鈦/鋼異種金屬激光焊接接頭微觀組織及數值模擬研究
2020-09-10 01:53:45楊勝李軍兆劉一搏孫清潔
電焊機 2020年8期
楊勝 李軍兆 劉一搏 孫清潔
摘要:為實現TC4鈦合金與316L不銹鋼異種金屬的優質連接,采用Cu作為中間層進行激光焊接。研究表明,采用Cu中間層能夠有效抑制界面脆性Ti-Fe金屬間化合物的產生。隨著焊接速度的增加,接頭強度顯著提高,TC4鈦合金與焊縫界面主要為連續的Ti-Fe化合物層和非連續的Ti-Fe、Ti-Cu化合物層,厚度約為60 μm。有效地降低了接頭脆性、抑制裂紋,緩解了接頭應力,能夠獲得良好的鈦/鋼異種金屬激光焊接接頭。
關鍵詞:鈦合金;不銹鋼;激光焊接;數值模擬;組織
中圖分類號:TG456.7 文獻標志碼:A 文章編號:1001-2303(2020)08-0101-05
DOI:10.7512/j.issn.1001-2303.2020.08.21
0 前言
異質材料焊接接頭在滿足結構強度要求同時,具有節能、減重、節約成本等優勢,因此得到了廣泛的關注和研究。鈦合金、不銹鋼材料有著優異的耐腐蝕性能及力學性能,被廣泛應用于化學化工和海洋工程領域,例如冷凝器、溶液儲存罐及大型浮式海洋結構等。然而鈦、鋼的物化性能存在巨大差異,導致在焊接過程中出現不均勻的受熱、變形,并產生大量的脆性金屬間化合物,對焊接接頭產生不良影響[1-2]。
目前,針對鈦/鋼異種金屬連接的研究主要圍繞如何抑制或代替界面處產生的脆性Ti-Fe金屬間化合物。相關研究表明,在鈦/鋼界面添加中間層的方式能夠有效抑制界面反應,改善接頭性能。吉林大學的孫大千等人[3]使用Nd:YAG脈沖激光器對Ti6Al4V鈦合金與301L不銹鋼板進行對接焊接。由于脈沖激光焊接的冷卻速度較快,共晶反應速率快,導致共晶反應區較窄,樹枝狀結構尺寸較細,有利于提高接頭的力學性能。