淺析混流式水輪機轉輪裂紋產生原因與處理方法
2020-09-10 01:22:43張秉章
價值工程 2020年25期
關鍵詞:裂紋
張秉章
摘要:混流式水輪機普遍用于國內中高水頭水電站,公伯峽水電站機組運行十年后4#、5#機組相繼出現規律裂紋,經過處理后逐年有持續增加跡象。文章對裂紋產生的原因及處理方法進行了分析。
Abstract: Francis turbines are commonly used in domestic medium and high head hydropower stations. After 10 years of operation, the 4# and 5# units of Gongboxia Hydropower Station have regular cracks. After treatment, there are signs of continuous increase year by year. The article analyzes the causes and treatment methods of cracks.
關鍵詞:葉片;裂紋;轉輪;應力
Key words: blade;crack;runner;stress
中圖分類號:TK733.1 ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文獻標識碼:A ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文章編號:1006-4311(2020)25-0142-02
0 ?引言
公伯峽水電站共安裝5臺立軸混流式水輪機,型號為HLA801—LJ—580,轉輪為整體鑄造,鑄焊結構;材料為全馬氏體不銹鋼,葉片采用真空精煉、數控加工,下環用鋼板卷焊。首臺水輪發電機組于2004年投運,投運至今已有16年時間,設備總體運行情況良好。
1 ?公伯峽水電站機組參數
1.1 水輪機基本參數
型號:HLA801-LJ-580;最大水頭:106.6m;設計水頭:99.3m;最小水頭:96.7m;額定流量:338.71m3/s;額定轉速:125r/min;額定功率:306MW。
