沉沒輥WC-12Co涂層爆點缺陷原因分析
2020-09-10 06:16:18潘文娜趙江林
河南冶金 2020年3期
關鍵詞:裂紋
潘文娜 郭 健 王 顯 盧 鑫 趙江林
(唐山鋼鐵集團有限責任公司)
0 前言
連續熱鍍鋅生產線中的沉沒輥由于浸泡在熔融鋅液中,長期受到嚴重的高速、高壓、高溫磨損和熔融鋅的腐蝕,使沉沒輥的使用壽命普遍較短,使用后的沉沒輥需對表面進行修復,方可繼續使用。目前檢修公司修復沉沒輥采用超音速火焰噴涂修復技術,噴涂材質為WC-12Co,修復后表面的涂層硬度高,耐腐蝕、耐磨性能優良,可滿足在線使用要求,但使用后的輥子表面會產生少量的爆點缺陷。為了提高涂層質量,研究涂層鋅腐蝕失效機理 ,筆者以研究沉沒輥WC-12Co涂層爆點缺陷產生的原因為出發點,著重對制備涂層的粉末、涂層封孔前后的表面形貌、涂層腐蝕前后的截面形貌進行了對比分析。
1 實驗材料與實驗方法
1.1 實驗材料與工藝
樣品的基體材料為316L不銹鋼,樣品規格為Φ16 mm×100 mm和Φ16 mm×150 mm,噴涂原料采用 WC-12Co合金粉末,涂層制備采用美國普萊克斯生產的JP-8000超音速火焰噴涂設備,樣品溝槽按照實際沉沒輥表面的流鋅溝槽尺寸設計。涂層制備工藝流程為:預加工—表面毛化處理—噴涂前預熱處理—超音速火焰噴涂—表面清洗—封孔處理,噴涂工藝參數見表1。實驗樣品的制備工藝完全相同,涂層的平均厚度基本一致,唯一的區別是涂刷封孔劑的手法存在人為差異。為保證實驗效果,制備平行樣品4塊。其中,3塊樣品進行耐熔融鋅液腐蝕實驗,剩余的1塊樣品進行腐蝕前涂層結構分析。

表1 HVOF噴涂工藝參數
1.2 實驗設備與方法
腐蝕實驗在冷軋一鍍鋅生產線的鋅鍋中進行,鋅鍋溫度為450~460 ℃,腐蝕時間為500 h。3塊平行樣的腐蝕條件相同,腐蝕實驗的目的是了解涂層的極限壽命,使涂層出現爆點缺陷。
利用MHT-10顯微硬度計進行硬度測量(GB/T4340.1—2009),載荷 300 g,加載時間 15 s;采用Zwick Reoll/100電子拉伸試驗機測定涂層的結合強度(GB/T8642—2002);采用定量金相法(GB/T15749—2008)測定涂層孔隙率;采用SIGMAHD場發射掃描電子顯微鏡進行涂層結構及表面形貌分析;采用OXFORD能譜儀進行微區成分分析;采用輝光光譜儀對涂層厚度方向進行逐層分析。
2 結果與討論
2.1 腐蝕實驗結果
本次腐蝕實驗樣品共3塊,其中2塊樣品在退鋅后表面無爆點缺陷,1塊樣品出現爆點缺陷。目前一鍍鋅生產時使用沉沒輥的周期為15天,現有工藝制備的WC-12Co涂層在一鍍鋅線鋅鍋中連續腐蝕500 h,相當于在線使用20天左右,完全可以滿足在線使用的需求。
圖1為腐蝕前樣品實物,其中最長的樣品是腐蝕后出現爆點缺陷的樣品。圖2為腐蝕后出現爆點缺陷的樣品實物圖,爆點缺陷宏觀形貌為肉眼可見的白色亮點。圖3為爆點缺陷處SEM照片(圖譜1、圖譜9為薄膜成分,圖譜2為缺陷附近處成分),爆點缺陷處覆蓋著一層脆性薄膜,觀察爆點缺陷的截面發現,脆性薄膜位于涂層與基體的交界處,其厚度約1 um。薄膜處能譜分析結果見表2。

