AH70DBD焊接性能研究
2020-09-10 06:16:16徐黨委陳尹澤
河南冶金 2020年3期
孫 斌 徐黨委 陳尹澤
(安陽鋼鐵集團有限責任公司)
0 前言
隨著冶金和制造技術的發展,人們在設計鋼結構和工程機械結構時,希望用高強高韌材料代替低強度材料,達到安全、降低自重等要求。同時,隨著焊接技術的發展,人們在鋼結構制造中越來越追求無預熱或低預熱焊接,以適應惡劣條件下的焊接要求。因此,低碳貝氏體高強度鋼的設計思想應運而生。其思想是通過降低鋼中的碳含量,充分利用微合金和淬透性元素,獲得細小的低碳貝氏體組織,達到使鋼具有高強、高韌、良好焊接性能的目的。國內煤礦液壓支架用鋼鐵材料的更新換代,為高強度鋼的發展提供了廣闊的市場,推動了低碳貝氏體鋼的發展,煤礦綜采設備中液壓支架的消費達到60%左右,其中鋼板焊接結構件約占支架重量的75%。液壓支架用高強鋼板在近10 余年內得到了飛速發展。2000年前普遍采用16Mn、 15MnVN,之后屈服強度460 MPa、550 MPa、和690 MPa級高強鋼板相繼得到使用并被逐步推廣[1],其中僅煤機行業700 MPa級以上的高強度鋼板一年的用量就達到了20萬噸以上。
隨著具有高強度、高韌性和低焊接裂紋敏感性低碳貝氏體鋼的出現,又使得通過降低碳含量來改善焊接性能的趨勢更為明顯[2]。
1 AH70DB的鋼板實物質量
對AH70DB鋼板進行了全面測試,其實測化學成分、力學性能、系列溫度沖擊功分別見表1、表2和表3。

表1 實際測試AH70DB鋼化學成分 %

表2 對應測試AH70DB鋼力學性能
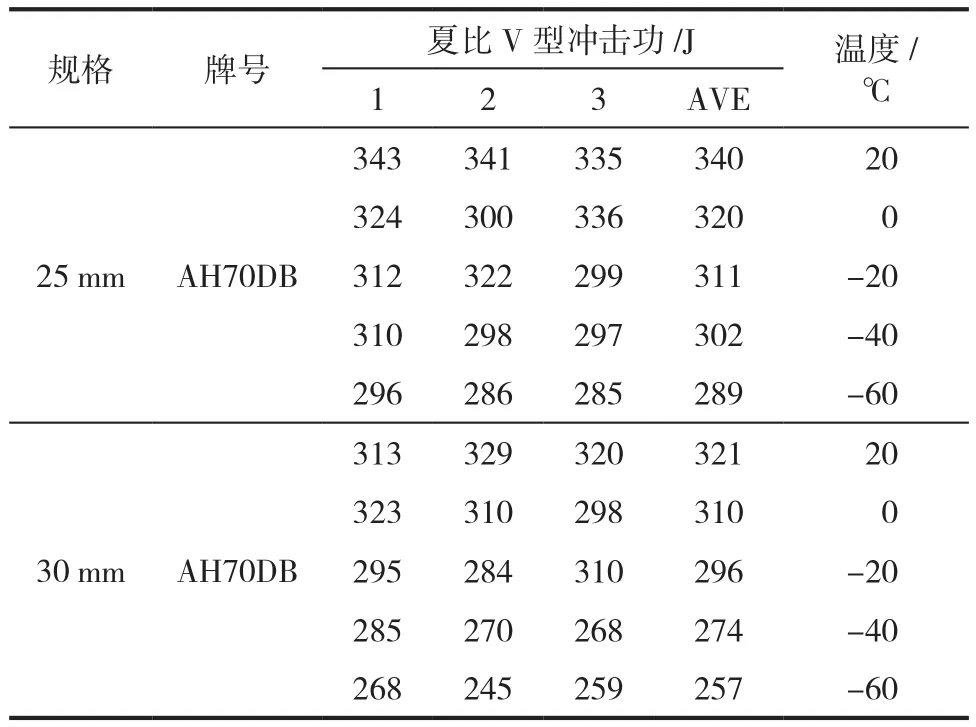
表3 系列溫度沖擊功
通過以上測試,說明AH70DB具備良好的強度、優異的韌性、良好的延伸性能,其組織為低碳貝氏體,同時具備低的碳當量(Ceq≤0.42%)和低的焊接裂紋敏感性指數(Pcm≤0.19%),有良好的焊接性能。為確定其焊接性能,進行了焊接性能試驗。
2 AH70DB焊接性能
2.1 AH70DB鋼的臨界點
