
試制樣車軸距加長方案
2020-09-10 07:22:44呂正桂
交通科技與管理 2020年8期
呂正桂
摘 要:試制新樣車在現有車型的基礎上,針對新車型試制提出一種較為簡單的軸距加長方案,并對加長方案進行了梳理。該方案延長軸距,以增加后排的空間。
關鍵詞:試制新樣車;軸距加長;方案
中圖分類號:U466 文獻標識碼:A
0 引言
車輛的主要參數有尺寸、質量、性能參數。底盤軸距是主要的尺寸參數之一,軸距長短影響白車身的長度,直接影響車輛內部使用空間。為了在現有的車型上提升后排的空間,通常采用在原有的車型上加長軸距,從而開發新車型的方案。采用加長方案常見有如下3種:
(1)在B柱位置上加長,優點是模具改造成本低,工裝改動小,試制周期短。其缺點為中柱加長后,后車門和前門口的折邊結構需增加活裝的鈑金件蓋板。會導致蓋板與前后車門的間隙調整加大難度。如采用塑料件蓋板,表面噴漆后顏色一致性無法保證。
(2)在后車門加長。該加長方案優點是車身外型效果好,保持原有造型風格,乘員上下車便捷性好。其缺點為工裝、模具改造費用高,后車門內、外板模具及后車門包邊機報廢,須重新設計制造,費用較高。
(3)在側圍后部( 后輪罩) 上加長。優點為更改涉及到沖壓件少,改造費用低,對側撞基本無影響。缺點為車身外型效果差,加長后輪罩前下部寬度大,造型上有不協調感,乘員上下便捷性差。本文是基于云度汽車某小型SUV 加長140 mm的研究工作而完成的。該方案采用的方法是在后車門加長,這是一種車身外型效果好,保持原有造型風格的方案。
本文詳細介紹了該車型加長的具體方案,并且全面研究了該加長方案對于后排乘員空間的寬敞、進出便捷性的變化。這種加長方案和方法對于今后類似的加長車型,具有很好的指導意義。
1 加長方案
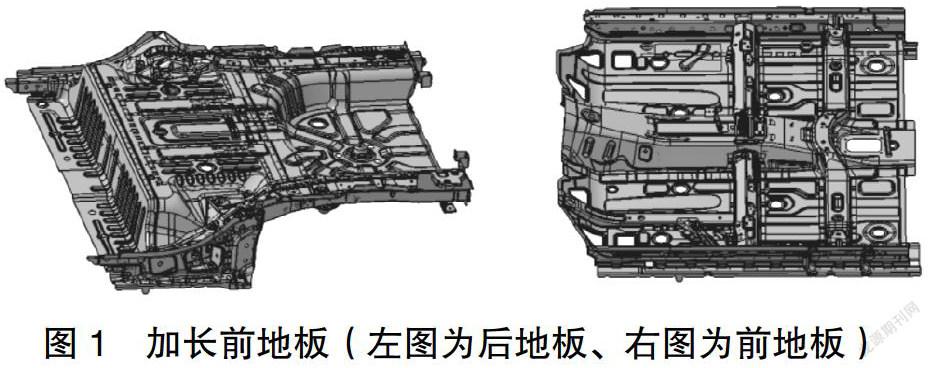
