典型增壓器渦殼開裂失效案例分析
2020-09-10 07:22:44管奇賢董碧瑾楊亞賓藺桂成
汽車與新動力 2020年6期
管奇賢 董碧瑾 楊亞賓 藺桂成






摘要:渦輪增壓器處在高溫、高壓和高速運轉的復雜工作狀態下,承受著較高的瞬態熱負荷,對制造的材料、零部件的結構及加工技術等都有較高的要求。由于汽油機排氣溫度很高,隨著不同工況的變化,渦殼通常在400~900 ℃高溫交變熱負荷下工作[1],高溫、快速、大范圍的溫變工況致使熱應力引起的渦殼開裂成為增壓器常見的失效現象。采用計算機輔助工程(CAE)分析計算、材料耐溫分析、微觀組織質量評價與臺架試驗邊界等方法,對渦殼開裂問題進行探討,增加在新產品開發及試制過程中處理及改善此類問題的經驗,從而減少產品開發的成本,縮短開發周期,對提升發動機的可靠性及耐久性具有重要意義。
關鍵詞:渦輪增壓器;開裂;D5S材料
0?前言
渦輪增壓技術可有效提高發動機升功率及燃油經濟性,特別是有助于滿足日益嚴格的車輛排放標準法規,從而成為了汽車技術的焦點。本文通過對某機型渦輪增壓器渦殼開裂失效案例進行研究,對其失效機理開展分析,從而制定改進措施,并進行了效果驗證。
1?渦輪增壓器渦殼開裂失效現象
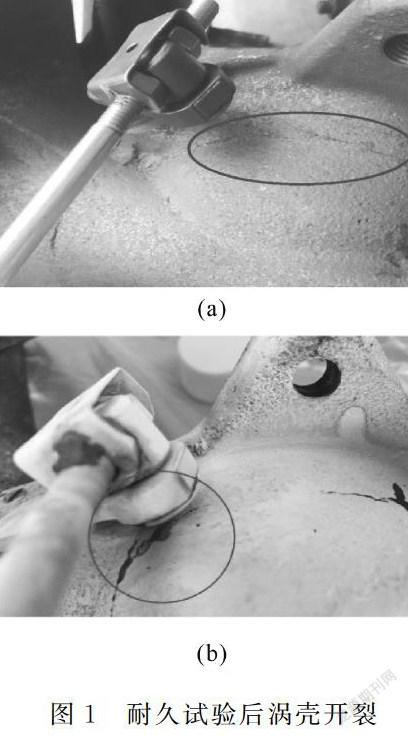
渦輪增壓器在發動機臺架耐久試驗過程中經常會發生渦殼開裂現象。在本案例中,發動機在完成400 h冷熱沖擊試驗后,研究人員發現廢氣閥座附近存在貫穿裂紋,開裂情況見圖1。
研究人員通過對渦殼開裂部位斷面的SEM分析,得出開裂主要原因為熱應力。
2?增壓器渦殼開裂失效原因分析
引起汽油機渦輪增壓器渦殼開裂失效的原因一般是各種因素的綜合結果,但根據實際案例經驗的積累,基本可分為以下4大類:
(1) 渦殼結構設計缺陷。由于安裝空間和其他連接部件的限制,渦殼外形結構復雜而導致渦殼開裂[2]。主要表現為結構設計不合理,整體壁厚設計不均勻,局部倒角、圓角過小,過渡突兀等,可結合計算機輔助工程(CAE)仿真分析等手段進行分析。
(2) 產品鑄造、熱處理問題。考量微觀組織質量,主要表現為渦殼熱處理不滿足要求或者無熱處理,無法目視的鑄造缺陷(砂眼、氣孔、縮松、缺肉等),金相組織、孔隙率等微觀質量問題。
(3) 標定排溫控制。渦殼在運行過程中的穩態最高排溫超過了材料本身的許用限值導致開裂。
(4) 試驗邊界,臺架懸置不合理(帶來異常振動等)。排氣系統未按照設計要求布置,未采用柔性懸掛,臺架散熱不佳或無散熱等。
綜上,本文將重點圍繞這4類導致渦殼開裂的典型原因進行分析論述。
2.1?渦殼介紹
