基于光學自準直原理的噴管角度偏差測量方法研究
2020-09-10 03:21:12劉文異宋騏羽張麗娜姜云翔
宇航計測技術 2020年4期
陳 平 劉文異 宋騏羽 張麗娜 姜云翔
(1.海軍裝備部北京局駐北京地區第一軍事代表室,北京 100076;2.吉林江機特種工業有限公司,吉林 132021;3.北京航天計量測試技術研究所,北京 100076)
1 引 言
小型飛行器的發動機不僅是其飛行的動力來源,其推力矢量的變化對飛行器的飛行角度和性能指標將產生很大的影響。尤其對于多噴管結構的發動機,由于矢量噴管偏轉時噴管內部流場結構的變化會影響發動機的工作狀態,必然會引起發動機推力的變化,其影響更為顯著。因此,發動機噴管安裝角度在實際工程方面應得到普遍重視和關注。
一方面,發動機噴管安裝座與發動機殼體組成燃燒室;另一方面,它還是發動機噴管和彈翼的結構載體。因此,其中心軸線與雙噴管基準孔中心軸線在水平和垂直方向夾角的角度十分重要。該角度加工不準確時,雙噴管產生的推力呈現非對稱性,使得噴管產生的總推力并不與軸線相一致,將直接影響飛行器飛行時受力的均衡、平穩以及受控精度和飛行軌跡。所以對于后球體兩噴管安裝基準孔中心軸線在水平和垂直方向的夾角,必須建立一定手段進行測量測量,以保證發動機性能滿足設計技術性能指標的要求。
目前針對發動機噴管基準孔中心軸線偏差的測量是采用三坐標機測量或者“芯軸法”。前者對測試設備的精度要求很高,同時要求測試人員的專業素質較強。測量時需要采集多切面多點數據,建立虛擬坐標系來模擬中心軸線,測量耗費時間長,工序復雜[1,2]。而后者由于采用類似螺紋通止規的結構原理,其測量精度主要是決定于被測孔的加工精度及被測孔與測量芯軸的配合精度,測量誤差太大,而且標準芯軸尺寸為固定值,只能對單一孔徑進行測量[3,4]。因此亟待研究新的發動機噴管安裝基準孔中心軸線角度偏差的測量方法。
2 測試原理及方法
2.1 工作原理
如圖1所示,定義兩個靶標之間的水平誤差和垂直誤差為AH和BV,左側靶標和右側靶標在XOZ平面內的投影豎直角準直儀數值分別為B1和B2,在XOY平面內的水平投影角準直儀數值分別為A1和A2,則測量結果為
AH=A2+A1
(1)
BV=B2+B1
(2)

圖1 測試原理圖Fig.1 Test schematic
2.2 測量方法
根據上述測量原理,針對被測對象,研制出一套發動機噴管基準孔軸線誤差測量裝置,借助該裝置僅需簡單的幾步,即可完成發動機噴管基準孔軸線空間角度偏差的測量。
將基準棱體放置在安裝座上,在控制系統上操作控制程序,標定兩個雙軸光電自準直儀初始零位。分別將兩個靶標安裝在噴管中,并將噴管裝卡在安裝座上。在該組件的兩個噴管的上表面放置條形水準器,根據水準器的指示在圓周方向微調被測組件,將兩個噴管的基準軸線所在平面調節至大致水平。此時兩臺光電自準直儀分別對準各自方向上一個靶標的反光面,在控制系統上操作控制程序,即可自動測量并計算出雙噴管基準孔的角度偏差。
3 測試裝置設計