現有車型的地板主要由前地板、后地板組成。因后地板構造比前地板復雜,所以本方案采取在前地板的后部加長140 mm,衍生車型和現有車型可以共用后地板總成,可節省模具費用。具體更改如圖1 所示。
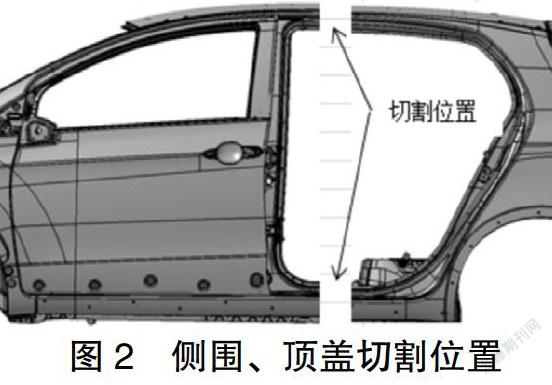
關于更改車頂、側圍向后拉長,其更改的部分如圖2切割區域。此方案前門內外板、鉸鏈、A、B 柱不變,降低了更改范圍。同時后門內外板向后拉長,使后排人員上下車便捷舒適性。
2 車身改制輔助工裝臺制作方案
加長白車身焊接工裝用于π1改型車的試制,在該焊接工裝臺上要完成改制全過程。是以充分保證工藝要求為前提,以使試制自車身過程中的五個環節都處于受控狀態為原則,來精心擬訂制作方案的。
(1)為保證標準白車身在焊接工裝臺上的精確定位,以及整車切開拉長后的定位精度,采用了與π1白車身一樣的定位基準,即采用自車身機艙縱梁兩個孔定位、前地板2個孔定位、后地板2個型定位和2個孔定位,體現了基準統一原則,又能有效保證白車身整車定位精度。
(2)為保證整車拉長后的長度尺寸公差,經過分析比較最后確定采用移動滑臺來實現白車身后半部分的平移,并且在移動滑臺上使用了一般只在數控機床上采用的高精度線性滾珠導軌。該導軌運行平穩、精度高、機械能耗小、運動速度快、不需動力源手推可輕松運行,完全可以滿足整車平移的精度要求。
(3)考慮到白車身是由薄鋼板沖壓件焊接而成的薄板殼體件,其內部有很大的內應力,整車切割后必然要產生較大的應力釋放,使切口處的變形不易控制。因此我們設計了回轉臂機構,它帶有橫縱雙向絲杠調整機構,能保證對頂梁切口截面的準確定位,又能對切口處變形進行有效的校正。
3 車身制作方法
在焊裝工作臺上要焊接的有:左右門檻加強梁、左右側圍門檻連接、頂蓋連接、前地板后部連接、及左右后門加長連接等。π1加長白車身焊接總成工藝概況如下:
