高強度聚乙烯纖維設備及結構特點
2020-09-10 08:55:08金效東
紡織報告 2020年5期
金效東
(鹽城優和博新材料有限公司,江蘇 射陽 224341)
高強度高模量聚乙烯(UHMWPE)纖維因其斷裂強度和彈性模量超高,較強的耐酸堿性,在有機溶劑中體現化學惰性、耐磨的優異性、抗彎曲性、抗拉疲勞性和抗切削性等優點(表1),應用前景廣闊,并體現出日益增長的市場需求。國內早先生產聚乙烯纖維的設備產量不高,溶劑回收率低,生產成本高,纖維強度指標未達到期望的要求[1]。
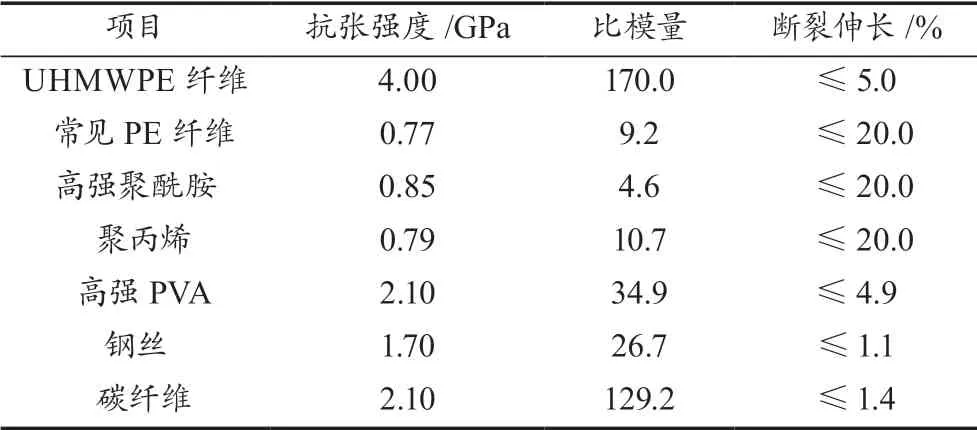
表1 UHMWPE纖維比較常見纖維比抗張強度、比抗張模量和斷裂伸長率
湖南某化纖研究所深入研究了UHMWPE的主要結構,開拓了UHMWPE纖維設備,其特點是性能優異、能耗低、產量高。研發這樣的設備,不僅能很好地滿足用戶的要求,且能給用戶帶來十分可觀經濟效益,并填補了使國內大容量UHMWPE纖維生產設備的空白被填補。
1 高強高模聚乙烯纖維濕法紡絲生產工藝流程
UHMWPE纖維濕法紡絲是一種化學纖維紡絲方法,熔聚合物在溶劑中,經噴絲孔細流噴出,入凝固浴生成纖維。濕法紡絲生產適用于聚丙烯腈纖維、聚乙烯醇纖維等合成纖維和粘膠纖維、銅氨纖維等人造纖維品種的生產。濕法紡絲工藝主要包括紡絲原液制備、紡前準備、紡絲以及絲條上油和卷繞。其原液制備、生產和生產后工藝流程如圖1——3所示。
2 紡絲部分設備的結構特點
2.1 紡絲機
紡絲機使用在濕法紡絲生產線的紡絲工序,用來制造高強高模聚乙烯纖維。紡絲機的功能是讓熔體經過彎道流入各紡絲箱,通過計量泵噴出紡絲頭,冷卻后凝固成絲帶,并通過過道持續冷卻,形成最終的卷繞成型。紡紗機的結構組成主要是3個系統:紡絲支配、聯苯鍋爐支配、卷繞機支配系統。紡絲支配系統涵蓋計量泵傳動支配、油劑泵傳動支配以及采集和記錄現場的溫度、壓力發出的信號。在現場的每個旋轉位置都設有一個按鈕盒,計量泵和油泵的啟動和停止控制由現場按鈕進行,因此變頻啟動信號一般由終端給出。因為計量泵和油泵的電機是同步的,變頻只要一般的無反饋信息系統控制。計量泵不同于油泵的點在于:計量泵的驅動是變頻器一拖一進行傳動,而油泵的驅動則是變頻一拖多進行傳動。本設備采用雙螺桿擠出機擠出的熔融紡絲材料,通過熔體管輸送到紡絲機,計量泵測量,用一種全新的特殊波片過濾器實施過濾,并通過紡絲組件噴射生成初生絲[2]。
