下擺臂和穩定桿安裝扭矩設計變更
2020-09-10 07:22:44徐連美
汽車與新動力 2020年6期
徐連美



摘要:通過解決某車型下擺臂和穩定桿連接接頭異響問題,分析了造成夾緊力不足的原因,說明設計不合理的擰緊工藝和被連接件的制造誤差會影響連接接頭的緊固質量。在考慮被連接件.下擺臂的工藝性和制造成本的前提下,為了提高下擺臂設計制造質量對于連接接頭的魯棒性,將裝配方法從定扭矩法改為過屈服點的扭矩轉角法,解決連接處扭矩衰減失效造成的底盤異響問題。
關鍵詞:底盤異響;制造誤差;擰緊扭矩;扭矩轉角法
0?前言
緊固件在汽車上的應用非常廣泛,汽車總裝進行裝配時,其中約70%的零件通過緊固件連接到一起。汽車緊固連接中,最常見的方式是通過緊固件提供夾緊力,將2個或多個零件連接在一起,如螺栓.螺母連接。因為緊固件都在某種程度上實現了標準化,螺栓的螺距、強度、摩擦系數都有著明確的定義,在一定的扭矩策略下,它的最小預緊力是可以確定的。因為緊固件的材料強度都高于被連接件,所以在連接失效時,雖然最后的失效形式表現為螺栓、螺母松動甚至斷裂,但大多時候并不是緊固件的質量有問題,而是初始的緊固工藝設計不合理。同時,還有被連接件設計不佳,或者制造質量有缺陷等原因,使零件間的匹配不好,導致接頭在工作負荷作用下發生夾緊力的衰減,引起連接失效[1]。
本文通過某車型下擺臂和穩定桿連接接頭的安裝扭矩設計變更過程,說明了由于擰緊工藝不合理,被連接件.下擺臂的制造質量誤差所影響到的連接接頭的緊固質量[2]。在考慮被連接件.下擺臂的工藝性和制造成本的前提下,為了提高下擺臂制造質量對于連接接頭的魯棒性,將擰緊工藝從定扭矩法改為扭矩轉角法,解決接頭扭矩衰減失效造成的異響及松動問題。
1?問題描述
2020年5月,某車型在進行扭曲路的試驗中,車尾部底盤處有咯吱的異響(圖1)。試驗人員排查發現下擺臂和穩定桿及連接桿接頭有螺母松動痕跡,斷開連接桿后再次進行試驗,異響隨即消失,判斷異響與下擺臂和連接桿的接頭配合有關。按設計扭矩35±3 N·m擰緊后再進行試驗,異響仍然存在。在更換新的下擺臂按35±3 N·m的扭矩擰緊后,在扭曲路試驗中異響消失,在試驗結束后檢查發現接頭仍有螺母松動痕跡。
2?原因分析
下擺臂和連接桿是被螺栓和螺母緊固連接在一起的,如果有足夠的夾緊力,應該像1個零件一樣運動。發生異響的實際原因是夾緊力不足,2個零件之間有松動滑移摩擦而產生的。 通過故障現象和產品結構分析,試驗人員識別出5個造成夾緊力不足的主要因素:(1)擰緊扭矩設計值不合理;(2)摩擦系數不合格;(3)下擺臂的U型開口尺寸超差,導致連接副間隙過大或者襯套長度過長;(4)下擺臂的連接接觸區域平面度不合格;(5)下擺臂螺栓安裝孔尺寸和位置度不合格。
2.1?擰緊扭矩設計值核算和摩擦系數核查
在整車的開發中,研究人員更重視零部件的可靠性設計,往往并不重視連接點的設計和計算,螺栓螺母的擰緊扭矩采用的是經驗值[3]。每次有連接失效,研究人員應首先核算扭矩值的合理性。表1示出了典型試驗路況需求力和螺栓預緊力的計算結果。
經過典型路況分析,螺栓的預緊力無法完全滿足扭曲試驗的負荷要求。
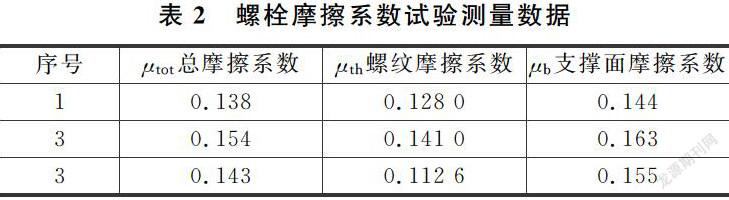
2.2?同批次的螺栓螺母抽查
螺栓摩擦系數試驗測量數據如表2所列。
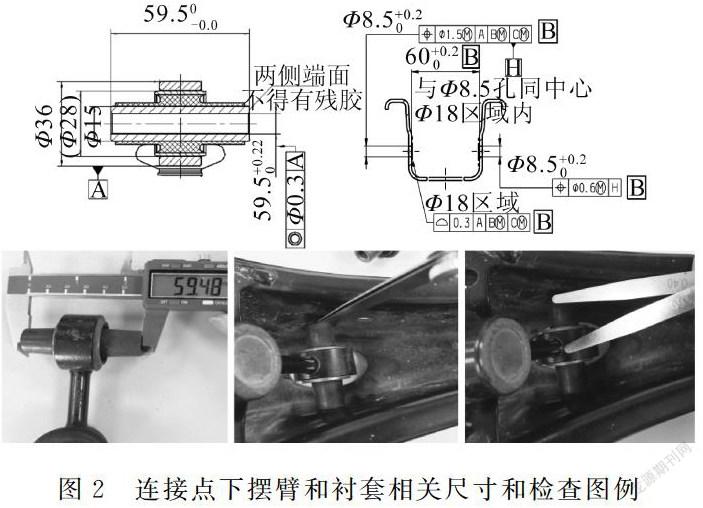
2.3?檢查下擺臂的U型開口尺寸和襯套長度匹配
