黑水無害化及資源化處理技術進展
2020-09-08 03:44:16左斯琪李子富
環境衛生工程 2020年4期
左斯琪,李子富
(北京科技大學能源與環境工程學院,北京 100083)
1 引言
黑水指包括人類糞便、尿液和沖洗水的廁所污水[1]。黑水中富含大量有機污染物、病原菌以及氮磷元素,未經處理的黑水直接排放將導致土壤和水源受到污染,從而進一步影響食物及飲用水安全,引發腹瀉、霍亂等腸道疾病,造成每年150 萬未滿5 歲的兒童喪生[2]。人均1 a 排泄的糞便總量為25~50 kg,平均含有550 g 氮、180 g 磷和370g 鉀;1 個成年人每年可產生400L 尿液,其中含有約4 000 g 氮、400 g 磷和900 g 鉀[3]。生活污水中80%~90%的氮、50%~57%的磷來自于黑水[4],如將其排入下水管道,與盥洗污水和雨水等稀釋后進入污水處理廠進行有機物、氮、磷等污染物處理,將消耗大量資源[5-6]。因此,依照生態衛生理念中的“閉環理論”,黑水應當與廚房浴室盥洗污水、雨水等其他生活污水分離、單獨收集并處理,以減少污水處理過程中的能源消耗并回收黑水中的可再生資源。
荷蘭已研發并投入使用了一些源分離生態衛生系統,社區居民產生的黑水通過真空收集和運輸,進行厭氧處理。在32 戶的規模上每日回收得到7.6 kg 氮元素和0.63 kg 磷元素,分別占理論值的69%和48%[7],這說明黑水資源回用已被實踐證明可行。在推行黑水處理技術的過程中,Poortvliet 等[8]對黑水源分離處理及回用進行了民眾接受度調查,研究發現各個國家大部分受訪者持認可態度。隨著人們對黑水處理技術的不斷探索,黑水處理工藝日漸成熟,也更加豐富多樣。本研究通過文獻檢索回顧和總結了近年來國際上關于黑水綜合處理技術的進展與概況。
2 黑水處理技術
2.1 黑水生物處理
2.1.1 好氧生物處理技術
黑水生物處理技術可按照微生物對氧氣需求分為好氧技術和厭氧技術。好氧技術能夠去除黑水中90%以上的有機物,工藝運行過程中基本無臭味產生,氧化比較徹底,終產物為CO2和H2O,且由于好氧微生物分解有機物的速度遠高于厭氧微生物,因此可大幅縮減反應器容積[9-14]。但缺點是黑水的有機物濃度較高,實際運行過程中,好氧分解對氧氣需求量大[15],因此能量消耗較大。此外,處理過程中仍有大量的氨揮發損失。
1) 好氧堆肥工藝。
處理黑水可利用好氧微生物,將黑水中有機物轉化為穩定的腐殖質。由于其建設成本低廉,生產周期較短,且可產出生物有機肥料進行農業回用,已被廣泛應用于世界各地[16-18]。在堆肥過程中,堆肥溫度一般在55~65 ℃,有時高達80 ℃。根據GB 7959—2012 糞便無害化衛生要求,好氧堆肥的無害化衛生要求:人工堆肥50 ℃以上至少持續10 d 或60 ℃以上至少持續5 d,機械堆肥50℃以上至少持續2 d;蛔蟲卵死亡率95%以上;檢出糞大腸菌群的樣本量高于10-2g(或mL)[19]。好氧高溫堆肥工藝通常由預處理、一次發酵、二次發酵、污水處理、臭氣處理及固態肥加工與貯存等工段組成,主要產品為固態肥[20]。其中一次發酵堆肥溫度范圍一般控制在55~60 ℃,通風量需滿足微生物氧氣需求并根據堆肥溫度進行調節,單位體積堆料強制通風經驗數據為0.05~0.20 m3/min,堆肥周期為5~12 d[21]。好氧菌的適應性較強,使得好氧生物處理中的消毒步驟可以與堆肥同時進行,常用的滅菌方法有熱滅活,即利用堆肥過程產熱,并外加保溫層,使得反應器中溫度高于65 ℃[22-24]。