渦殼的流道曲面形狀和外形結構復雜,影響渦殼開裂的因素較多,諸如流道設計結構、流道整體壁厚、渦輪外殼(W/G)凸臺、渦殼材料等。本文所述增壓器渦殼結構與排氣歧管集成,材料采用高鎳鑄鐵材料GGG.NiSiCr35.5.2 (以下簡稱D5S)。安全使用溫度約為920 ℃,實際應用瞬態工況可以允許達到950 ℃,持續時間一般應小于5 s。材料的低熱膨脹系數和穩定的金相組織有著較高重要性,它決定著渦殼在使用過程中的伸長、收縮和彎曲變形,材料具有較高的相變溫度才能獲得穩定的基體組織,以減小相變引起的熱裂和變形[3]。該材料的力學性能見表1。
2.2?熱應力分析.校核渦殼結構設計
2.2.1?裂紋原因分析
在試驗冷熱過程中,由于受到材料熱脹冷縮、壁厚不均、高溫蠕變、振動及渦殼結構等因素的影響,會形成應力集中區,隨著耐久試驗的推進,應力集中區會產生裂紋。對于渦殼鑄件來說,其壁厚一般為4~5 mm。均勻的壁厚將有利于渦殼的良好散熱,也不容易產生熱應力集中的情況。
2.2.2?分析模型圖
通過模擬計算,評估渦殼熱應力開裂風險并給出相應改進方案,分析流程按下文所述4點開展進行[4],并根據結果進行優化。
(1) 設定邊界條件(基于有限元模型)。
渦殼溫度場負荷:氣體換熱系數和氣體溫度、環境熱對流與輻射、模擬中間體冷卻。
渦殼熱應力負荷:溫度場、位移約束渦殼進氣法蘭[5];其中氣體換熱系數和氣體溫度通過計算流體力學(CFD)計算求得。
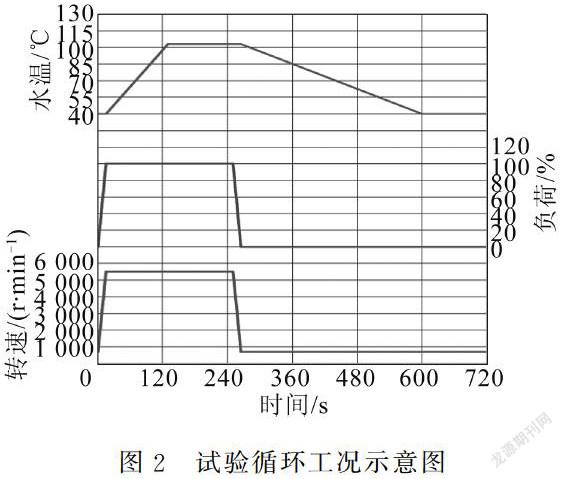
(2) 試驗工況。模擬計算需加入臺架試驗的循環工況(冷熱沖擊),其示意圖如圖2所示。
根據試驗循環工況,排溫最高出現在全速全負荷時候,模擬計算渦殼前廢氣排溫怠速425 ℃,額定功率點950 ℃(實測數據)進行。
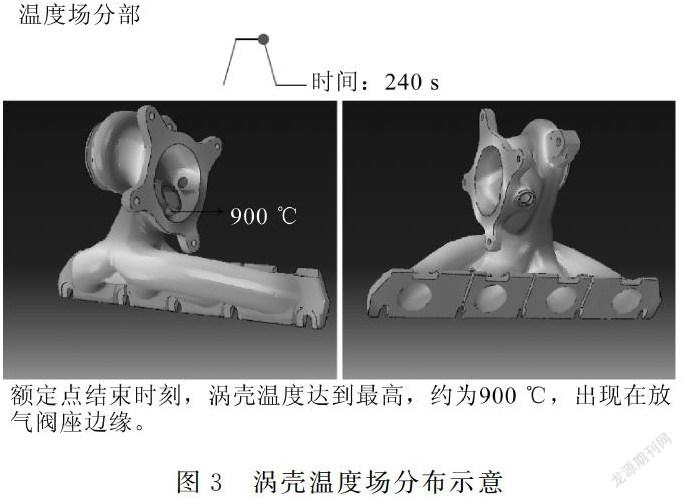
(3) 溫度場分布。根據試驗工況,得出各工況點下的渦殼溫度場分布,可得出高溫區域范圍。渦殼溫度場分布如圖3所示。
塑性應變分布:得出應變分布,業內考核通常采用等效塑性應變幅值(ΔPEEQ)來評價,渦殼內外部的考核標準根據實際有所差異,一般要求外部ΔPEEQ<01%。
2.3?鑄件微觀組織質量對開裂的影響
本試驗采用高鎳球墨鑄鐵(奧氏體鎳抗球墨鑄鐵),高鎳球鐵一般含鎳量為13%~36%。鎳是強力的奧氏體穩定化學元素,可擴大奧氏體的存在區間,可以使基體在室溫下獲得穩定奧氏體組織[6.7]。高鎳球鐵具有優異的高溫組織穩定性和抗氧化能力,下文從如下幾個微觀組織方面進行論述。
2.3.1?碳化物
金相組織中碳化物一般以粒狀或網狀分布較多,粒狀要優于網狀。如果碳化物呈網狀分布的話,會降低材料的塑性。一旦出現了裂紋,則會大幅降低其抑制裂紋擴展的能力[8]。同時,鑄件如果未采用熱處理工藝,則其碳化物分布均勻性會相對較差。
2.3.2?顯微縮松(孔隙率)
