磨床砂輪主軸軸承故障成因與處理
2020-09-10 12:29:21李澤炎
中國(guó)新技術(shù)新產(chǎn)品 2020年13期
李澤炎

摘 ?要:在現(xiàn)有柴油機(jī)零部件制造業(yè)當(dāng)中,磨床在機(jī)加工中占有重要的地位,特別是曲軸和凸輪的加工中,磨床的加工精度直接影響產(chǎn)品的加工精度。磨床制造業(yè)在不斷的發(fā)展和進(jìn)步,通過采用正確的修理手段和操作,能夠促進(jìn)磨床砂輪主軸軸承維修技術(shù)不斷地提升。通過多年的研究和維修經(jīng)驗(yàn),筆者積累了豐富的理論經(jīng)驗(yàn),并且得出了一定的效果。
關(guān)鍵詞:磨床砂輪;主軸故障;主軸軸承
中圖分類號(hào): TS104.2 ? ? 文獻(xiàn)標(biāo)志碼:A
0 引言
磨床的砂輪主軸是重要的部件,一般來說,小型的磨床是滾動(dòng)的軸承結(jié)構(gòu),大型的砂輪采用的是液體靜壓軸承結(jié)構(gòu)。因?yàn)殪o壓軸承摩擦因數(shù)小,精度很高,對(duì)于磨床砂輪來說,其在啟動(dòng)的時(shí)候形成一定的油膜,油膜過多或者過少都會(huì)嚴(yán)重阻礙磨床的壽命。
1 磨床砂輪主軸軸承概述及特性
1.1 磨床砂輪主軸承概述
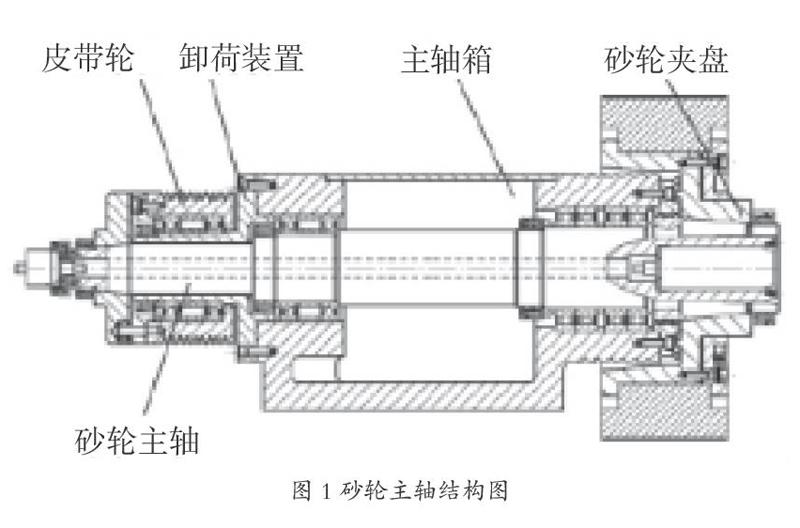
磨床砂輪主軸軸承的質(zhì)量直接影響了加工工件的質(zhì)量和穩(wěn)定性,一般具有滾動(dòng)的軸承和滑動(dòng)軸承兩大類[1]。但是,現(xiàn)有的主滑動(dòng)軸承發(fā)展水平較高,對(duì)于現(xiàn)有的動(dòng)壓軸承、靜壓軸承及動(dòng)靜壓軸承研究已久,一般來說采用的雷如果方程計(jì)算邊界條件。下圖是磨床砂輪主軸承結(jié)構(gòu)圖如圖1所示。
1.2 磨床砂輪主軸軸承的分類(靜壓、動(dòng)壓)
一般來說,磨床砂輪主軸軸承分為靜壓軸承和動(dòng)壓軸承。其相關(guān)原理如下所述。
1.2.1 靜壓軸承
磨床砂輪主軸靜壓軸承工作原理是在啟動(dòng)油泵時(shí),通過節(jié)流器等環(huán)節(jié),使得主軸頸出現(xiàn)一定的油膜,從而使其與軸承之間產(chǎn)生間隙,通過一定的節(jié)流器的作用,使得油通過必要的回油泵使得油回至油箱內(nèi)[2]。因?yàn)槠渚哂姓w結(jié)構(gòu)簡(jiǎn)單、安裝方便和精度高等因素,使得其廣泛被應(yīng)用。
1.2.2 動(dòng)壓軸承
動(dòng)壓軸承[3]具備運(yùn)動(dòng)平穩(wěn)的特點(diǎn),同時(shí)具有一定的抗震性、回轉(zhuǎn)速度較高等特點(diǎn)。但是,其需要一定的轉(zhuǎn)速才能產(chǎn)生壓力油膜,使其實(shí)現(xiàn)純液體的摩擦等。因此,這種環(huán)境下不適用在低速環(huán)境下運(yùn)行。
1.3 磨床砂輪主軸軸承動(dòng)力特性(靜壓、動(dòng)壓)