Mahmood 等[25]在蒙古烏蘭巴托市郊的餐廚垃圾與黑水共發酵試驗發現,當加入餐廚垃圾共發酵并采用保溫技術后,堆肥溫度最高可達70 ℃,且能夠在8 d 內保持溫度高于65 ℃,能夠滿足世界衛生組織提出的標準(50 ℃,≥7 d)。另外,也可添加3%的石灰或銨鹽進行病原菌滅活,Vinner覽s[23]發現黑水高溫堆肥可以確保減少5 log10的病原體,添加3%氨氮可在1 h 內將pH 提高至9 以上,并導致細菌指示菌(沙門氏菌和糞大腸菌群) 大量減少。
2) 膜生物反應器(MBR) 技術。
目前,隨著污染物排放標準的不斷提高,MBR 技術受到更多的關注。該工藝將膜過濾與生物處理相結合,若僅考慮黑水中污染物處理,則與傳統好氧污泥生物處理工藝相比,MBR 的優勢在于占地面積小和污泥產生量少。淹沒式MBR 設備由于在單個過濾階段就可以實現傳統的多階段過程(沉降、生物處理以及后續消毒過程),其占地面積僅占傳統好氧污泥處理工藝所占土地面積的50%,而污泥的產生量也減少了50%。污泥處置量的減少又將進一步降低總體運營成本,因此MBR 工藝具有顯著的經濟效益[12]。研究發現在水力停留時間為8~15 h 和污泥停留時間非常長的情況下,TCOD 和SS 的去除率分別達到96%和100%,TN 的平均去除率也可達到83%[26]。但由于黑水中污染物的復雜性,膜結垢成為了MBR 技術的主要問題[27]。Khan 等[28]研究了實驗室規模的MBR 在0.15、0.30 kg/(m3·d) 的氮負荷率(NLR)條件下處理高濃度生活污水的性能。在兩種條件下,有機負荷率(OLR) 均恒定為3 kg/(m3·d),COD的去除率均高于95.0%,在0.15 kg/(m3·d)氮負荷率條件下,氨氮、總氮和總磷的去除率分別為90.5%、74.0%、38.0%,均高于0.30 kg/(m3·d)條件下的3種指標去除率(89.3%、35.0%、14.0%)。隨著氮負荷率的增加,膜纖維上的濾餅層孔隙率降低,污水過膜阻力升高,過濾時間延長。為解決膜污染問題,Mitra 等[29]研發出了一種新型曝氣噴射器,該設備可提高MBR 反應器內曝氣流量。試驗證明,與傳統擴散器相比,噴射器使得污水中的氧氣傳輸速率更高,MBR 反應器槽內的湍流速率也較高,因此能夠減輕膜污染。與此同時,發現裝有噴射器的MBR 反應器去除有機物效率更高。
黑水好氧處理技術最大的優勢在于處理周期較短,且有機物降解徹底,好氧堆肥周期為5~7 d,當采用好氧MBR 反應器時,黑水在好氧反應器內的水力停留時間僅需8~15 h。在實際工程應用中,更短的運行周期有利于減少反應器建筑容積,可大幅降低黑水處理裝置占地面積及建設成本,但好氧技術由于需要曝氣,能耗較高,未來可通過優化曝氣工藝來減少反應器能耗需求。
2.1.2 厭氧生物處理技術
厭氧生物處理技術逐漸成為黑水處理主流技術之一,主要通過在無氧或缺氧條件下,厭氧微生物將黑水中有機物轉化為CH4和CO2,從而獲得沼氣及肥料等高附加值產物。