試驗按GB5056《鋼的臨界點測定方法》進行,AH70DB鋼的臨界點測定結果見表4(表中:AC1—鐵素體向奧氏體轉變的開始溫度;AC3—鐵素體向奧氏體轉變的終了溫度;MS—奧氏體轉變為馬氏體的開始溫度)。

表4 AH70DB鋼臨界點測定結果 ℃
2.2 焊接CCT圖
焊接CCT圖測定按GB5057《鋼的連續冷卻轉變曲線圖的測定方法》進行,不同冷卻條件下AH70DB鋼模擬熱影響區過熱區硬度見表5(表中:Cbs——貝氏體開始轉變的臨界冷卻時間;Cmf——馬氏體轉變終了臨界冷卻時間;Cfs——鐵素體開始轉變的臨界冷卻時間;Cps——珠光體開始轉變的臨界冷卻時間),AH70DB鋼焊接CCT圖,如圖1所示。
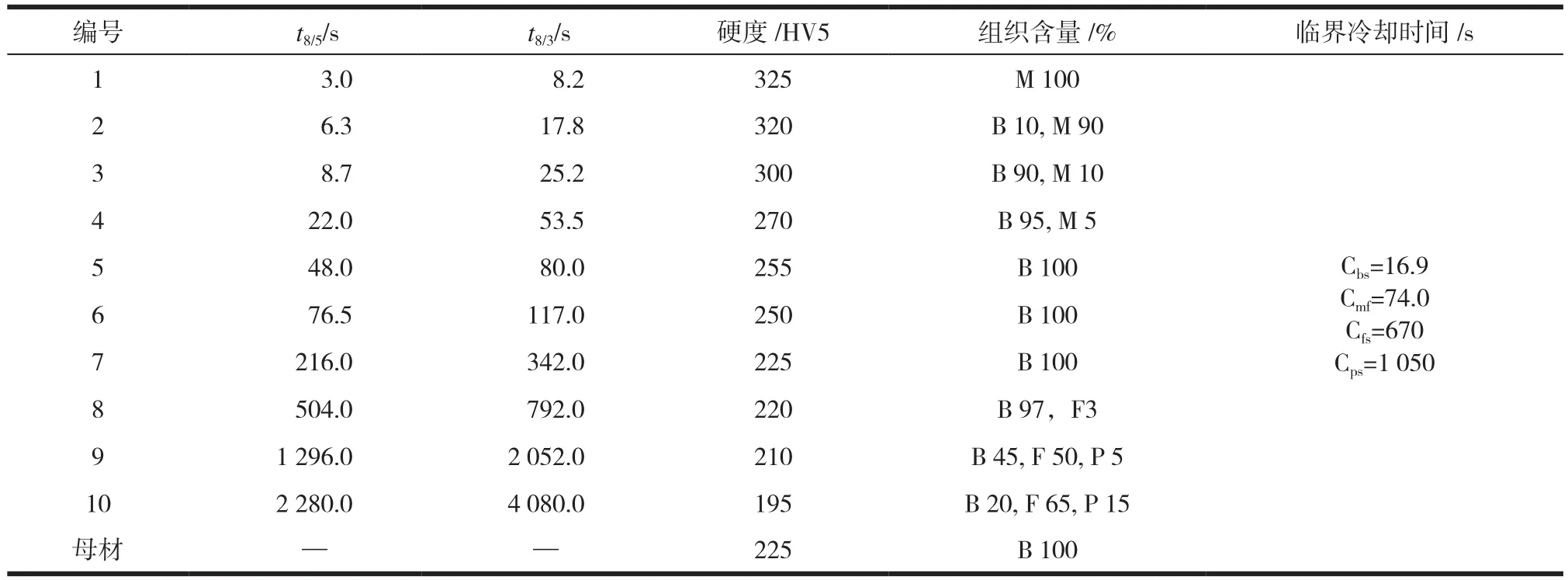
表5 AH70DB焊接CCT測試數據
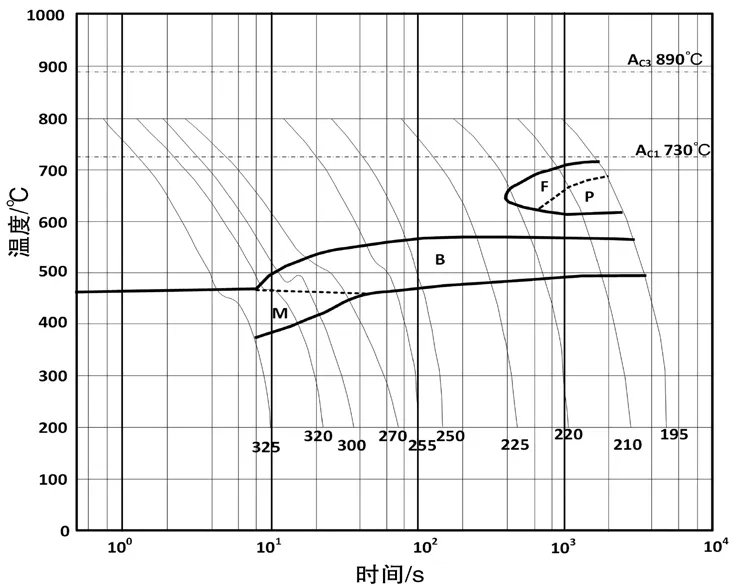
圖1 AH70DB鋼焊接CCT圖
從圖1可以看出,AH70DB鋼出現貝氏體的臨界冷卻時間為16.9 s,馬氏體轉變終了的臨界冷卻時間為74 s,出現鐵素體的臨界冷卻時間670 s,出現珠光體的臨界冷卻時間為1 050 s。當t8/3≤16.9 s時,焊接熱影響區過熱區組織為100%馬氏體,硬度為325(HV5);當16.9 s<t8/3≤74 s時,熱影響區過熱區組織為馬氏體+貝氏體混合組織,隨著t8/3的增加,馬氏體逐漸減少,貝氏體逐漸增加,硬度逐漸降低,由325(HV5)逐漸降低到260(HV5)以下;當74 s<t8/3≤670 s時,過熱區組織為100%貝氏體,HV5降低到240左右;當670 s<t8/3≤1 050 s時,過熱區除貝氏體外開始出現鐵素體,HV5降低到 220左右;t8/3>1 050 s以后,開始出現珠光體,過熱區組織為貝氏體+鐵素體+少量珠光體,隨著t8/3的增加相應的硬度值降低到200(HV5)左右。
2.3 AH70DB鋼焊接冷裂紋敏感性