圖1 耐腐蝕試驗樣品實物

圖2 爆點缺陷樣品實物

圖3 爆點缺陷SEM照片

表2 試樣表面缺陷位置及其附近的能譜分析結果
對比可知,薄膜成分中的Fe元素含量較高,說明在熔融鋅液中,隨著鋅液對涂層腐蝕程度的加深,基體中的Fe元素向涂層中擴散并生成脆性化合物。缺陷附近Fe元素含量較少,Cr元素含量較高,且存在Mg、AL、Si等封孔劑的成分,說明封孔劑的滲透性較好,已滲透至涂層與基體交界處。封孔劑的滲透性較好,從腐蝕后的樣品顏色仍呈綠色這一現象也可以得到證明,因為未封孔的涂層顏色為灰色,封孔劑固化后的涂層顏色為綠色。
2.2 涂層結構及性能分析
腐蝕前,涂層的平均厚度為0.19 mm,平均硬度值為1 260 HV0.3,平均結合強度為85 MPa,孔隙率為1.2%。圖4為腐蝕前涂層截面SEM照片。
從圖4(a)可以看出,涂層中無貫穿型孔隙,未見明顯的裂紋、分層等缺陷,涂層結構均勻致密,局部涂層已經鑲嵌到基體中,說明涂層各項性能都很好。圖4(b)中的塊狀相為未熔的WC顆粒,粘結相中含有C、Co、W三種元素,顏色不同的位置各元素的重量百分比不同。粘結相的能譜分析結果見表3。

圖4 腐蝕前涂層截面SEM照片

表3 粘結相能譜分析結果
從表3可以看出,粘結相中各元素的重量百分比不同,這與粘結相中含有WC相有關,這些細小的WC相雖然在金相照片中難以分辨,但在進行能譜分析時,則仍然可顯示出一定含量。WC顆粒會脫碳生成脆性相W2C,當Co向WC擴散時,也會發生反應生成一定含量的Co3W3C、Co6W6C等脆性相[1-2],所以粘結相與塊狀相相比,粘結相的硬度小。
腐蝕后樣品涂層的平均硬度值為1 148 HV0.3,平均厚度0.05 mm。在未脫落的涂層上,涂層中間存在較大尺寸的裂紋,在靠近基體處放大后觀察,發現了小尺寸裂紋。圖5為腐蝕后涂層截面SEM照片。

圖5 腐蝕后涂層截面SEM照片
從圖5可以看出,橫向裂紋在粘結相中擴展,遇到WC顆粒會被阻斷或改變裂紋走向,較大尺寸的WC顆粒外圍的亮白色相即為WC脫碳生成的脆性相W2C,腐蝕后的W2C相含量無明顯變化。很多文獻曾驗證,WC顆粒與鋅液不發生反應,Co可與鋅液發生反應。隨著腐蝕時間的增加,鋅在涂層中擴散并與鈷化合生成脆性的Co-Zn化合物,在熱應力的作用下,導致了橫向裂紋出現。鋅沿著裂紋擴散繼續與Co化合,使裂紋擴展,最終導致部分涂層攜帶其中的 WC顆粒,一起發生脫落,使涂層逐漸減薄[3-4]。與腐蝕前的涂層性能對比發現,腐蝕后的涂層已經明顯減薄。由于腐蝕后的涂層中存在大量裂紋,腐蝕后涂層的顯微硬度略有降低。
2.3 原料粉末及封孔效果分析
WC-12Co粉末的形貌如圖6所示。