北京科技大學黃繼華等人[4]使用激光脈沖焊焊接純鈦與不銹鋼,發現脈沖模式能夠有效減小熔池中兩種材料混合程度,在鈦側僅存在少量的FeTi化合物,抗拉強度可達鈦板的70%。此外,他們還采用CuSi3焊絲作為添加金屬,發現界面層主要包括Ti2Cu相、TiCu相、TiCu2相以及Ti-Cu-Si相,鈦側釬焊區的反應層平均厚度約為80 μm[5]。Gnyusov等人[6]采用Cu中間層抑制界面Ti-Fe金屬間化合物的形成,促使Ti-Cu金屬間化合物在界面生成,降低接頭脆性。Hosseini等[7]研究發現,隨著Cu中間層厚度的增加,Ti-Fe化合物得到有效抑制,接頭強度得到改善。
綜上,文中采用Cu作為中間層進行激光焊接,研究不同激光焊接速度對接頭成形、組織及性能的影響規律,并采用有限元數值模擬對鈦/鋼激光焊接接頭溫度場、應力場進行分析,以實現鈦/鋼異種金屬的可靠連接。
1 試驗材料與有限元模型
1.1 試驗材料
試驗用母材為2.0 mm厚316L不銹鋼和TC4鈦合金,中間層為1.0 mm厚純銅金屬,采用對接接頭形式,提前將中間層預置在對接間隙內進行鈦/鋼異種金屬的激光焊接。試驗過程中采用純氬氣進行保護,氣流量為18 L/min,避免焊縫金屬受到氧化。試驗前采用鋼絲刷去除工件表面的氧化膜,并用丙酮進行擦拭。焊后沿焊縫橫截面方向截取拉伸試件,采用掃描電子顯微鏡觀察鈦/鋼界面的微觀組織,分析界面成分,并采用拉伸試驗機測試接頭拉伸性能。
1.2 有限元模型建立
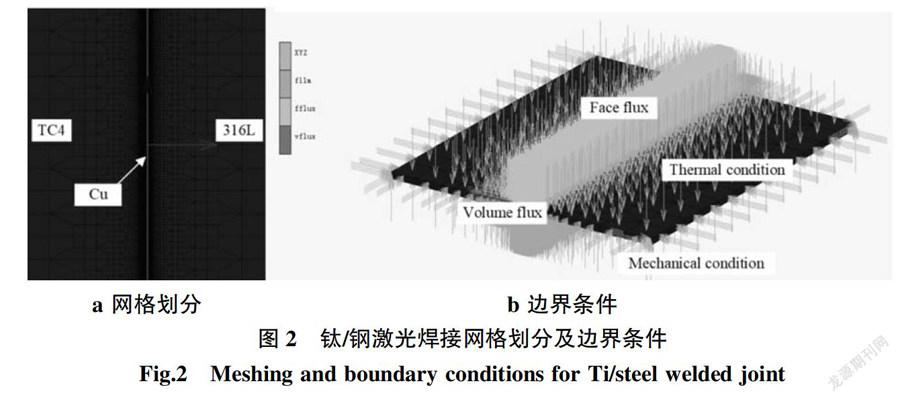
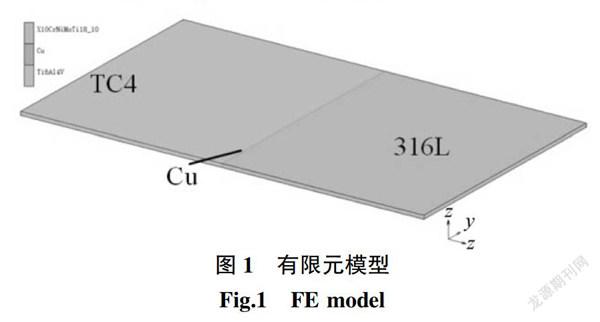