厭氧消化過程的主要影響因素如下[30-31]:①pH,對于產甲烷菌來說,最適宜的pH 范圍是6.8~7.2,其中,污水中的堿度具有緩沖作用,可以在一定范圍內中和酸化過程中產生的有機酸,使污水pH 維持在6.8 以上,從而使酸化和產甲烷兩大菌群共存,提高厭氧反應效率[32];②溫度,最常采用的有中溫消化(35~38 ℃) 和高溫消化(52~55 ℃),但這兩種消化溫度均需加熱,能耗較高,近年來人們開始關注常溫(20~30 ℃) 以及低溫(20 ℃以下) 條件下進行厭氧生物消化的研究;③污泥泥齡,產甲烷菌的增殖速率比較慢,因此厭氧消化過程運行所需污泥泥齡較長,而厭氧MBR 工藝則可以使得污泥泥齡趨于無限長;④攪拌和混合,由于厭氧消化是由生物酶與底物接觸作用的反應,因此需要一定的攪拌過程使其充分混合,提高反應速率,但過度的攪拌會對這種產酸菌和產甲烷菌的共生關系造成破壞,從而抑制厭氧消化過程;⑤營養與C/N,與好氧過程相比,厭氧消化對于污水中的氮、磷需求較低,底物C/N 為(10~20)∶1,較適宜厭氧微生物生長;若C/N 過高,細胞內的氮不足,會降低消化液的緩沖能力,造成pH 降低;若C/N 過低,會造成pH 上升,對厭氧過程造成破壞;⑥有毒物質,如H2S、重金屬離子以及氨氮等,需關注以上有毒有害物質在厭氧消化反應器內的出現與積累。
1) 厭氧技術反應器類型。
在實際應用中,農村、山區等人口稀疏地區,下水管網建設成本高昂,更加適合采用分散式污水處理系統,而戶用沼氣池由于其基礎建設成本低、管理維護簡單、節約能源的優點,在世界各地得到了廣泛的應用[33-37]。在中國、印度等地,戶用化糞池應用有著悠久的歷史,但由于只能完成可沉降有機物的分離,僅能去除黑水中30%~40%的有機負荷,農戶將沼液用于施肥灌溉或將沼液排入地表水時仍存在環境污染隱患及人類健康威脅[38]。
在此基礎上,研究人員研發了上流式厭氧反應器(UASB)、連續流攪拌反應器(CSTR)、厭氧膜生物反應器、分階段厭氧流化膜生物反應器(SAF-MBR)等一系列厭氧黑水處理系統。Yin 等[39]采用連續攪拌反應器(TPCSTR) 系統對北京科技大學校園內化糞池中黑水進行厭氧消化,并通過加熱預處理的方式滅活病原體。結果表明,完全滅活病原體(即大腸菌、沙門氏菌、糞鏈球菌) 所需時間與黑水中總固體含量(TS) 成正比,TPCSTR 工藝在發酵液TS 為8%,攪拌速度為120 r/min,發酵溫度(37±1)℃條件下,黑水的最高沼氣產量為453.21 L/(kg·d),污泥停留時間為25 d。
2) 厭氧技術影響因素及優化方案。
厭氧菌對于溫度、pH、氨氮濃度敏感性較高,因此在對黑水進行厭氧發酵時,需要重點關注氨抑制的問題,沖洗水體積將顯著影響黑水中氨氮濃度,在采用厭氧技術對真空廁所黑水、旱廁黑水進行處理時,黑水氨氮濃度可達到氨抑制水平,降低產甲烷速率及效率。目前可通過向發酵液內投加零價鐵粉末[40]、活性炭粉末[41]、產氫型甲烷菌[42],或增設蒸發池[3],與餐廚垃圾共消化[43]等方式,提高甲烷菌群整體活性,促進甲烷產生。Xu 等[40]研究發現,低劑量(0.5~1.0 g/L) 的納米級零價鐵可以提高甲烷產量,這可能是由于納米級零價鐵增補系統中氧化還原電位(ORP) 的降低及水解酸化的改善。然而,投加高劑量(10 g/L) 的納米級零價鐵會導致厭氧消化反應器中的pH 升高(>8.5),使得游離氨對甲烷菌的抑制更加顯著,黑水生化甲烷潛力(BMP) 反而降低。Florentino等[41]研究了顆粒活性炭(GAC) 對不同類型便器所得黑水厭氧發酵過程的影響,其中向高濃度黑水(沖洗水體積為1 L) 厭氧發酵液添加33.3 g/L顆粒活性炭后,黑水產甲烷潛力提升最為顯著,漲幅達到53.1%。