1.2 發電機基本參數
型號:SF300.6-48/13200;額定容量:334000kVA;額定電壓:18000V;額定電流:10713A;功率因數:0.90;飛逸轉速:230r/min。
2 ?公伯峽水輪機組轉輪葉片裂紋檢查結果
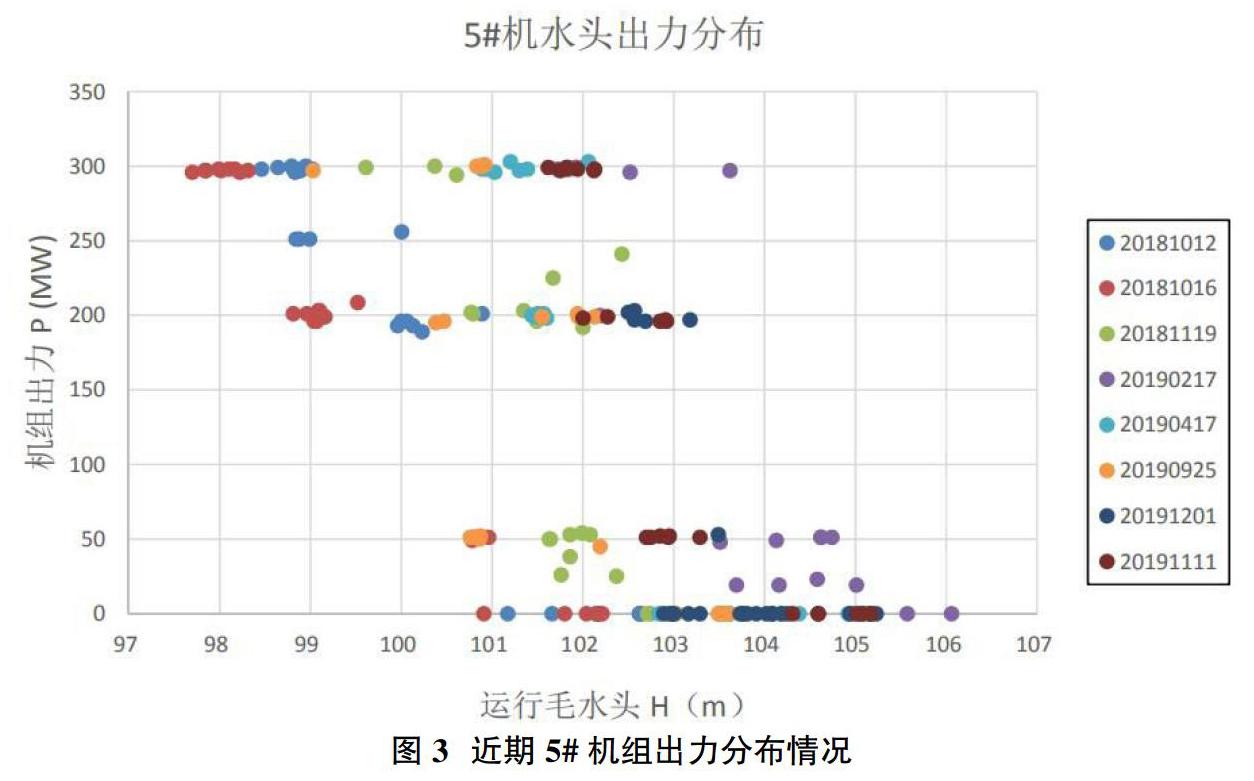
2019年12月03日,4號機組C級檢修時發現轉輪有5個葉片的出水邊上部均出現了不同程度的裂紋,共計6條,其中轉輪葉片有4條為貫穿性裂紋,有2條為淺表性裂紋;尤其是轉輪11#葉片裂紋較嚴重,貫穿性裂紋長度達到430mm,見現場圖片1。
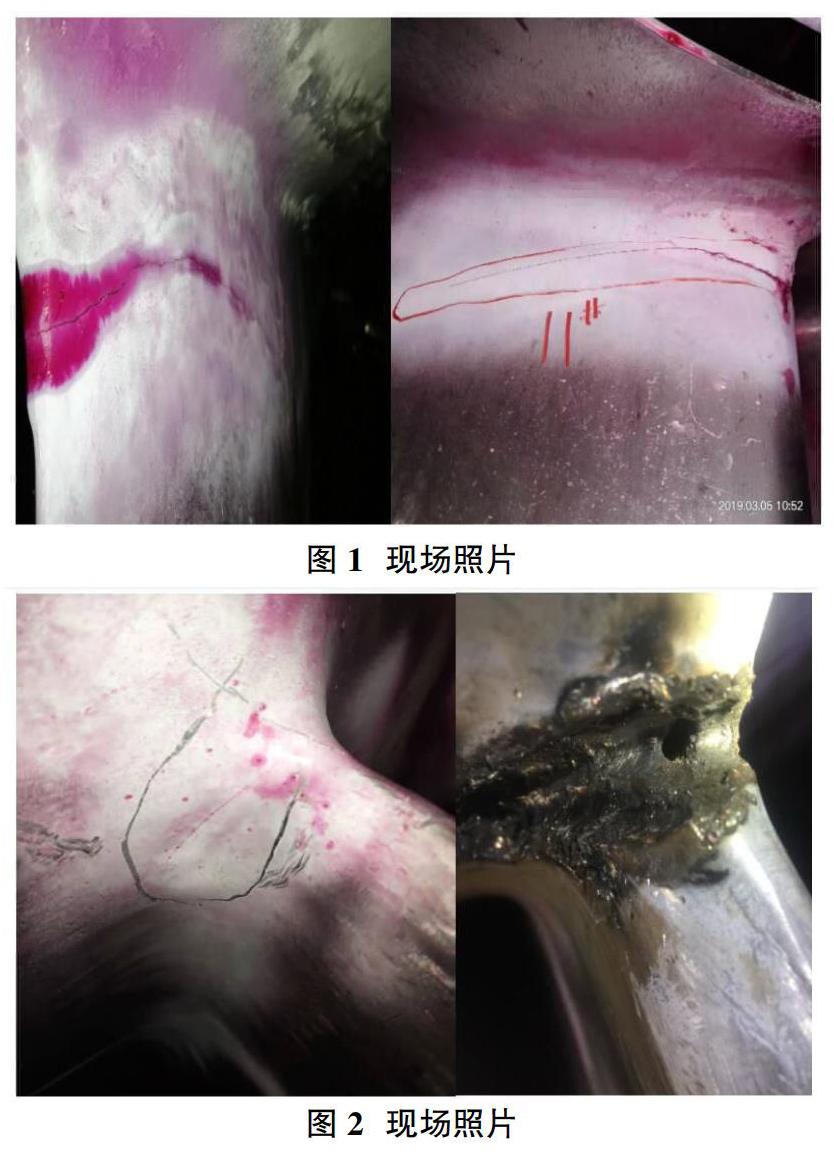
2020年2月27日,5號機組C級檢修,對轉輪葉片探傷時,發現轉輪有5個葉片的出水邊上部均出現了不同程度的裂紋;尤其是轉輪2#、10#葉片裂紋在2018年4月份進行的C級檢修中也出現在相同部位的區域,其中2#葉片貫穿性裂紋長度達到110mm,并出現氣孔,詳見現場照片圖2。
3 ?裂紋產生原因分析
①機組運行工況原因:5#機轉輪裂紋位置及走向基本一致屬于規律性裂紋,原因是葉片所承受的動應力及其應力產生循環次數超過了材料的水下疲勞極限導致產生疲勞性裂紋。
圖3是2018、2019年中8個月份,5#機組承擔的出力分布情況。從圖中可以看出,5#機組有很大一部分時間運行在50MW以下,即轉輪長期在0-40%Pr(Pr為額定出力)工況運行。水電機組運行工況不良導致轉輪葉片產生裂紋的主要原因之一,水頭變化和不同負荷下,葉片承受的動載荷不同,在極小負荷區及強渦帶區時,葉片承受的動應力較大,水輪機在這種工況下運行后和機組不穩定運行的其它因素疊加,加速裂紋的形成和發展。
②根據公伯峽5F機組穩定性試驗報告分析:
1)在 40-120MW區間運行時,上機架和頂蓋的水平振動、水導擺度、頂蓋壓力脈動都有明顯的增大趨勢。
2)在40-80MW區間運行時,頂蓋、下機架、上機架的垂直振動隨負荷變化,其頻率與壓力脈動的中頻成分頻率一致,可以判斷各部件的中頻成分振動是由壓力脈動造成的。