圖紙要求值為60.0~60.8,實際值為60.88,下擺臂的U型開口尺寸超出上偏差,緊固后的接頭有殘余間隙,襯套長度合格(圖2)。
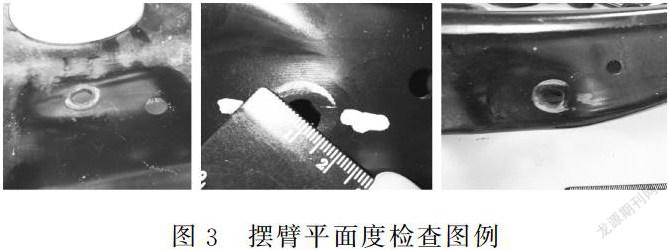
2.4?擺臂平面度確認
圖紙要求中心孔直徑18 mm的面輪廓度為0.3 mm, 實測值螺母接觸面直徑約為16 mm,螺母接觸區域明顯沒壓平,未裝配的零件面輪廓度實測值0.4 mm(圖3)。
2.5?下擺臂螺栓安裝孔尺寸和位置度確認
擺臂安裝孔尺寸檢查結果如表3所列。
3?主要原因分析
使連接接頭松動的原因包括扭緊力矩并未涵蓋所有的工況,且下擺臂存在制造偏差。
當螺栓摩擦系數(μ=0.12~0.18)偏大,預緊力會偏小,下限值的預緊力不能滿足扭曲試驗的負荷要求。但是M8螺栓利用率已經達到94%,35±3 N·m的扭矩已經不能再提高,否則當摩擦系數偏小時,螺栓有拉斷的風險。換大規格的螺栓不僅會帶使螺栓螺母的成本上升,還涉及對下擺臂模具的修改,成本會進一步提高。
下擺臂的制造誤差是造成扭矩衰減的根本原因,由于U型開口尺寸超差會消耗螺栓的扭矩,同時直徑為18 mm的區域內面輪廓度0.3 mm超差使下擺臂、襯套端面、螺栓螺母法蘭面沒有真正緊密接觸。雖然在初始安裝時能達到設計狀態下的扭矩和夾緊力,但接頭受到外力作用時,下擺臂板進一步被壓平,螺栓的伸長量會被縮短,夾緊力減小,造成接頭松動[4]。
4?改進實施
原因明確以后,研究人員得出了改進實施的對策:
(1)要求下擺臂廠家修改模具,優化工藝,確保直徑18.0 mm區域和直徑8.5 mm同心,而不是偏斜到孔的一側,另一側沒有被壓平,同時面輪廓度0.3 mm要滿足圖紙要求。
(2)將定扭矩法改為扭矩轉角法。此處接頭型式是典型的U型套筒連接,連接副間隙不可避免,用扭矩轉角無法消除間隙的影響。
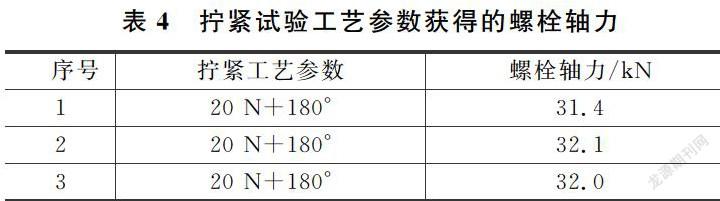
設計扭矩轉角工藝,通過計算機輔助工程(CAE)計算出下擺臂變形剛度為8 000 N/mm,從圖紙上可以算出連接副間隙為1.6 mm,所以消隙力為12.8 kN,消隙扭矩為20 N·m,將其作為起始扭矩。研究人員將螺栓屈服力FS=35 kN作為目標值將計算工藝轉角設為150°,擰緊系數為1.2,得出工藝轉角為180°。
通過試驗驗證擰緊工藝參數(表4),測得的軸力可以滿足所有工況。
用工藝參數為20 N+180°的扭矩轉角法擰緊試驗車的接頭,試驗車再沒有出現異響。將相同工藝用于正式生產,下線3 000多臺車并與售后人員確認,未發現任何異響案例。
5?結論
在整車開發過程中,研究人員一定要重視連接接頭的設計、計算和驗證。在被連接件產品的過程控制中,對安裝孔區域的質量一定要嚴格把關。為了提高連接接頭的魯棒性,如本文中下擺臂和連接桿類似的U型連接最好考慮采用扭矩轉角法。較大的起始扭矩不僅可以消除間隙,還可以消除接觸面的粗糙度和輪廓度的影響,起到整平接觸面的效果。在確定間隙消除后,通過控制螺栓或螺母的旋轉角度控制螺栓的伸長量,使夾緊力只與螺栓的規格和系統的剛度相關,從而螺栓擺脫摩擦系數的影響,得到穩定的夾緊力。
參考文獻
[1]VDI 2230高強度螺栓連接的系統計算(第一部分)[S].設計與研究協會,螺栓連接委員會, 2010.
[2]劉惟信. 汽車設計[M]. 北京: 清華大學出版社,第六版,2001.
[3]成大先. 機械設計手冊[M]. 北京: 化學工業出版社, 第六版,2019.
[4]葉又,黃平. 汽車緊固件實用技術手冊 [M].中國質檢出版社,2018.