(1)先將合格的標準π1白車身放在焊接工作臺夾具上定位并夾緊,在白車身上按要求劃線。再用等離子切割機切開。然后將工作臺夾具延長140 mm后定位鎖緊,修整頂蓋斷口處的毛刺及變形,調整前后兩部分側梁間距。
(2)調整左右門檻及側梁斷開處,使其分別距鑄造平臺高度一致,將底板連接梁焊在左右門檻缺口處,左右側梁連接板焊接在側梁內板缺口處。
(3)左右側梁的加強梁焊在左右側梁缺口處。
(4)車身底部裝焊:車身前地板后部焊接連接板,左右門檻加強梁、左右門檻(側圍)連接板焊接。
(5)頂蓋裝焊:調整斷開的車身頂蓋及左、右流水槽,對頂蓋連接的連接板、左右側梁進行焊接。
(6)左右后門裝焊:后門內板連接板、外板連接板、門上框焊接,焊接過程中后門需裝B柱上與側圍間隙匹配。
(7)以上涉及到外板焊接應采用對接方式,內板及加強版焊接應采用搭接方式。
4 后排空間和進出便捷性
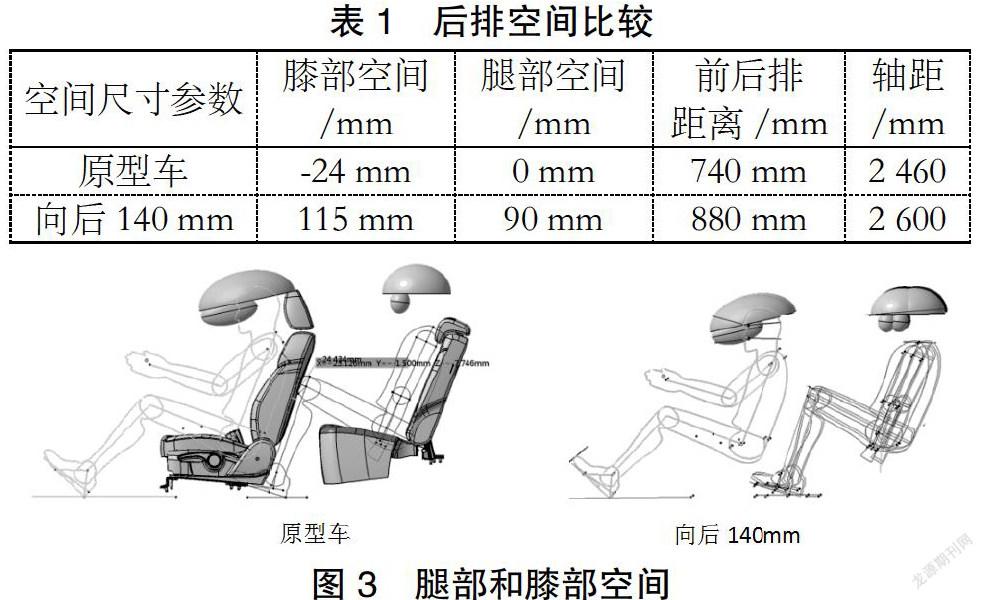
加長的主要目的是為了獲得更大的腿部和膝部空間,因此對加長的軸距,分析了對應表1和圖3所示腿部空間和膝部空間(圖上假人為1.88 m身高、95%的人體模型)。
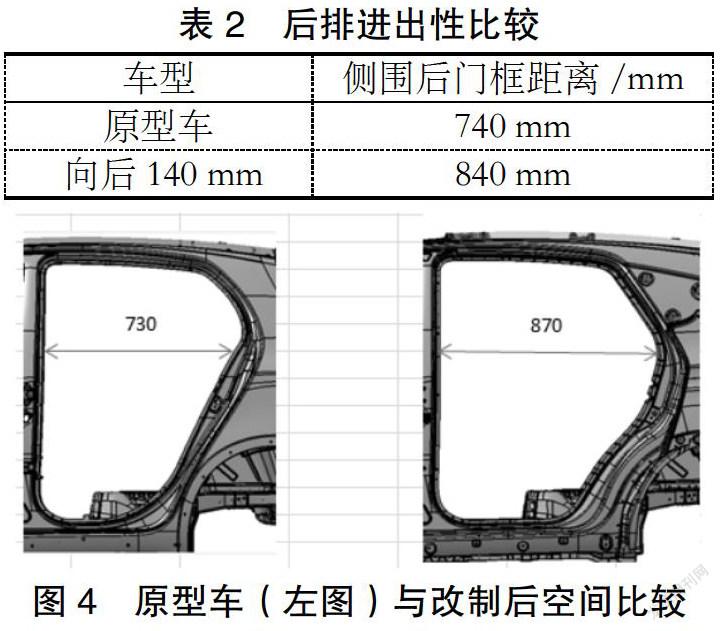
這種加長方案可以加大后排的空間,而后門開口與側圍同步加長,所以對于后排進出性的影響卻非常有利。結果表明,軸距加長140 mm后,進出性明顯變好,結果如表2和圖4 所示。
5 結論
該加長方案解決了小型SUV后排空間問題,也使我們在樣車試制中開拓了思路。本文提出的加長方案所更改零件的范圍較少,需要驗證的內容較少,開發周期較短,是一種為提升后排空間,加長軸距而采取的快速開發衍生車型的有效方法,技術上是可行,經濟上也是合理。
參考文獻:
[1]徐嬌嬌.汽車新產品樣車試制項目管理方法與應用[J].科技創新與應用,2016,6(34):40-41.
[2]潘振.備件管理在樣車試制的方案研究[J].時代汽車,2019,16(10):23-24.