圖6 WC-Co粉末樣品SEM照片
從圖6可以看出,粉末球化效果較好,但顆粒尺寸不均勻,較大顆粒的直徑約35~45 μm,極小顆粒的直徑約5~8 μm。顆粒表面疏松多孔,方塊狀WC被Co包裹粘接在一起。同一噴涂工藝下,大顆粒粉末與小顆粒粉末的熔化程度不同,不同的熔化程度使得粘結相中各元素的重量百分比存在差異。
圖7 為涂層表面形貌SEM照片。圖7(a)為涂層封孔前的表面形貌,封孔前涂層的表面粗糙度為4.5 μm。涂層中存在充分扁平化的區域,這部分區域是由原料粉末中較細粒度的粉末完全熔化形成的。在同樣的制備工藝下,粒度越細小的噴涂粉末溶化狀態越好。圖7(b)為涂層封孔后的表面形貌,涂層封孔后表面粗糙度為3.5 μm。封孔劑中的固態粉末殘存在涂層表面,在封孔劑液體烘干后形成的薄膜上存在細小的微裂紋,表面微裂紋的尺寸和數量會影響封孔劑的抗腐蝕效果,出現爆點缺陷的樣品表面微裂紋較寬,大尺寸的裂紋數量較多,未出現爆點缺陷的樣品,微裂紋數量較少,且裂紋尺寸較小。
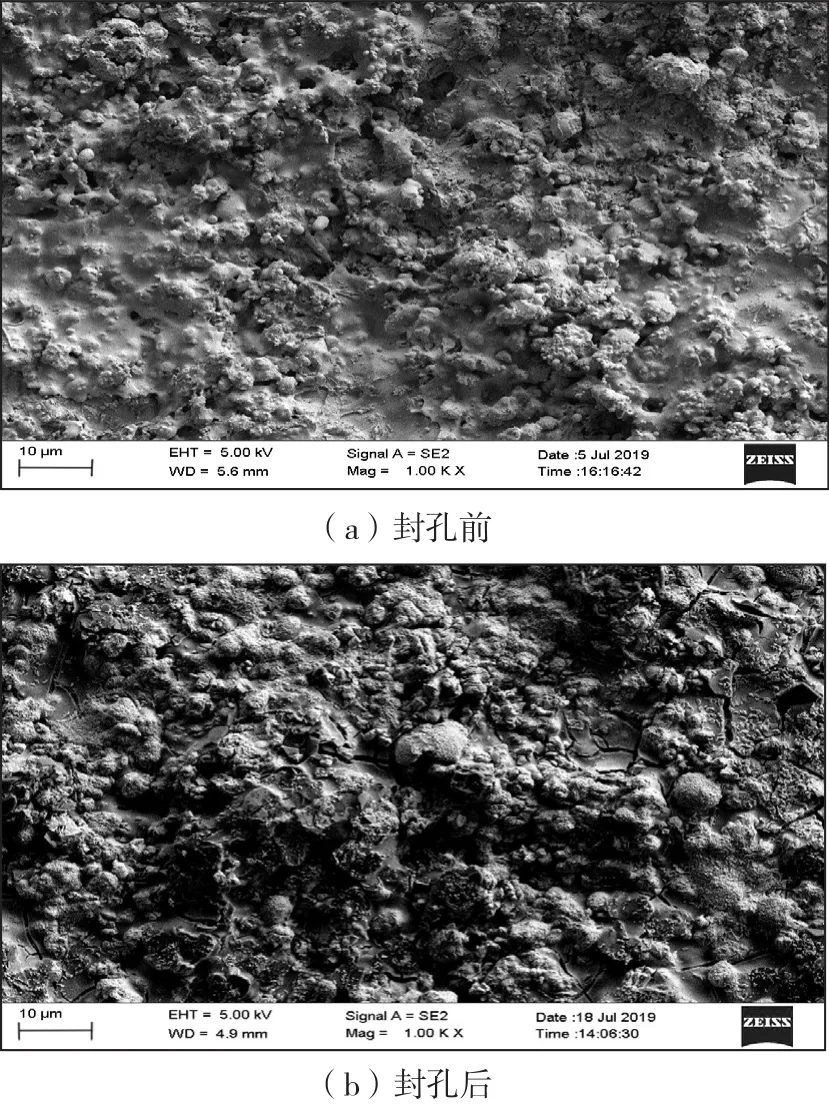
圖7 涂層表面形貌SEM照片
通過輝光光譜儀對封孔后的涂層表面進行逐層分析,分析結果如圖8所示。

圖8 封孔后試樣輝光光譜分析結果
從圖8(a)可以看出,涂層以元素W、Co、C為主要成分,同時存在少量的Cr、P、N、Al、Ni、Si等元素,這些元素是封孔劑中的主要成分,在涂層和基體的交界處存在主要成分曲線的交換,Fe、Cr元素含量逐漸升高,W、Co、C元素含量降低。圖8(b)是涂層表面處放大后的強度曲線,在極表面處存在一個Cr元素的小高峰,且Cr元素一直存在于整個涂層截面,說明封孔劑主要存在于涂層表面,但其滲透性極好。
綜上所述,現有工藝制備的WC-12Co涂層性能較好,在一鍍鋅線可連續使用20天左右,爆點缺陷是涂層失效的前期表現。爆點缺陷形成的原因是鋅在涂層中擴散并與鈷化合生成脆性的Co-Zn化合物,在熱應力的作用下,導致了橫向裂紋出現,最終導致部分涂層攜帶其中的WC顆粒一起發生脫落,使涂層逐漸減薄致使涂層失效。若想提高涂層質量,避免產生爆點缺陷,可選擇的方法是優化封孔工藝,增強封孔劑對涂層的保護效果。
3 結論
(1)現有工藝制備的WC-12Co涂層性能較好,涂層孔隙率、涂層硬度、表面粗糙度等指標均在規定范圍內,在一鍍鋅生產線可連續使用20天左右。
(2)爆點缺陷是由于鋅在涂層中擴散并與鈷化合生成脆性的Co-Zn化合物,在熱應力的作用下,導致了橫向裂紋出現,最終導致部分涂層攜帶其中的WC顆粒一起發生脫落,使涂層逐漸減薄致使涂層失效,爆點缺陷是涂層失效的前期表現。
(3)封孔劑主要存在于涂層表面,但其滲透性極好。封孔劑烘干后在涂層表面形成的薄膜上存在細小的微裂紋,表面微裂紋的尺寸和數量會影響封孔劑的抗腐蝕效果,若想提高涂層質量,避免產生爆點缺陷,可選擇的方法是優化封孔工藝,增強封孔劑對涂層的保護效果。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