采用有限元軟件對鈦/鋼異種金屬激光焊接溫度場進行分析,TC4鈦合金和316L不銹鋼母材模型尺寸100 mm×100 mm×2.0 mm,中間層采用尺寸100 mm×2.0 mm×1.0 mm純銅金屬箔片,有限元模型如圖1所示,網格劃分及邊界條件如圖2所示。
熱源采用高斯面熱源和圓柱體熱源表示,具體表達式如(1)所示。
式中 H為體熱源有效深度;β為衰減系數;Pv為激光輸出功率;rv為激光光斑半徑;xv、yv、zv為激光光斑的作用位置;α為熱流集中系數(文中取α=0.3);rs為面熱源有效作用半徑。
2 試驗結果與分析
2.1 焊縫宏觀成形及接頭力學性能
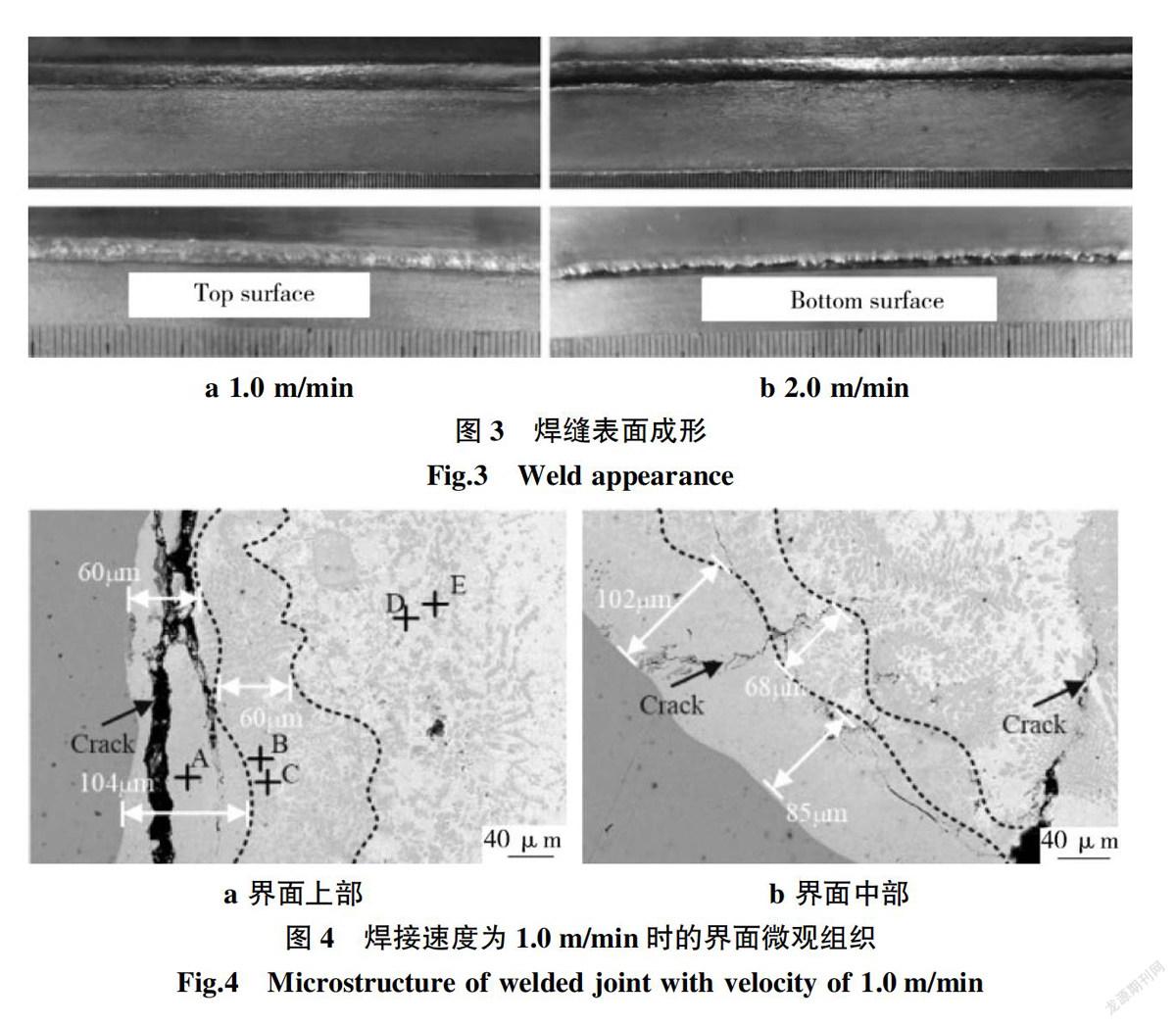
不同焊接速度下的焊縫表面成形如圖3所示。由圖可知,鈦合金和不銹鋼母材的熔化量隨著焊接速度的增加而降低,焊縫熔寬及熔化面積顯著減小;然而隨著焊接速度的增加,焊縫背面呈現稍微咬邊缺陷,這是因為熱量傳輸作用減弱,焊縫背面溫度降低,導致熔池金屬流動性降低。通過拉伸試驗發現,焊接接頭抗拉強度由50.5 MPa(焊速1.0 m/min)增加到309.6 MPa(焊速2.0 m/min),得到有效的改善。分析認為這主要歸因于兩方面:一是焊接速度增加,焊接熱輸入降低,極大程度上抑制了界面反應,降低接頭脆性;二是熱輸入的降低使得焊接接頭應力降低,工件變形減小,因此接頭整體性能得到改善。
2.2 界面微觀組織分析
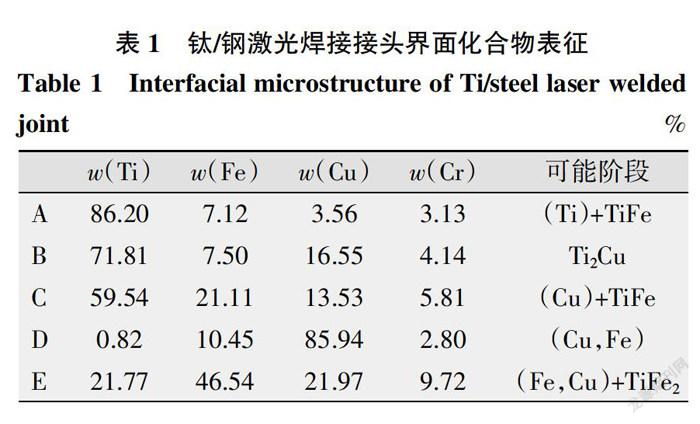
不同焊接速度下的鈦/鋼激光焊接接頭界面微觀組織形貌如圖4所示。可見在較大的焊接熱輸入下,鈦合金和不銹鋼母材大量熔化,使得TC4/焊縫界面處產生大量的脆性金屬間化合物,導致TC4鈦合金和焊縫界面形成連續裂紋,接頭難以得到有效連接,在較低的抗拉強度下失效斷裂。通過對界面化合物進行分析(見表1),發現鈦/鋼界面主要分為連續Ti-Fe化合物層和非連續Ti-Fe、Ti-Cu化合物層,其中連續的Ti-Fe化合物層厚度約為60~104 μm,使得接頭脆性增強,且焊接裂紋主要位于該層。