一般而言,顯微縮松越嚴重,說明鑄造質量越差,其機械性能也就越差。根據渦殼具體部位的不同,對于孔隙率的評判標準也不大相同,關鍵放氣閥座、渦殼舌口等功能部位要求嚴格,縮松目標為不大于2%,非功能區標準應控制在5%以下。
2.3.3?球化率
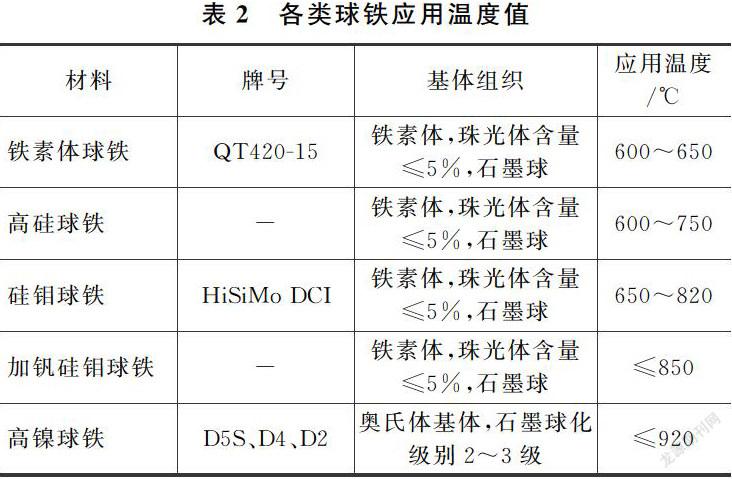
球化率指標有著較高重要性,詳見表2標準。在排氣系統特別是在渦輪增壓器渦殼的應用上建議為2級或者更高,即球化率大于90%。球化率級別越高,其機械性能越好,反之越差。另外,對石墨的大小也有要求,一般為6~7級。
2.4?標定排溫控制對開裂的影響
根據表2可知,D5S排溫最高應不超過920 ℃,可允許瞬時最高排溫至950 ℃。
對于大負荷工況下的汽油機排溫控制而言,通常的手段是采用加濃燃油噴射。因此在標定策略上必須以增壓器渦殼材料耐溫限值來約束標定的最高排溫,以本研究的高鎳球墨鑄鐵D5S為例,最高標定穩態排溫必須限制在920 ℃,此時過量空氣系數λ≈0.79~080。
2.5?試驗邊界條件的控制
對于試驗邊界條件的控制(臺架布置的合理性),主要是通過散熱及振動來關注。
2.5.1?振動加速度、振幅
試驗人員對臺架耐久發動機排氣系統振動加速度及振動幅值進行測試,在所有工況下的最大振動加速度最高可達12.5 G,見圖4。相比振動加速度,其振動幅值相對較小,其幅值為0.45 mm,見圖5。
由此可以判斷,過大的振動加速度將加劇渦殼開裂失效的風險。在可控范圍內,加速度以及振幅均是越小越好[9]。
2.5.2?散熱條件
臺架耐久試驗不同于整車道路耐久試驗,其全速全負荷工況惡劣,必須在排氣側加裝額外的大功率散熱風扇。
綜上分析,需要對此渦殼開裂案例進行整改,以達到規避風險的目標要求。
3?鎖定本案例失效的主因
根據上文可知,其熱應力區域與本文故障增壓器渦殼開裂區域相吻合,熱應力是其開裂的主要原因之一,詳見圖6塑性應變分布。
D5S材料的耐溫上限為920 ℃,此故障件耐久試驗并未對排溫進行嚴格控制,詳見圖7。最高溫度情況達到了950 ℃,這是導致渦殼開裂的重要原因之一。
隨著,研究人員對失效故障件切片進行微觀組件檢測,其孔隙率、碳化物含量偏高,可知微觀質量缺陷為開裂主因之一,詳見圖8。
顯微縮松顯示,碳化物含量偏高,且局部成網狀分布,對機械性能產生影響,抑制裂紋擴展的能力大幅下降[8],詳見圖9。
在試驗室臺架布置中,所有緊固支架、支撐點、散熱風扇均已按照設計及試驗要求安裝,但是根據上述振動加速度的測量,振動加速度偏高。鑒于試驗臺架無法完全與整車布置一致,且臺架懸置也已經按整車要求加裝橡膠墊,因此振動加速度偏大不被納入主因。失效故障增壓器廠家設定的振動加速度標準為小于15 G,但針對非旋轉部件(渦殼、中間殼等)的振動限值須根據實際項目應用情況測試,結果以滿足使用要求、無共振為導向。