針對AH70DB低碳貝氏體高強度鋼,進行了插銷冷裂紋試驗及斜Y坡口焊接裂紋試驗。插銷試驗使用HCL-3MC微機自動控制五頭插銷試驗機,按GB9446《焊接用插銷冷裂紋試驗方法》規定進行,采用GHS70焊絲進行試驗,在室溫(26 ℃)不預熱條件下焊接,AH70DB插銷臨界斷裂應力超過鋼材的實際屈服強度(620 MPa)。斜Y坡口焊接裂紋試驗按照GB4675.1規定執行,采用GHS70焊絲分別在室溫(25 ℃)不預熱、50 ℃預熱兩種條件下進行了焊接裂紋試驗。試件焊后放置48 h,進行表面、斷面裂紋檢查。檢查結果表明,30 mm厚AH70DB鋼板在室溫不預熱條件下焊接,小鐵研試驗的表面裂紋率為零,斷面裂紋率為7.9%;當預熱溫度為50 ℃時,小鐵研試驗的表面裂紋率及斷面裂紋率均為零。綜合AH70DB鋼兩項焊接試驗的結果可以得出,AH70DB鋼板焊接熱影響區淬硬傾向不是很大。在中等拘束條件下(如普通聯系焊縫、角焊縫等),采用實心焊絲富氬混合氣體保護焊,室溫不預熱焊接不會產生焊接冷裂紋,但在苛刻的拘束條件下(如定位焊、對接焊根部焊道、補焊等)焊接,應采取必要的預熱措施,預熱溫度應不低于50 ℃。由于不同厚度鋼板焊接時結構的拘束程度不同,在同樣焊接條件下防止焊接冷裂紋所需要的預熱溫度是不一樣的,如果實際結構AH70DB鋼板的板厚小于30 mm,預熱溫度可相應降低或可以不預熱。
2.4 AH70DB鋼焊接接頭綜合力學性能評定
分別采用MK.GHS70(等匹配)和SLD-60(低匹配)兩種焊絲,按表6中煤機廠推薦的焊接工藝參數,采用60型坡口,焊接20 mm厚AH70DB鋼對接接頭,試板尺寸為20 mm×150 mm×500 mm,試板焊后進行250 ℃保溫2 h消氫處理。按照GB2650~2655—89規定,分別對焊接接頭的拉伸性能、沖擊性能、彎曲性能及硬度進行了試驗。焊接接頭綜合力學性能見表7,MK.GHS70(等匹配)焊接接頭宏觀金相如圖2所示,焊接接頭的硬度分布情況如圖3所示。

表6 試板焊接條件

表7 AH70DB對接接頭綜合力學性能
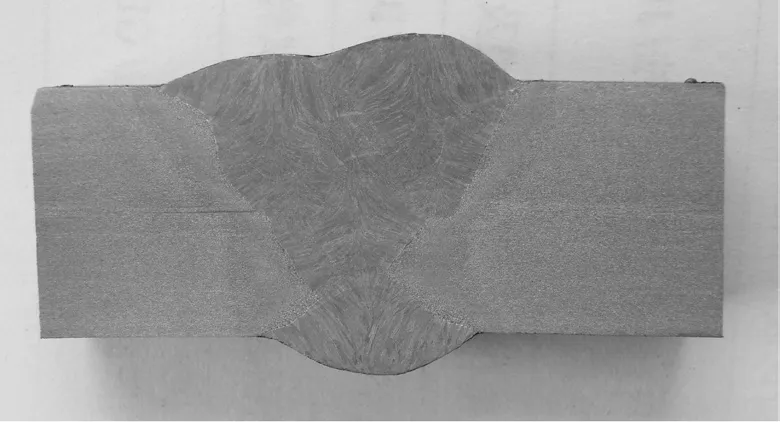
圖2 GHS70焊接接頭宏觀金相