餐廚垃圾作為一種C/N 較高的有機廢物,將其與黑水共消化可以調節發酵底物的C/N,使得混合底物的C/N 達到厭氧發酵的最佳比值。Zhang 等[43]將黑水與餐廚垃圾混合發酵,當黑水與餐廚垃圾揮發性固體(VS) 比值為1∶2和1∶3 的情況下,發酵底物的VS 去除效率分別為85%±7%和83%±6%,而黑水單獨厭氧處理的VS去除率僅為34%±1%,黑水單獨厭氧處理平均產甲烷潛力為(449±32) mL/g,而加入餐廚垃圾VS 比為1 ∶2 和1 ∶3 后,底物產甲烷潛力增加至(680±58) mL/g 和(630±52) mL/g,在黑水/餐廚垃圾VS 比為1∶2 的條件下,氫營養型產甲烷菌為優勢甲烷菌群。
除傳統厭氧消化技術外,也有學者認為可將厭氧氨氧化技術應用于黑水處理。Zhou 等[44]在固定膜連續流反應器(IFAS-CFR) 中,通過亞硝化-反硝化/厭氧氨氧化兩步法處理高濃度黑水。該系統對黑水中NH4+-N、NO2-N、總氮(TN) 和COD去除率分別為80%、82%、76%和78%。厭氧氨氧化和反硝化步驟分別占總氮去除量的44%~48%和52%~56%。該技術能夠有效去除黑水中大部分有機物及氮磷,但其缺點在于厭氧氨氧化菌培養難度大,系統運營維護成本高,管理技術要求高,且無法回收黑水中可再生資源,因此實際工程中很少應用該類技術[45-48]。
黑水厭氧處理技術作為發展歷史最為悠久的黑水無害化及資源化技術,其優點在于能夠回收沼氣能源,且可獲得高附加值產物有機肥料,相比其他黑水處理技術,厭氧技術對于黑水中碳、氮、磷、鉀資源回收率較高,具有很大的發展潛力。但厭氧技術的缺點也非常明顯,如運行穩定性較差、有機物降解不夠徹底、運行周期長、運行維護過程風險較高等。目前我國黑水厭氧處理技術主要以戶用沼氣池及糞便消化站的形式推廣應用,該技術較適用于農村、山區等難以建設下水管網的地區,能夠實現黑水就地無害化及資源化處理。
2.2 黑水物理化學處理技術
相較于生物處理技術,物化技術穩定性更高,工藝調試周期短,處理效果不易受到溫度等外界環境因素影響。電化學技術可在實現脫氮除磷,降解有機物的同時,通過電解產生的氯氣對黑水進行消毒,具有占地面積小、運行周期短、處理效率高、出水品質好的優勢[49-52]。
2.2.1 電化學技術
杜克大學研究團隊已研發了一套基于電化學技術的黑水就地處理系統,處理后的液體可作為沖洗水重復使用,因此整套系統無需外接上下水管網,系統運行時可通過減少電解池中污水COD和總懸浮固體(TSS) 含量,以提高電化學氧化過程效率[53]。該系統于南非德班某公共廁所進行實地測試,運行8 個月,黑水處理工藝由固液分離、二次沉降、活性炭過濾以及電化學處理4 個步驟組成,研究結果表明該系統能夠持續滅活病原體(大腸桿菌和大腸菌群),并降低廢水COD 和TSS含量,兩者去除率分別可達85%及65%,該系統對黑水濁度降低效果最為顯著,處理后,黑水濁度下降了97%,出水符合ISO 30500 B 類標準[54]。