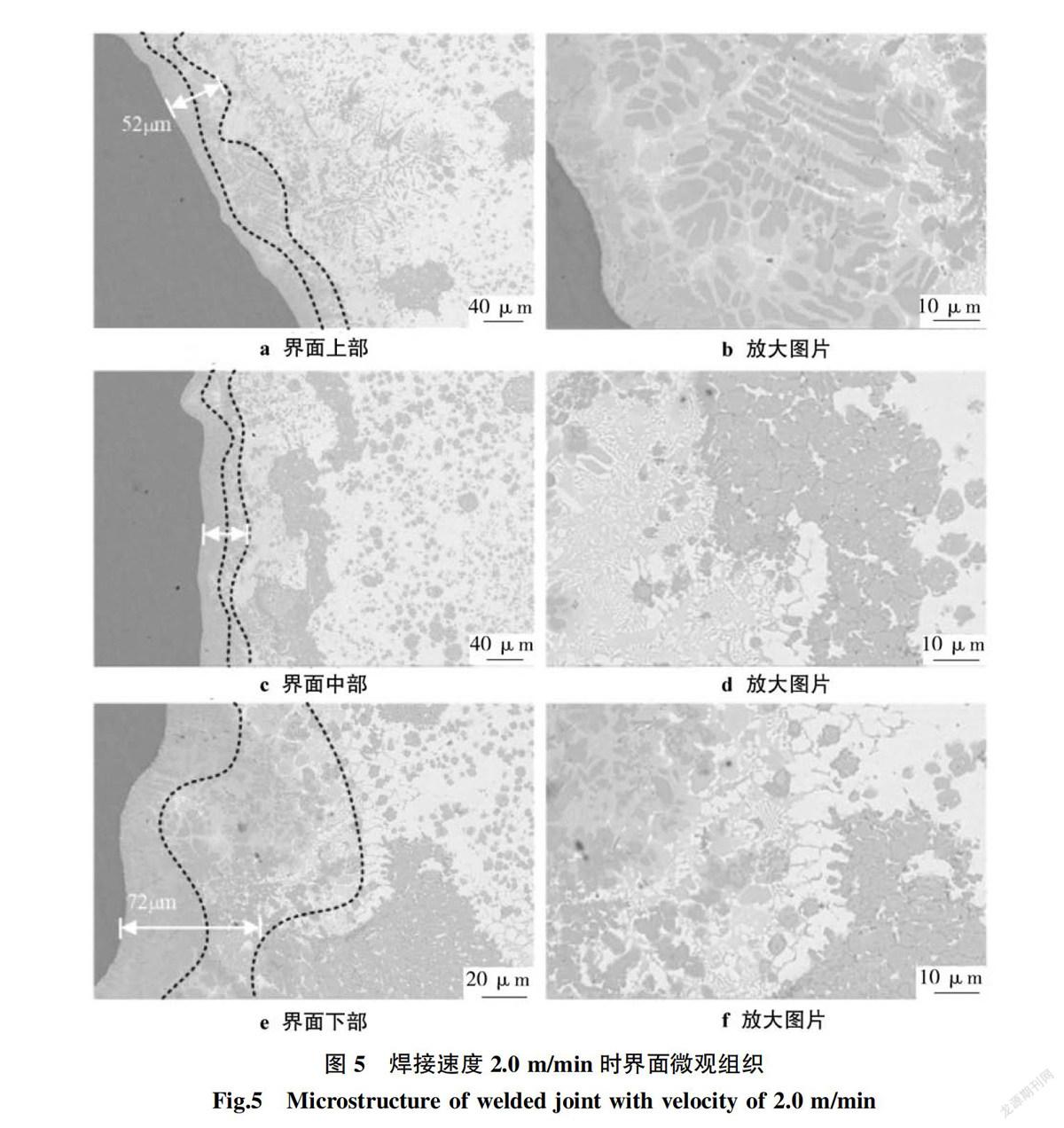
焊接速度增加至2.0 m/min時的微觀組織如圖5所示。由于焊接熱輸入顯著減小,鈦合金和不銹鋼母材金屬的熔化量降低,316L/焊縫界面主要是熔化接頭形式,而TC4/焊縫界面主要是釬焊接頭形式。由于界面結晶速率快,元素擴散得到抑制,焊縫界面呈現較為連續的分布狀態,焊縫中間熔化聚集的Fe元素降低,可以抑制界面脆性金屬間化合物的產生。可見在TC4/焊縫界面處生成的化合物層較薄,整體厚度為52~72 μm,界面無裂紋產生,并在焊縫中產生斷續的非連續化合物。
2.3 有限元模擬分析
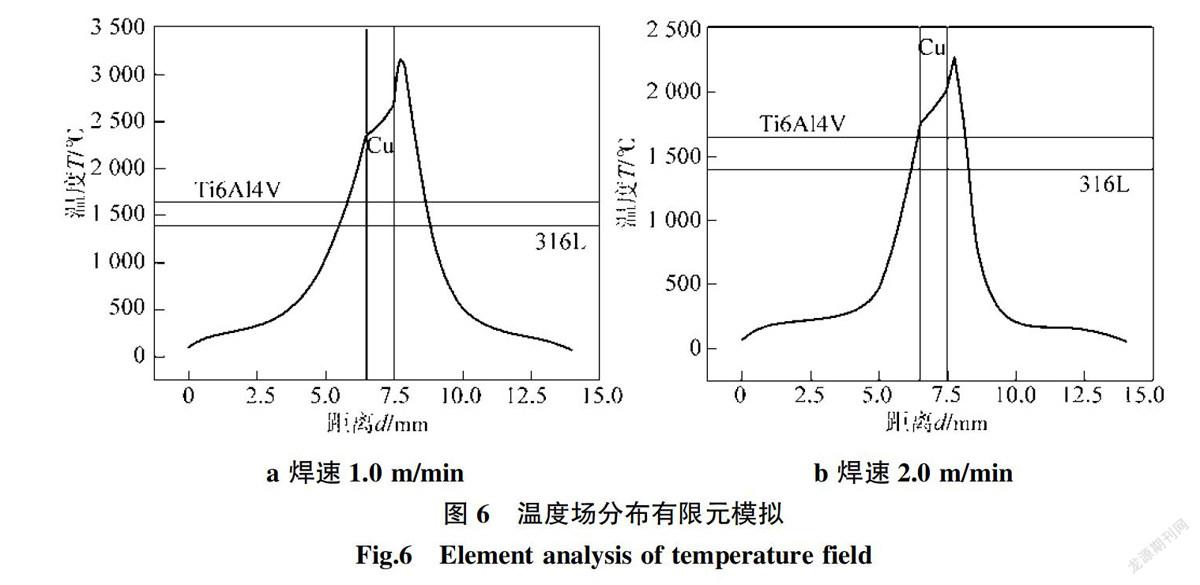
鈦/鋼異種金屬激光焊接溫度場分布有限元模擬如圖6所示。隨著激光焊接速度的增加,焊縫最高溫度值降低,并且鈦合金母材熔化范圍也顯著降低,抑制了Ti元素在焊縫中的擴散。
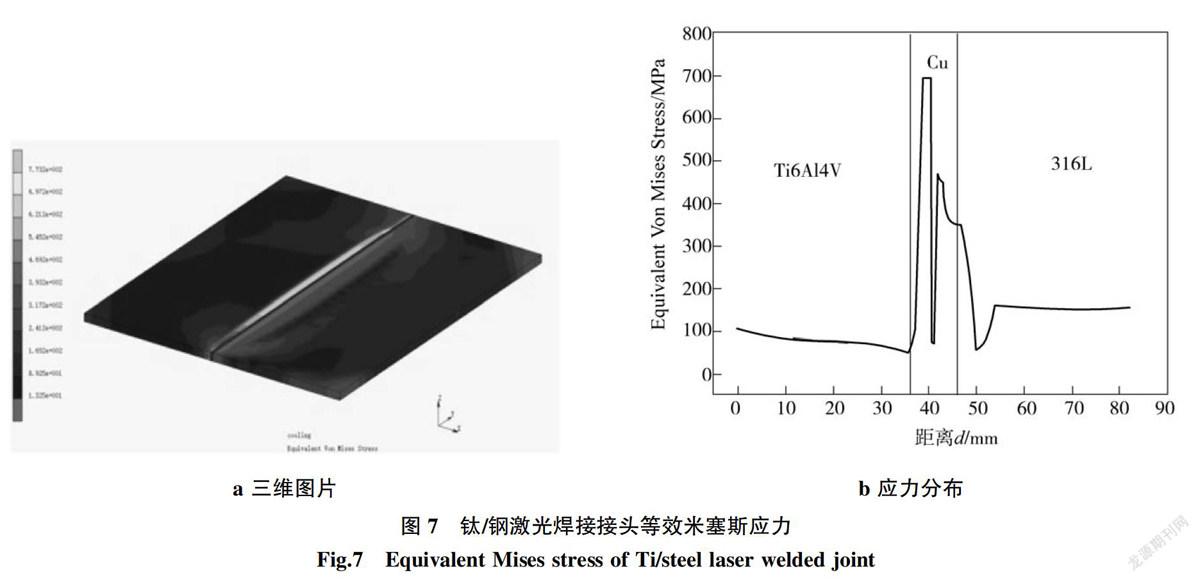
由于TC4鈦合金和316L不銹鋼物化性能的差異,導致激光焊接接頭產生較大的變形。接頭等效米塞斯應力如圖7所示。由圖7可知,在焊縫位置等效米塞斯應力具有最大值,并且界面脆性化合物的產生導致鈦/鋼界面極易因應力變形而產生裂紋失效。
3 結論
(1)隨著激光焊接速度的增加,鈦、鋼母材熔化量降低,焊縫熔寬及熔化面積顯著減小;當焊接速度為2.0 m/min時,接頭強度增加至309.6 MPa。
(2)鈦/鋼激光焊接接頭界面化合物主要分為連續層和非連續層,其中連續的脆性Ti-Fe層厚度較大,在焊接應力綜合作用下極易產生焊接裂紋;隨著焊接速度的增加,化合物層厚度降低至約60 μm,并且Ti-Fe化合物得到抑制,有利于改善接頭性能。