發動機多噴管軸線角度偏差自動測量裝置主要由主機、控制系統、靶標和基準棱體組成。
3.1 主機設計3.1.1 主機整體設計
主機的整體結構如圖2所示,由雙軸光電自準直儀、安裝座、支架等部分組成。其中雙軸光電自準直儀為高精度角度測量元件,兩臺光電自準直儀的光軸已通過基準棱體完成零位標定。

圖2 多噴管軸線角度偏差自動測量裝置示意圖Fig.2 Schematic diagram of automatic measuringdevice for attitude deviation of multi nozzle axis
3.1.2光電自準直儀的設計
光電自準直儀的工作機理描述如下:當LED光源照亮一字分劃板后,照射到分劃板的光束經平面反射鏡反射,其反射光線投射到線陣CCD器件上,在反射鏡上的另一維成角度變化,通過相應的計算后,得到兩個方向上的絕對偏離值,并對一CCD器件的輸出信號進行采集,經圖像處理計算出兩個方向上的線量變化值,從而利用光電自準直儀的基本測量公式計算出微小角度變化,從而實現高精度雙軸小角度變化測量的目標[5,6]。
本裝置設計的光電自準直儀采用的光學系統及CCD的基本參數如下:
f=200mm;D=Ф50mm;2ω=1.0°。
像元尺寸:0.007mm×0.2mm;像元個數:3648;靈敏度:160V/lx·s。
經過實際測試,該光電自準直儀的示值誤差為2″。
3.1.3靶標的設計
靶標是本測試裝置的一個關鍵部件,通過修研靶標反光鏡與軸線垂直度誤差不大于±5″。靶標由棘輪、測桿、基準反光鏡等部分組成,其結構如圖3所示。
在使用時旋轉棘輪,棘輪靠摩擦作用帶動驅動軸在固定套筒沿螺紋內前進,三條測桿在驅動軸前端錐面的推動下均勻的向外伸出,直至與被測基準孔壁接觸,則靶標的軸線與被測基準孔的軸線重合。測力驅動絲桿內裝有定力矩棘輪鎖定結構,能夠在一定范圍內限定測桿與被測基準孔的接觸力矩,使測量時測桿既充分貼合被測基準孔,又不會使被測基準孔產生變形,在有效的保護被測件內表面前提,達到靶標與被測孔內壁有效接觸、準確測量的目的。

圖3 靶標示意圖Fig.3 Target schematic
3.1.4基準棱體的設計
基準棱體是測量設備的零位測量基準,其基體采用優質不銹鋼,經過淬火、穩定處理后,可獲得很高的硬度和良好的穩定性。反光面位置與被測基準孔的空間位置一致,經過精密研磨,達到兩反光面法線夾角56°±2″的要求。
3.2 控制系統的設計
控制系統主要由信號處理模塊、控制模塊和計算機單元模塊組成。
3.2.1信號處理模塊的設計
信號處理模塊主要完成CCD信號的整形、轉換、解析及提交系統存儲器存儲等操作。CCD的信號轉換主要由A/D轉換電路完成,A/D轉換電路在同步控制單元的統一控制下,交替順序轉換雙軸CCD各像元的電壓值。中央CPU在邏輯控制單元的參與下,實現了CCD信號的采集,同時進行信號的解析及在存儲器相應存儲單元的存儲。信號反饋單元針對解析信號進行評估,重新調整光源信號,直至信號處理端得到穩定清晰CCD信號。