4?改進措施及效果驗證
研究人員在偏薄區域增加壁厚,按5 mm的厚度考量,加大根部圓角,局部增設加強筋,優化渦殼三維(3D)造型,緩解熱應力,詳見圖10。
研究人員考慮優化微觀結構,減少孔隙率、顯微縮松,弱化碳化物。圖11示出了改善后的結果,其已經滿足功能區不大于2%,非功能區小于5%的目標要求。
在失效案例整改的過程中,試驗人員與鑄造廠家交流了鑄造工藝方面的幾個要點:
(1) 爐料要求干凈、無油污,雜質含量嚴格控制,澆冒口要拋丸處理;
(2) 嚴格控制開澆溫度;
(3) 增加脫氧次數,提高抗氧化性[10];
臺架耐久排溫監測,嚴格控制渦輪前廢氣溫度,溫度如達到920 ℃會報警,溫度如達到950 ℃則會自動停機。
通過上述整改措施,在后續的400 h冷熱沖擊耐久試驗中,開裂問題得到有效解決。
5?結論
本文通過對渦輪增壓汽油機渦殼臺架耐久后開裂(貫穿裂紋)問題進行分析,圍繞結構設計、渦殼材料、材料微觀組織、排溫、試驗邊界等方面開展詳細的驗證工作,最終開裂問題得到有效解決,從中得到如下結論。
(1) 渦殼結構的設計必須通過有限元分析研究,優化熱應力集中部位結構,緩解熱應力。
(2) 渦殼微觀組織必須得到監控,根據不同材料制定相應的評價標準,同一批次保留樣件,供后續分析、對比檢測使用。
(3) 排溫必須在渦殼材料許用溫度限制以內,如采用果不能滿足,則需要更換耐溫更高的材料,如采用鑄鋼DIN1.4837材料。
(4) 臺架振動帶來的影響不可避免,盡可能通過結構優化及布置方式來減緩臺架振動對排氣側的影響。
參考文獻
[1]王澤華,許鶴皋,蔣興國,等.汽車增壓器渦輪殼材料研究[J].內燃機,1999(1):31.35.
[2]蔣德明.高等內燃機原理[M].西安:西安交通大學出版社,1993.
[3]王佳華. 發動機排氣歧管開裂失效分析 [D]. 上海:同濟大學機械與汽車工程學院, 2009.
[4]李紅慶. 楊萬里, 劉國慶,等. 內燃機排氣歧管熱應力分析[J]. 內燃機工程, 2005, 26(5):81.84.
[5]谷愛國.車用渦輪增壓器渦殼流場分析[D].長春:吉林大學, 2007.
[6]金永錫,范仲嘉.高鎳奧氏體球墨鑄鐵渦輪增壓器殼體材質及工藝研究[J].鑄造,2005,54(5):494.500.
[7]陳平昌, 黃志剛, 肖理明,等.高鎳奧氏體球墨鑄鐵高溫性能研究[J].華中理工大學學報,1995,23(1):104.108.
[8]球墨鑄鐵金相檢驗[S].GB/T 9441.2009.
[9]刑素芳, 王現榮, 王超,等.發動機排氣系統振動分析[J].河北工業大學學報, 2005, 34(5):109.111.
[10]中國機械工程學會.鑄造手冊(第1卷鑄鐵)[M].北京:機械工業出版社,1997.