但在實際應用中,電化學技術仍存在電極結垢或腐蝕的問題。混合金屬氧化物電極在氧化電勢下是有效的電解氯生成器,但這些材料的電化學性質,如電活性特征和低水電解過電位,會導致電解氧化時庫侖效率降低。針對該問題,Thostenson 等[55]提出采用摻硼金剛石材料氧化電極對黑水進行電化學處理,這種材料具有電極電活性低、溶劑適應范圍廣、機械穩定性強、耐腐蝕性強的特點。結果表明,與靜態氧化還原方法相比,動態電化學技術可將黑水的消毒能量效率提高24%~124%,這是由于電化學處理過程引起的高級氧化過程(EAOP) 和sp2-表面鍵合的碳官能團的再生作用,它們既可起到催化劑的作用,又起到氧化劑中間體的吸附劑的作用,且通過電位循環法可將電極結垢降至最低。Welling 等[56]在印度哥印拜陀某住宅廁所區展開了為期10 個月的黑水電化學處理系統測試。系統處理后出水澄清無色,且水質可達到非下水道衛生系統的當地和國際排放標準。
2.2.2 微波技術
除電化學技術外,微波技術也可用于黑水處理。實驗室規模的微波裝置用于處理新鮮黑水污泥時,對污泥以不同的功率水平和暴露時間進行微波處理。試驗結果顯示,該技術可將污泥量減少70%以上,出水大腸桿菌指標的濃度也降低到分析檢測水平以下,且該技術操作簡單,運行穩定,但能耗較高,可用于緊急情況下對大量密集廁所系統進行處置[57]。此外,熱解工藝可利用黑水中固體制備生物炭,其可用作土壤添加劑以提高土壤肥力。Liu 等[58]通過研究發現,黑水熱解制備生物炭的最佳溫度范圍為500~600 ℃,當黑水含水率低于57%時,該系統能夠在制備生物炭的同時輸出能量,可以為附近的用戶提供熱源。孫金風等[59]對水熱碳化技術用于廁所黑水源分離處理進行了研究,提出了一種基于水熱碳化的廁所黑水處理系統。水熱反應為自壓反應,在反應時會產生高壓,反應完成后反應釜打開,此時會破壞高壓狀態,使得反應釜內的水發生劇烈沸騰產生大量水蒸氣并攜帶大量氣化潛熱。氣體排出后,剩余反應產物主要為水熱碳和水的混合物。在200、210、220、230、240 ℃,20、30 min 反應停留時長下設置試驗,分析對比了反應產物的真空抽濾時長和濾渣含水率。結果表明:在200 ℃、20 min,200 ℃、30 min 和210 ℃、20 min 3 組反應條件下抽濾時長大于3 min,其余反應條件下均小于1 min,隨著反應溫度的升高濾渣的含水率逐漸下降。以200 人/d 的處理量對系統的成本和能耗進行了估算,系統成本和人均處理費用分別為10.3萬元和0.08 元。可對黑水水熱反應所產固體進行資源化利用,如用作土壤改良劑或作為燃料補充。
黑水物化處理技術的優勢在于運行穩定性高。生物處理技術處理效果易受到環境變化的影響,如溫度和pH 變化,但物化處理反應器常采用電解、熱解等方式處理黑水,不易受到外界影響,因此在實際工程應用中處理效果更為可靠。但物化處理技術同樣存在耗能高,易產生二次污染的問題,且通常需要另加后續處理單元來達到無害化處理的目標,導致反應器建設成本及運行維護費用也相對較高。
2.3 黑水綜合處理技術
近年來,由于對模塊化、一體化黑水處理裝置的需求不斷增加,包含多種生物、物化處理單元的黑水綜合處理技術迅速發展。
2.3.1 綜合處理技術類型
張文兵[60]以某高鐵動車段高濃度糞便污水為設計對象,處理規模為610 m3/d,進水水質COD為3 300 mg/L,氨氮為1 500 mg/L。采用厭氧氨氧化-MBR 處理的主體工藝,主要包括調節池、IC 反應器、高負荷曝氣池、一沉池、厭氧氨氧化反應器和MBR 反應器,出水水質能夠達到GB 8978—1996 污水綜合排放標準中的二級標準。劉洪波等[61]設計了1 套耦合微生物電化學技術的黑水處理系統,能夠實現黑水的同步脫氮除碳過程,在實驗室規模上考察了厭氧折流板反應器(ABR)、微生物燃料電池(MFC) 以及微生物電解池(MEC)等3 個反應器的獨立啟動過程以及耦合(AMM) 反應器的同步脫氮除碳效果。