設備的規格:約500 mm設定為紡絲箱外直徑;1位/箱、1頭/位;立式傳動為計量泵傳動形式;紡絲組件為圓形(下裝式),85 mm設計為噴絲板直徑。

圖1 濕法紡絲生產原液制備流程
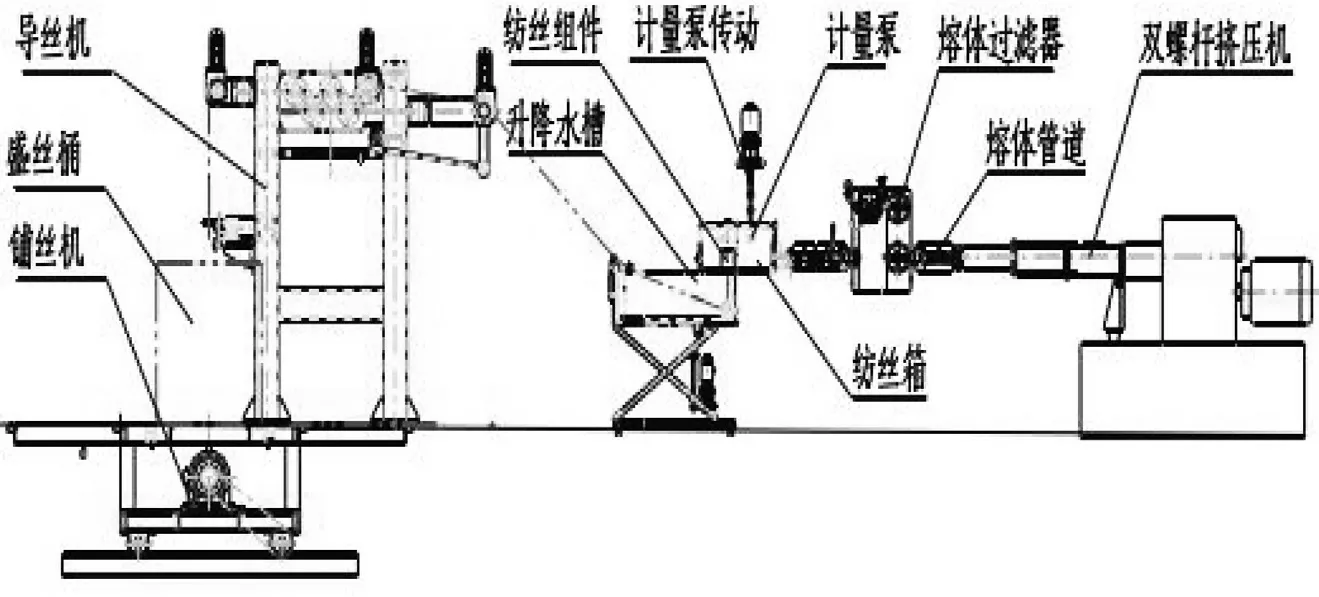
圖2 濕法紡絲生產紡絲部分生產流程

圖3 濕法紡絲生產后處理流程
2.2 升降水槽
升降水槽槽體焊接的鋼板為SUS304材料,溢流和導絲裝置在槽體內設置,槽體能升能降。對水槽和溢流裝置的高度進行升降調節,使冷卻水液面水平高度與噴絲板底部距離保證其在工作時達到1 020 mm,有利于水槽接納的初生絲及時冷卻,再通過導絲的裝置生成絲頭導出水槽。
設備的主要規格:≥300 mm的升降調節高度;噴絲板和水位距1 020 mm;設定6 080 mm為主動壓絲輥之直徑;設35 m/min為導絲輥之線速度;浸絲長度≥1.4 m。
2.3 導絲機和落絲機
導絲機的主要功能是:從冷卻水槽出來的初生絲,絲束經導絲機導絲。設備主要規格是:cp100 mm×120 mm為導絲輥的尺寸;45 m/min為其線速度。落絲機的主要功能是:自導絲機出的初生絲經落絲機改變絲束后導絲。設備的主要規格是:導絲輥尺寸和線速度等同于導絲機,設計150 mm為落絲輥之直徑;200 mm為橫動的行程。
2.4 萃取機
在預牽伸機和烘干機間設置萃取機,萃取絲束中聚乙烯用二氯甲烷進行,萃取的聚乙烯用Ultrasound清洗送到烘干機。設備構成的主要部件是主動輥件、被動輥件、槽體和機架。絲束通過過絲孔在第一組對輥上按每圈間距10 mm纏繞20圈,按此間距和纏繞圈數在出絲后在第二、三組對輥上進行纏繞,絲束間距均勻可由每對輥的一根輥進行角度調整。在萃取液中半浸著輥子,萃取槽中的溫度按照工藝溫度設定,在設定的3個萃取槽中每槽均置盤管進行加熱。絲束經過3個萃取槽,二氯甲烷會自絲束中萃取聚乙烯[3]。
2.5 牽伸機