3.2.2控制模塊的設計
CPU采用ATMEGA128A單片機,具體的工作過程為:CCD邏輯處理單元控制兩個CCD完成光信號的轉換,并輸出像元同步信號和楨同步信號,中央處理器交替開通X,Y軸光源,高速開關同時打開相應的CCD測量通道,同步處理單元同步控制A/D轉換器同步轉換CCD每一像元的視頻信號,并在同步控制單元控制下順序存儲到信號存儲器中等待中央處理器讀出分析評估。當一楨信號存儲完畢后楨同步信號觸發中央處理器中斷,此時,軟件即可讀出系統存儲的數據進行分析評估,得出此時返回像的重心位置相對于光軸的變化,同時根據光學測量原理公式計算反光鏡相對于光軸角度的變化。
在信號讀出后,通過軟件處理運算評估后還得到CCD所敏感的光學參數,可以根據該參數的微小變化來控制光源控制單元隨時調節光強的大小,保證CCD工作在最佳的工作狀態。
3.2.3計算機單元設計
計算機單元主要完成CCD數據的采集、水平數據的采集以及角度關系的解算,是上位機程序的載體。本系統的處理計算機選用研華工控機,選用AIMB-7666VG主板,具備IntelQ35andICH90芯片組,支持800/1066/1333MHz的FSB芯片。采用QUAD的8核CPU,其支持芯片組集成顯卡,支持PCle16插槽可用于外擴VGA卡。
3.2.4系統軟件設計
本系統運行在Windows XP Service Pack3版本操作系統環境下。軟件開發采用Microsoft Visual C++ 6.0 SP6工具。具體流程如下:數據的讀取采用握手的通信方式,上位機發出呼叫信號,啟動相應通道的CCD曝光,CCD信號采集電路完成CCD信號的采集和數據處理,然后向上位機發送兩個通道的CCD數據和光強數據,上位機接收到數據后在顯示界面上進行顯示。
4 測量不確定度評定
4.1 測量模型
通過將被測的任一位置角度值α與標準角度值s相比較,可得應用本測量裝置進行噴管姿態偏差測量的不確定度測量模型
β=α-s
(3)
式中:β——被測角度值偏差;α——被測的任一位置角度值;s——標準角度值。
4.2 測量不確定度來源
(1)高精度光電自準直儀的示值誤差引入的測量不確定度分量u1;
(2)基準棱體兩反光面夾角引入的測量不確定度分量u2;
(3)自準直儀示值誤差引入的測量不確定度分量u3;
(4)靶標反光面與其軸線垂直度引入的測量不確定度分量u4;
(5)靶標安裝重復性引入的測量不確定度分量u5。
4.3 測量不確定度評定
4.3.1 高精度光電自準直儀的示值誤差引入的測量不確定度分量u1
由于該方法溯源過程中,測量裝置的各項技術指標均由高精度光電自準直儀作為標準進行測試,其最大允許誤差a1為±0.5″,取區間半寬度,則其引入的測量不確定度為
u1=a1=0.5″
(4)
4.3.2 基準棱體兩反光面夾角引入的測量不確定度分量u2

(5)
4.3.3 自準直儀示值誤差引入的測量不確定度分量u3
(6)
4.3.4 靶標反光面與其軸線垂直度引入的不確定度分量u4