1.3.1 靜壓軸承
靜壓軸承能夠在完全靜止的環(huán)境下,建立起必要承載的油膜。在啟動(dòng)靜壓軸承的轉(zhuǎn)子時(shí)應(yīng)先啟動(dòng)靜壓的潤(rùn)滑系統(tǒng),保證系統(tǒng)能夠持續(xù)穩(wěn)定的進(jìn)行。換句話說,在其軸承系統(tǒng)進(jìn)行工作時(shí),主軸出現(xiàn)了一定的壓力油膜,在主軸進(jìn)行必要的旋轉(zhuǎn)時(shí),使得其軸承間出現(xiàn)一行的階梯效應(yīng),形成一定的動(dòng)力油膜,因此形成動(dòng)壓軸承系統(tǒng)等。靜壓軸承最大的特點(diǎn)是需要必要的油泵系統(tǒng)提供壓力油。
1.3.2 動(dòng)壓軸承
動(dòng)壓軸承啟動(dòng)力矩較大,且容易發(fā)熱,在其主軸工作條件不同時(shí),其相關(guān)的精度和穩(wěn)定性也不近相同。動(dòng)壓軸承無需額外的壓力系統(tǒng)。
2 磨床砂輪主軸軸承維修經(jīng)驗(yàn)總結(jié)
2.1 主軸軸承故障的主要原因
2.1.1 主軸軸承裝配調(diào)整不合理
實(shí)踐證明,在滑動(dòng)軸承為結(jié)構(gòu)的主軸軸系中,同樣精度的主軸和軸承,裝配得好,可以提高主軸的旋轉(zhuǎn)精度及軸承的使用壽命,裝配得不合理,將導(dǎo)致主軸旋轉(zhuǎn)精度的超差[4],由此看來,正確、合理地選擇裝配調(diào)整方法是提高主軸旋轉(zhuǎn)精度的重要一環(huán)。必須保證主軸裝好后與體殼孔的前后軸線同軸度在0.01 mm內(nèi)。保證主軸與軸承間的間隙,必須在0.01 mm~0.015 mm,但以調(diào)整到0.01 mm最為適。調(diào)整必須耐心細(xì)致,才能調(diào)到合適的間隙,調(diào)整到合適的間隙后,用手轉(zhuǎn)動(dòng)主軸(轉(zhuǎn)動(dòng)主軸方向應(yīng)與機(jī)床轉(zhuǎn)時(shí)主軸旋轉(zhuǎn)的方向一致),此時(shí)應(yīng)轉(zhuǎn)動(dòng)輕松,無阻滯感覺。
2.1.2 材料質(zhì)量差
一般來說,主軸軸承本身的材料會(huì)嚴(yán)重制約軸承本身的質(zhì)量[3]。從主軸本身的制作工藝和質(zhì)量來說,與國(guó)外有著嚴(yán)重的差距,但是就材料本身來說是主要的因素。磨床砂輪主軸和軸瓦在運(yùn)行過程中需要對(duì)轉(zhuǎn)速和轉(zhuǎn)矩進(jìn)行傳遞,與此同時(shí),需要承載必要的載荷,這就意味著會(huì)產(chǎn)生摩擦和磨損等問題,同時(shí),由于軸承主軸的制作精度和質(zhì)量未達(dá)國(guó)家規(guī)定的標(biāo)準(zhǔn),造成軸瓦出現(xiàn)砂眼、氣孔和疏松等現(xiàn)象。現(xiàn)有的主軸承材料甚多,應(yīng)該注重考慮主軸承設(shè)計(jì)的手段、環(huán)境和制作工藝(例如:材料本身、工藝制備、服役條件和制造成本等)。