采用間歇增加COD 的方式ABR 反應器能快速啟動,COD 去除率可達81.2%,對氨氮的最大去除率能達到50.0%。在啟動過程中,雙室型MFC 陰極充入氧氣可很大程度上提高輸出電壓。維持曝氣量為500 mL/min 時,對COD 和氨氮的去除率可分別達到90.0% 和95.6%。MEC 啟動結果表明,隨著外加電壓的增大,對氨氮的去除效果逐漸提高,耦合3 種反應器的AMM 反應器處理效果均優于3 個獨立系統,出水COD 和氨氮濃度可分別維持在50、28 mg/L以下。朱格仙等[62]為榆林市糞便處理廠設計了1套“預處理+深度處理”的黑水處理工藝:糞便首先經過預處理,去除固渣、沙子及糞渣等固態懸浮物,預處理后出水進入到生化處理單元,生化處理單元采用了生化(RBS) 與膜處理(TMBR)相結合的處理技術。生化處理技術具有操作簡單、穩定、投資費用小的優點;缺點是占地面積相對較大。RBS 技術有效克服了糞便廢水處理中高氨氮對生化的影響,配合TMBR 技術的應用使處理出水氨氮和懸浮物濃度達到GB 8978—1996 要求,但該工藝處理出水的COD 含量仍在200~800 mg/L,色度在100 左右,不能達到一級排放標準,因此,后續處理設計采用HTRO 反滲透膜處理技術進行濃縮過濾。預處理單元中得到的糞渣、生物處理單元中得到的污泥以及反滲透單元中所產濃縮液均可作為有機肥料回收再利用。
2.3.2 綜合處理技術優勢
隨著國內外污水排放標準的逐漸提高,未來黑水綜合處理技術將逐漸成為主流應用技術。單一黑水處理技術或黑水資源化處理技術通常存在降解不夠徹底,出水污染物濃度無法達標排放的問題,而黑水綜合處理技術可以通過多種技術的耦合,針對工程應用場景、黑水性質特性等作出對應設計,結合多種技術的優勢,達到最佳處理效果。
3 黑水無害化和資源化應用實例
歐洲各國最早開始嘗試將黑水單獨收集并采用分散式污水處理工藝進行處理。好氧技術中,堆肥工藝試點項目較多,如斯洛文尼亞自然公園采用了一種蒸發-堆肥-再循環的零排放生態衛生廁所,該系統能夠在水資源與能源消耗極低的條件下運行,且維護成本低。從真空廁所中收集的黑水經過濾器(PFs) 固液分離,液體部分在生物過濾器(BF) 中進行處理,最后由太陽能驅動的蒸發器(EM) 中蒸發,固體部分進入好氧堆肥單元降解大顆粒有機物。過濾器能夠濾除黑水中96.5%以上直徑超過1 mm 的顆粒物。系統運行100 d 后,通過硝化作用減少的氨可達55.8%,堆肥所得肥料保留了黑水中21.2%的總磷,蒸發器中還保留了5%的總磷。蒸發所用溫度高于60 ℃,以防止病原體釋放到環境中。該系統每日總耗電量為5.1 kWh,但以回收所得水資源及肥料計算所得日產能可達9.1 kWh,成功地集成了在處理黑水的同時回收營養物和去除病原體[63]。
近年來黑水厭氧處理技術的應用案例也越來越多,Sharma 等[64]將UASB 反應器應用于印度某校園的內源分離廁所黑水的厭氧消化,該系統對黑水中COD 去除率可達72.6%,但對黑水中氨氮去除率較低,僅為23.9%,因此黑水中大部分氨氮仍存在于沼液中。Gao 等[42]采用UASB 反應器對艾伯塔大學校園(加拿大埃德蒙頓) 內真空抽水馬桶收集的高濃度黑水進行中溫厭氧消化試驗(35℃)。研究發現,當黑水COD 負荷率高達4.1 kg/(m3·d)時(水力停留時間2.6 d),COD 去除效率仍可達到84%±5%,每日甲烷產量為單位反應器容積(0.68±0.08) m3。