(7)
4.3.5靶標安裝重復性引入的測量不確定分量u5

(8)
4.4 合成標準不確定度
(9)
uc=6.9″
4.5 擴展不確定度
U=kuc
(10)
U=2×6.9″=13.8″ (k=2)
5 試驗驗證
為驗證本裝置測量結果是否符合測量不確定度分析的結果,滿足使用要求。將同一個工件分別在本測量裝置和三坐標測量機上進行多次測量,結果如表1所示。將水平和垂直兩個方向的測量誤差合成
(11)
合成后最大誤差emax=0.005°=18″,其結果滿足合格判據
e (12) 通過分析可知,與測量誤差分析結果一致,滿足使用要求。但與三坐標測量機相比,本裝置的測量過程更方便,操作更簡單,更適用于大規模的生產應用。 表1 測試數據Tab.1 Data of test(°)序號三坐標測量機測量裝置差值水平角垂直角水平角垂直角水平角垂直角合成差值156.5230.03256.5200.0300.0030.0020.004256.5260.03156.5240.0300.0020.0010.002356.5240.02856.5220.0310.002-0.0030.004456.522 0.036 56.523 0.031 -0.001 0.005 0.005556.525 0.03356.528 0.037 -0.003 -0.004 0.005656.526 0.035 56.529 0.035 -0.003 0.000 0.003756.529 0.038 56.526 0.037 0.003 0.001 0.003856.525 0.039 56.522 0.035 0.003 0.004 0.005956.523 0.038 56.527 0.037 -0.004 0.001 0.004 通過靶標等效替代法將發動機后球體上雙噴管基準孔的軸線引出,測量靶標上與基準孔軸線相平行的反射面法線間的夾角,用法線夾角等效替代孔軸線的夾角,實現對噴管基準孔位的測量,避免了標準芯軸法測量結果精度偏差較大的影響。研究的多噴管軸線角度偏差自動測量技術,可以廣泛應用于各種通孔的角度測量領域,如同軸度、垂直度等。本方法的研究對提高我國在基礎零件檢測設備研制方面的核心技術能力具有重要意義。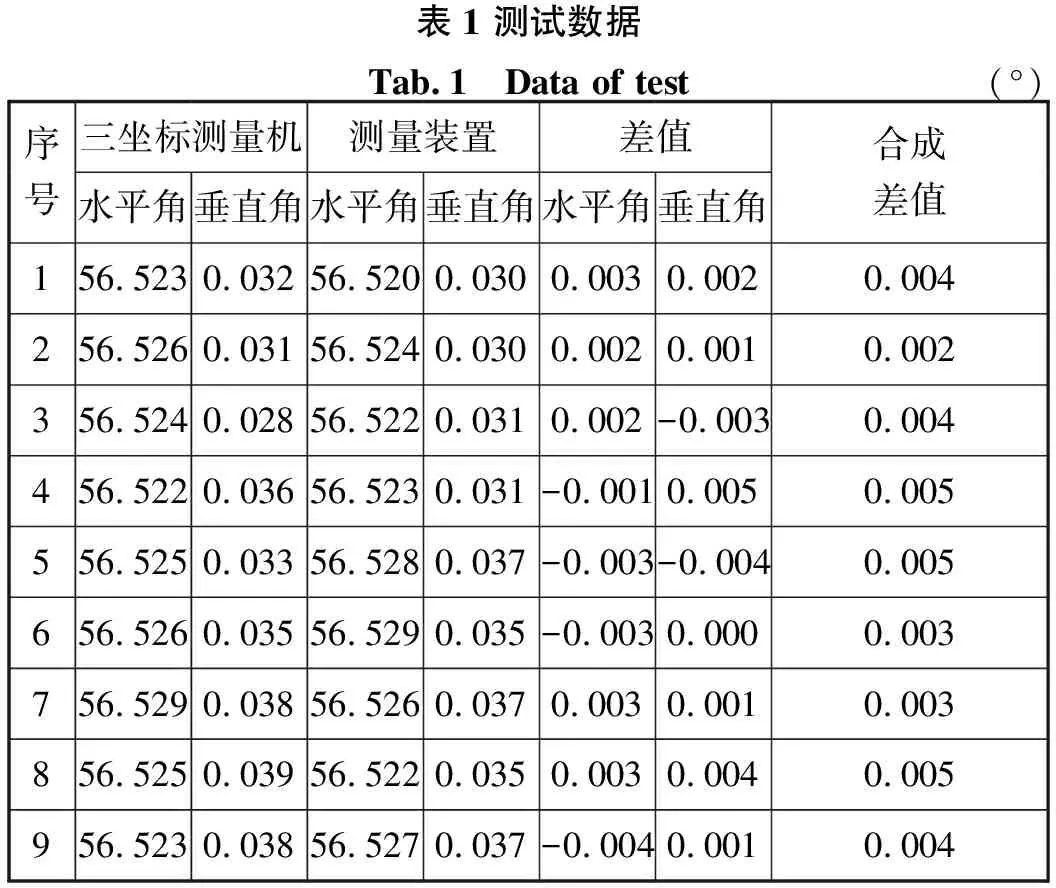
6 結束語
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
民用飛機設計與研究(2019年2期)2019-08-05 01:33:40
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
電子制作(2018年11期)2018-08-04 03:25:42
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
汽車與新動力(2015年1期)2015-02-27 12:11:01