本機使用的目的是根據牽伸機間的速度差異,按烘干機送出的具有一定張力的絲束進行牽伸,繼而不間斷地輸送到下一工序。
本機主要組成是:牽伸箱和輥、壓輥組件、刮絲器部件、潤滑油回路和傳動系統等。牽伸箱的材料是鋼板經焊接而成,懸臂的牽伸輥水平安裝在箱體的外表面,在牽伸輥下沿送絲和拉絲方向布置壓輥部件。調整輥件與牽伸輥間的間隙,并在牽伸過程中調整絲片的握力。齒輪和稀油潤滑系統安裝在牽伸箱中,對各級齒輪和各種軸承、稀油潤滑系統能進行充分潤滑。
本設備主要規格:導絲輥數量8個;導絲輥規格cp155 mm×150 mm;導絲輥線速度3 m/min。
為了提高UHMWPE纖維的質量,只有當初生長絲在熱變形溫度之上、熔融溫度下進行牽伸時,高質量的成品絲才能生產出來,因而重要的是控制牽伸介質的溫度。當較低溫度時,還達不到初生長絲高結晶度的熱變形溫度,會造成局部超牽伸,從而影響成絲質量。如果溫度過高,會頻繁出現外皮熱而芯涼的情形,造成局部超牽伸,得到的絲質量也會較差。因此,合適的牽伸溫度對工業生產的穩定運行和連續生產至關重要。在生產實踐中,只要溫度控制穩定、牽伸倍數適當、槽的長度符合工藝標準,就可以生產出高質量的成品絲。
3 結語
近年來,伴隨開發UHMWPE纖維設備的成功,我國增加了很多聚乙烯纖維的生產廠家,UHMWPE纖維的年產量增加幅度也很高,使國內外用戶的需求得到了滿足。此外,因為世界各強國間此消彼長的軍備競賽仍在激烈地進行,對UHMWPE纖維的需求增幅很大。在我國,從特種纖維品種研發的角度看,UHMWPE纖維已經被列入研究開發的重點品種之一,因而UHMWPE濕法紡絲生產線設備開發和運用于生產現場的前景非常廣闊。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
中國軍轉民(2017年6期)2018-01-31 02:22:28
工業設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2015年12期)2015-04-09 06:57:00
汽車零部件(2014年11期)2014-09-18 11:57:16
消費者報道(2014年7期)2014-07-31 11:23:57