UASB 反應器能夠將黑水中大部分有機物轉化為沼氣能源[65-66],但由于病原菌去除不徹底,沼液氮磷殘留量大[67],反應器內黑水發酵液在完成產氣階段后仍需進入后續處理單元進行消毒或脫磷脫氮處理[68]。厭氧MBR 則可以將大顆粒有機物乃至病原菌與沼液分離[69-71]。Shin 等[72]采用SAF-MBR 處理韓國富川污水處理廠內生活污水,在連續運行485 d 后,無需化學清潔膜,總水力停留時間為4.6~6.8 h,夏季和冬季的COD 去除率分別為94%和90%,BOD5的去除率分別達到98%和90%,平均出水COD 均低于23 mg/L,BOD5低于9 mg/L,系統產甲烷耗能僅為0.23 kWh/m3,且能耗可通過更換液壓裝置進一步降低。相關黑水厭氧處理技術處理效果見表1。
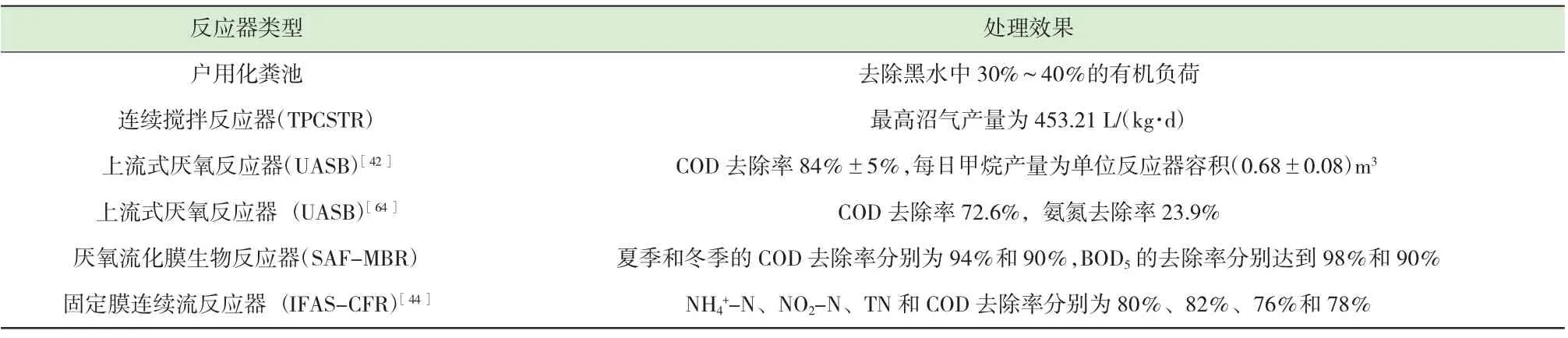
表1 黑水厭氧處理技術處理效果
在實際工程應用中,為降低黑水處理周期時長,提高污水處理效果,常采用厭氧-好氧技術結合工藝,其中人工濕地技術以其良好的處理效果及附加生態景觀價值受到了眾多研究者的推崇。在巴西密西西比州1 戶9 人家庭中,Paulo 等[6]建設了1 套黑水蒸發結合人工濕地的處理系統,黑水經蒸發濃縮后進行厭氧消化,產氣結束后沼液與盥洗污水一起排入人工濕地,污水逐漸流經濕地內厭氧區、缺氧區、好氧區進行脫氮除磷及有機物降解過程。經過400 d 的運行證明該系統能夠穩定運行,厭氧消化單元對COD 和BOD 的平均去除率分別為45%和80%,而經過垂直流人工濕地處理后,COD 去除率可達90%,且濕地出水中大腸桿菌等病原菌含量均低于灌溉回用水標準。Jin等[73]則直接以滴灌的方式將黑水排入垂直流濕地進行原位處理,研究了HRT 和滴灌頻率對處理性能的影響。結果表明,該系統對氨氮和總磷酸鹽的去除率隨著HRT 的增加而增加,并且滴水頻率對TP 去除率有顯著影響。微生物分析結果表明,微生物群落的多樣性沿垂直和水平方向沒有明顯變化,但在垂直方向優勢種發生了改變,從液面往下,異養硝化和反硝化細菌逐漸減少,而自養硝化細菌,尤其是氨氧化細菌逐漸增多。
與實驗室規模黑水處理研究相比,實際工程應用案例中黑水COD 去除率與實驗室內所得結果基本相符,但對于碳、氮、磷及鉀資源的回收率普遍較低。在閱讀相關文獻后可以發現,實際工程應用中易出現有機物降解不徹底、管道結垢、環境溫度變化等不利影響因素,因此應進一步探究黑水處理技術實際應用的優化方案。
4 結論與展望
隨著污水處理系統由集中式向分散式轉變,黑水單獨處理逐漸受到重視,研究者們已經設計研發出越來越多的黑水無害化及資源化處理技術。但大部分新型生態處理系統仍處于實驗室規模或中試規模,一方面由于系統的實際操作、運行、調試環節仍然存在各種各樣的問題,需要不斷改進和完善;另一方面,隨著社會經濟發展,人口劇增,能源和資源危機已經成為人類必須面對的問題和挑戰,如何在無害化處理黑水的同時,盡可能回收黑水中可再生資源將成為新的研究熱點。
未來黑水處理將趨向一體化集成黑水處理系統發展。在選擇處理技術時,除了技術本身的性價比和可靠性,也需要結合考慮居民文化及習俗、便器沖洗類型、當地環境特點等因素,因地制宜選擇合適的黑水綜合處理技術。深入研究這些問題,將進一步推動黑水處理技術發展,從而逐漸緩解目前糞污廢水排放帶來的污染問題。