(3)通過有限元數值分析可知,由于鈦、鋼材料物化性能的差異,在焊縫處接頭的米塞斯應力值最大。
參考文獻:
[1] 王廷,張秉剛,陳國慶,等. TA15鈦合金與304不銹鋼的電子束焊接[J]. 焊接學報,2010(5):53-56.
[2] 祝要民,李青哲,邱然鋒,等. 鈦/鋼異種金屬焊接的研究現狀[J]. 電焊機,2016,46(11):78-82,106.
[3] Zhang Y,Sun D Q,Gu X,et al. Strength improvement and interface characteristic of direct laser welded Ti alloy/sta- inless steel joint[J]. Materials Letters,2018(231):31-34.
[4] Cheng Z,Huang J H,Ye Z,et al. Interfacial microstructure evolution and mechanical properties of TC4 alloy/304 stainless steel joints with different joining modes[J]. Journal of Manufacturing Processes,2018(36):115-125.
[5] Chen H C,Lee B Y,Bi G J,et al. Laser welding of CP Ti to stainless steel with different temporal pulse shapes[J]. Journal of Materials Processing Technology,2015(231): 58-65.
[6] Gnyusov S F,Klimenov V A,Alkhimov Y V,et al. Forma- tion of the structure of titanium and stainless steel in laser welding[J]. Welding International,2013(27):295-299.
[7] Hosseini S R,Feng K,Nie P L,et al. Interlayer thickening for development of laser-welded Ti-SS joint strength[J]. Optics and Laser Technology,2019(112):379-394.
收稿日期:2020-06-28
作者簡介:楊 勝(1975— ),男,高級工程師,主要從事高性能鈦合金材料及裝備的研究與制造。E-mail:13874850716@163.com。
猜你喜歡
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
中國科技博覽(2017年21期)2017-07-21 18:09:23
商洛學院學報(2017年2期)2017-05-17 05:19:50
中國科技博覽(2017年7期)2017-05-16 08:39:49
中國科技博覽(2016年15期)2016-08-23 00:07:25
中國科技博覽(2016年8期)2016-04-25 05:19:05
石油化工建設(2016年4期)2016-02-27 15:03:16
制造技術與機床(2015年10期)2015-04-09 07:06:00