2.1.3 潤(rùn)滑不良
一般來說,油膜的壓力與油黏度成正比,油膜壓力越大則相應(yīng)的油黏度也越大,則相應(yīng)的摩擦阻力也逐漸增大,說明潤(rùn)滑油的油性過于稠密,造成主軸嚴(yán)重的發(fā)熱現(xiàn)象。作為主要支撐部件的主軸軸承部件,在整個(gè)運(yùn)動(dòng)機(jī)制中占據(jù)了重要的作用,一旦有異物將節(jié)流器的小孔堵住或者將油腔的油面刮開,就會(huì)造成阻液的減少,從而導(dǎo)致軸承內(nèi)部的壓力消失,大大降低軸承的承載能力,使得外部的載荷偏移至軸承邊部,從而造成軸承被研的現(xiàn)象。運(yùn)動(dòng)機(jī)制過程中逐漸形成一定的油膜,有效地降低主軸與軸瓦之間的摩擦和損耗,選擇合適的潤(rùn)滑油,則可能有效延長(zhǎng)軸承的使用壽命。一般來說,采用的是自動(dòng)潤(rùn)滑油系統(tǒng),通過設(shè)置科學(xué)合理的潤(rùn)滑參數(shù)以及合理選擇潤(rùn)滑油的黏度,通過及時(shí)有效的設(shè)備維護(hù),能夠保證設(shè)備可以長(zhǎng)期有效的運(yùn)行。
2.1.4 主軸油的清潔度達(dá)不到要求
油膜的壓力與油黏度成正比,壓力越大,則相應(yīng)的黏度也越大。不清潔的潤(rùn)滑油等環(huán)境因素則會(huì)導(dǎo)致主軸的磨損度,同時(shí)也會(huì)加速磨損的速度,較輕的結(jié)果只是導(dǎo)致主軸軸頸與軸承表面簡(jiǎn)單的起球,嚴(yán)重的情況則會(huì)導(dǎo)致主軸軸頸與軸承的拉毛、燒瓦燒軸抱死等,介于軸瓦與軸頸之間的間隙非常的微小,一旦主軸油的清潔度達(dá)不到要求,則會(huì)造成嚴(yán)重的后果,出現(xiàn)主軸抱死情況,一般來說,主軸油一般用N2或N5。
2.2 故障原因分析與處理
就主軸承本身來說,價(jià)值不高,但是一旦遭受一定的損害,會(huì)造成巨大的風(fēng)險(xiǎn),因此,必要的故障分析迫在眉睫。主軸承其出現(xiàn)故障和損害的因素很多,通過一定的取證,不能給與一定的定行性和結(jié)果。在對(duì)故障的主軸承進(jìn)行拆卸分析,有的部分顯示出軸承受到嚴(yán)重的損害,更有甚者出現(xiàn)燒軸、燒瓦現(xiàn)象,或者出現(xiàn)抱軸現(xiàn)象。就相應(yīng)的問題進(jìn)行細(xì)化得分析得出以下故障原因。1)故障主軸軸承的潤(rùn)滑受阻或者缺油的現(xiàn)狀,首先需要對(duì)其相應(yīng)維護(hù)記錄進(jìn)行詳細(xì)的查詢,當(dāng)軸承排油正常時(shí),則顯示工作是正常穩(wěn)定的,則說明潤(rùn)滑現(xiàn)象良好。拆解之后發(fā)現(xiàn),軸承周圍的殘留的相關(guān)油脂過于繁多,造成潤(rùn)滑作用不夠明顯,同時(shí)嚴(yán)重制約潤(rùn)滑的效果。