3)在0-120MW區間運行時,產生的低頻振動隨負荷的增大逐漸增大,部分量值超標,在60-80MW處達到最大值;超過120MW后開始減小,超過200MW以上趨于穩定。
綜上所述,可初步判斷,機組長期在低負荷運行是造成葉片裂紋的一個主要因素。
③裂紋修復原因:根據電站現場機組情況及葉片修復情況,修復工藝不好也是造成轉輪裂紋相繼產生的一個間接原因。5#機轉輪在2018.04.13檢查中有1#、2#及10#葉片,共計3個葉片有上冠部位淺表性裂紋,經過碳弧氣刨刨開、清根、補焊、修磨過程;在2020.04.13檢查中有 2#、5#、10#、11#、13#葉片,共計5枚葉片有上冠部位淺表性裂紋,處理過的2#、10#葉片裂紋重復出現,有可能在檢修工藝、工序中沒有達到工藝標準造成。
4 ?裂紋缺陷處理方法
4.1 缺陷檢測
對轉輪焊縫及鄰近區域進行100%的UT、PT探傷檢查,對缺陷的性質進行確認和記錄,該記錄作為返修的依據。
4.1.1 缺陷清除方式
①淺表缺陷的清除。對于淺表層(10mm以內)的裂紋原則上應采取機械磨具磨削方式清除。
②深度缺陷的清除。
1)對于較長的未貫透或貫透的裂紋,應采取“先斷頭,再分段清除”的方式。先在裂紋端部分別使用電鉆或旋轉銼等機械磨削方式打止裂孔,孔徑不小于6mm,孔深應比裂紋深度大4-6mm,給出清除的預設余量,防止裂紋清除過程中繼續擴展。
2)使用碳弧氣刨從裂紋的端部向中間清除,裂紋清除之前,裂紋及相鄰100mm范圍內的母材應預熱至不低于50℃,并在裂紋清除過程中始終保持這一溫度。
3)缺陷清除過程中,隨形制備出便于焊接的坡口,坡口角度可為40-45°,坡口深度視實際情況而定,并打磨露出金屬光澤。
4.1.2 通過可視(VT)檢查初步確認缺陷清除干凈后,采用PT探傷檢查二次確認缺陷完全清除。
4.2 焊接修復
①焊接前,清凈焊接坡口及周圍20mm范圍內的油污、銹蝕、探傷殘留液等影響焊接質量的雜質。
②焊前預熱:對補焊部位及100mm范圍內的母材應預熱至100-80℃之間為宜,并在焊接過程中始終保持這一溫度。預熱方式根據現場的實際情況可采用電加熱方式或火焰均勻加熱方法進行。火焰加熱過程中應緩慢均勻,避免局部溫度過高。
