊;
以上操作保證了回轉窯靜止狀態時中心線的斜度,同時有效增大了托輪與輪帶接觸面積,使輪帶和托輪表面均勻磨損。解決了因基礎下沉造成的回轉窯斜度和輪帶與托輪接觸面的問題。
(2)動態調整。回轉窯正常運行時,對各檔托輪實施精細調整,消除八字現象;二檔右側(從一檔往三檔看)托輪向后退13.450mm,左側托輪向里進13.450mm,為保證回轉窯的正常運行,此次調整托輪應分為多次、少量的調整,每次調整不要超過30mm。最終保證不影響回轉窯正常生產,回轉窯不出現異常高溫、異常磨損、異常響聲等。
5 結語
通過運用三維激光掃描儀對回轉窯進行動態的測量,并根據所得結果進行精細的動靜態調窯,取得了非常好的效果。調窯工作完成后,回轉窯電耗明顯降低,推力盤間隙適中,未出現磨損情況,三個輪帶相對位置回歸設計尺寸,不再磨損擋圈,滑移量在15~20 mm區間內,大小齒輪的齒頂隙在設計范圍內,消除了大小齒輪處間歇性震動的隱患。
運用三維激光掃描儀精準的測窯方法打破了傳統經驗調窯法的束縛,把調窯的依據數據化、透明化,對合理調整工藝操作、改善筒體的受力狀況、保護筒體等具有重要實際意義。
猜你喜歡
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
裝備制造技術(2020年1期)2020-12-25 05:18:30
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
設備管理與維修(2016年5期)2016-03-16 02:20:45
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