2)由于主軸油的清潔度差,有異物將節(jié)流器的小孔堵住或者將油腔的油面刮開,造成主軸抱死的現(xiàn)象,使得軸頸出現(xiàn)一系列的毛刺現(xiàn)象甚至主軸發(fā)熱造成軸頸裂,主軸報(bào)廢。其軸承故障點(diǎn)如圖2所示。3)薄膜反饋節(jié)油器失。4)軸承的運(yùn)輸過程,在對(duì)運(yùn)輸過程中發(fā)現(xiàn),通過對(duì)比要的運(yùn)輸過程予以一定的追溯、分析和研究,得出在進(jìn)行運(yùn)輸過程中,設(shè)備齊全且符合標(biāo)準(zhǔn)和要求,不能造成軸承損害的可能,也就排除運(yùn)輸過程造成的損害。在進(jìn)行系統(tǒng)分析和研究上,將軸承進(jìn)行徹底清洗的清潔工作,同時(shí)保證對(duì)各處的研傷進(jìn)行修磨處理,保證軸承在最優(yōu)狀態(tài)下工作。
3 注意事項(xiàng)與結(jié)論
3.1 注意事項(xiàng)
必要時(shí),對(duì)砂輪主軸進(jìn)行平衡測(cè)試;同時(shí),對(duì)相關(guān)的主軸和相應(yīng)的軸承進(jìn)行有效的配合,應(yīng)該符合國(guó)家標(biāo)準(zhǔn)A級(jí);在對(duì)砂輪的靜平衡時(shí)應(yīng)該至少滿足對(duì)其8處點(diǎn)的有效的平衡,對(duì)于新的砂輪來說,必要時(shí),應(yīng)該進(jìn)行兩次的平衡,在進(jìn)行平衡時(shí)候應(yīng)該使用冷卻液;在對(duì)主軸和和軸瓦間的間隙應(yīng)該科學(xué)的設(shè)置,避免漂浮現(xiàn)象的發(fā)生,同時(shí)保證主軸與軸瓦間接觸性良好等;同時(shí)在保證試車時(shí),避免放置軸承間隙過小,造成拉毛和起線等現(xiàn)象;軸承溫度不宜過高,必要時(shí)加大油量、強(qiáng)制通風(fēng)等手段。
3.2 結(jié)論
隨著研究的深入,就會(huì)面臨著對(duì)磨床更多問題,這不但需要不斷的探索和鉆研,學(xué)習(xí)國(guó)外先進(jìn)的技術(shù)水平,更重要的有效地提升自己相關(guān)技術(shù)水平和創(chuàng)新力,在創(chuàng)新中不斷提升磨床砂輪主軸承維修的水平,降低了企業(yè)的額外開銷,最大化提升經(jīng)濟(jì)效益。
參考文獻(xiàn)
[1]李毅.在西門子828D系統(tǒng)上實(shí)現(xiàn)軸承磨床消空程功能[J].金屬加工(冷加工),2017(18):51-54.
[2]李毅.應(yīng)用MODBUS協(xié)議實(shí)現(xiàn)軸承磨床調(diào)磁控制[J].金屬加工(冷加工), 2016(18):69-73.
[3]楊若玲.高精進(jìn)口磨床砂輪主軸軸承維修技巧[J].工業(yè)工程,2011(17):53.
[4]衛(wèi)林葉,丁少文,楊若玲.無心磨床砂輪主軸及軸瓦的修理工藝[J].設(shè)備與維修:金屬加工(冷加工),2014(1):88.