③焊接方法選擇。根據現場設備條件、缺陷的大小,選擇合適的焊接方法和焊接參數。對于返修量較小的點狀缺陷或少量磕碰傷,可采用鎢極氬弧焊進行焊接返修;對于返修量較大的線性缺陷或較大面積長焊縫,采用手工電弧焊或熔化極氣體保護焊進行焊接返修。
若選擇手工電弧焊,則要求焊條使用前,需按照焊條使用說明進行烘干,烘干后放置100-150℃保溫箱內保存,隨用隨取。焊條領取時,必須使用焊條保溫桶領取。
④在焊接時盡量采用較小的焊接規范進行多層多道焊接,降低焊接殘余應力的目的,焊接過程中控制層間溫度?燮150℃。
⑤起弧和收弧處應使用砂輪機打磨。施焊下一道焊縫之前,應清除焊道表面的所有熔渣,對諸如裂紋、未熔合、焊瘤、焊道成型不良以及其它將對焊接質量產生不良影響的可見缺陷進行清除。
⑥焊接返修過程中除蓋面層外需進行逐層錘擊,至焊縫表面均勻屈服,方可進行下層焊縫的施焊。
焊后打磨及無損探傷:
1)對焊接返修區域進行粗磨,粗磨后對焊接位置進行PT探傷檢查,對于返修深度大于10mm的裂紋類缺陷,粗磨后需進行UT探傷檢查。2)無損探傷檢查合格后,進行半精磨、精磨,使返修部位與相鄰區域平滑、光滑過渡,去除返修部位所有凹坑和尖角。3)精磨后對焊縫進行PT探傷檢查,探傷過程中發現缺陷,可采用鎢極氬弧焊按焊接工藝規范要求進行返修。4)對葉片修復部位進行拋光處理,表面粗糙度不低于Ra3.2。
5 ?結束語
水輪機轉輪是水電站勢能轉換成動能的核心部件,轉輪結構設計、制造、安裝、運行、維修質量決定水輪機整體性能,為了保證水輪機組的運行質量,探討解決轉輪葉片裂紋可實現水電站安全穩定運行,提高安全生產效率,達到安全經濟運行。
參考文獻:
[1]GB-T5864-2003,水輪發電機組安裝技術規范[S].
[2]Q/GBX 10001-2019,水輪機發電機技術規程[S].青海黃河水電公司公伯峽發電分公司.
[3]Q/GBX 10002-2019,水輪機技術規程[S].青海黃河水電公司公伯峽發電分公司.
[4]GB 8564-88,水輪發電機組安裝技術規范[S].
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