從表6、表7、圖2和圖3可以看出,采用煤機廠推薦的焊接工藝焊接AH70DB對接接頭,焊接接頭熔合情況良好,無宏觀焊接缺陷;采用MK.GHS70焊絲焊接的“等匹配”接頭,接頭橫向拉伸斷于母材,抗拉強度分別為695 MPa和690 MPa;采用SLD-60焊絲焊接的“低匹配”接頭,接頭橫向拉伸斷于母材,抗拉強度分別為690 MPa和705 MPa;兩種匹配焊接接頭彎曲性能良好(側彎 d=3a,α=180°), 焊縫金屬及焊接熱影響區的平均沖擊功AKV-20 ℃較高,焊接接頭的最高硬度位于焊接熱影響區,HV10<300,接頭硬度分布比較均勻,沒有出現明顯的硬化和軟化現象。試驗結果表明,AH70DB鋼板焊接接頭的焊接質量良好、綜合力學性能優良,能夠滿足工程及礦山機械的設計和使用要求。
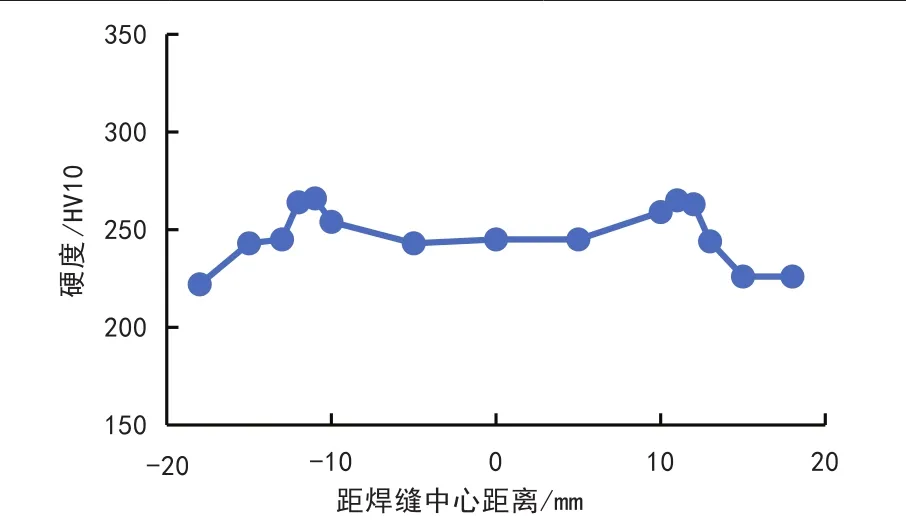
圖3 GHS70焊接接頭硬度分布
3 結論
(1)AH70DB鋼焊接CCT圖測試結果表明:當t8/3≤16.9 s時,焊接熱影響區過熱區組織為100%馬氏體,硬度325(HV5);當16.9 s≤t8/3≤74 s時,過熱區組織為M+B混合組織,硬度為325~260(HV5);當74 s<t8/3≤670 s時,過熱區組織為100%貝氏體,HV5降低到240左右。這表明AH70DB鋼板焊接熱影響區淬硬傾向不明顯。
(2)焊接冷裂紋敏感性試驗研究表明:在中等拘束條件下,30 mm厚AH70DB鋼采用實心焊絲富氬混合氣體保護焊,在不預熱條件下焊接可以防止冷裂紋產生,但在苛刻的拘束條件下,最低預熱溫度應該不低于50 ℃。
(3)AH70DB鋼焊后熱處理工藝試驗結果表明:焊后采用250 ℃保溫2 h消氫處理時AH70DB鋼焊接接頭的力學性能較好。
(4)采用煤機廠推薦的焊接工藝焊接AH70DB鋼對接接頭,焊接接頭的綜合力學性能良好,能夠滿足工礦產品的設計要求,實際應用中全部采用無預熱焊接。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:00
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
建筑材料學報(2014年3期)2014-03-11 17:08:02
