基于前次偏差的開卷線堆垛小車精度控制方法
2020-09-10 07:22:44王國富王長勇劉冬汪建余孟魯海
交通科技與管理 2020年6期
王國富 王長勇 劉冬 汪建余 孟魯海

摘 要:開卷線作為汽車制造領域的第一道工序,負責將鋼(鋁)卷矯平,并根據后續零件大小裁剪板料,堆垛小車用于碼齊堆放裁剪的料片,目前堆垛小車開入設備時制動點固定,空載、半載、滿載不同狀態小車開入過程中由于制動距離不同導致每次堆垛小車停止位置不同,進而影響堆垛精度造成板料質量問題,影響后續生產。本文通過記錄堆垛小車首次開入時的實際制動距離,反推新制動點,令堆垛小車開出一定距離后,基于前次偏差計算的新制動點進行制動,做到精準停車,進而消除由于停車偏差帶來的質量問題。
關鍵詞:開卷線;堆垛小車;前次偏差
中圖分類號:U466 文獻標識碼:A
0 引言
開卷線作為汽車制造沖壓領域的第一道工序,其主要作用是將鋼廠打包好的鋼(鋁)卷進行拆卷、矯平消除應力、根據后續工位所需板料尺寸進行裁剪、最終進行堆垛落料,堆垛工位落料過程是否產生錯層、拍打變形將質量問題將嚴重影響后續工位的生產效率及制件質量。《開卷落料線規劃設計思路淺談》中,介紹了目前開卷落料線目前常用的三種堆垛方式分別是皮帶機/人工下料,機器人下料,電磁皮帶堆垛下料[1],本文涉及的堆垛方式為多工位電磁皮帶堆垛下料,該下料方法節拍更高,目前最高節拍可到105SPM,相應的節拍越高,對落料位置要求越準確[2]。落料位置偏差會導致料片邊緣磕碰變形,文章《首鋼落料線常見質量缺陷分析及控制措施》詳細介紹了開卷落料線可能產生的缺陷類型,提到了在堆垛部分,落料位置偏差導致拍打器怕打變形造成板料邊緣損失[3]。
目前關于開卷線堆垛質量問題解決方式多為通過調整擋塊位置進行緩解,這種方式的優點是見效快,能快速恢復生產,在生產過程中經常采用,但是其缺點是不能根據缺陷產生原因對癥下藥,做到最終解決。
本文針對堆垛小車由于每次開入設備時停止位置不固定導致的板料質量問題進入深入研究,通過記錄堆垛小車首次開入時的實際制動距離,然后令堆垛小車開出一定距離后,基于前次實際制動距離計算新制動點進行制動,做到精準停車,進而消除由于小車停車不準導致的缺陷。
1 原理介紹
本文以一汽-大眾汽車有限公司天津沖壓車間800T開卷線為研究對象。
開卷落料線主要由以下9部分組成,每部分的名稱及作用如下:
1)承卷臺:存放卷料,減少換卷時間;
2)開卷機:將卷料從上或從下拉開;
3)引料裝置:將料引入設備,自動裁剪掉料卷最外側;
4)清洗機:對料帶進行清洗;
5)矯直機:矯正料帶去除應力;
6)活套裝置:無間隙空擋的加工作為料帶的儲存器;
7)輥子送料:將料材送入壓機;
8)壓機:裝夾模具對料帶進行剪裁;
9)堆垛:對剪裁完的料片進行堆垛。
接下來詳細對堆垛裝置進行介紹:
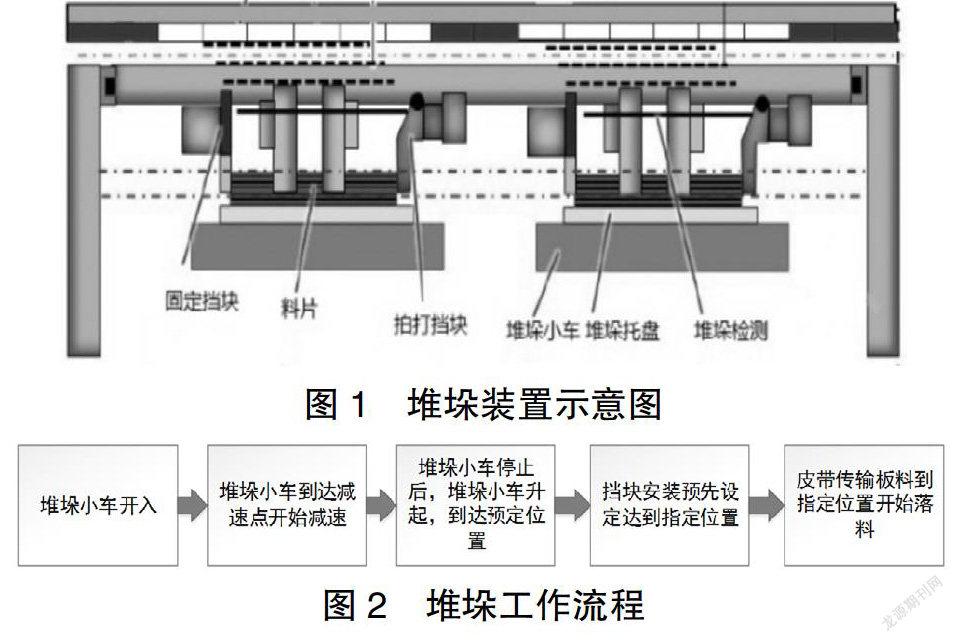
整個堆垛裝置共有四個工作位置成為堆垛巢,分別命名為巢1.1,1.2,2.1,2.2,對于進距較長的板料如側圍等需要巢1.1,1.2合并成1個落料位,對于普通板料1.1,1.2可單獨落料,提升生產節拍,每個巢對應6個擋塊,其中3個可拍打,3個固定擋塊,總計24個,堆垛區域有4輛堆垛小車,位于堆垛裝置兩側,如圖1所示,具體堆垛生產過程詳見下圖2。
2 堆垛問題分析及解決方案
2.1 質量原因分析
由堆垛引起的質量缺陷主要以下幾種:錯層、拍打變形、拍打印。
通過近一年現場統計堆垛位置產生的質量問題,造成拍打變形和錯層的原因中堆垛小車位置錯位占了90%以上。而堆垛小車造成錯層的原因為:減速位置固定,當堆垛小車空載、負載、滿載向設備里開入時,在同一個位置開始減速由于小車負載重量不同,造成停止位置不同,小車停止位置誤差在正負5 mm,而拍打擋塊精度為1 mm,所以,當小車開入出生偏差大于1 mm小于5 mm時,就會設備不報警而擋塊拍打錯層、變形等問題。
2.2 方案
通過記錄堆垛小車首次開入時的實際制動距離x,然后堆垛小車開出一定時間3 s后,基于前次偏差x計算新的制動點進行制動,做到精準停車方案如圖3所示。
3 效果驗證
本方案于2020年5月投入運行,至今開卷落料線堆垛區域由于停車位置偏差導致的質量問題得到100%消除,堆垛質量如圖4所示,證明了本文方法的有效性。此外本文基于現場實際考慮到堆垛小車升起后有20 s等待落料時間,因此利用3 s進行反向開出重新制動,總用時比原來多4.7 s,但通過減少等待時間(等待時間由20 s減小到15 s)并未影響現場生產效率。
4 總結展望
本文針對開卷落料堆垛小車在不同負載狀態下開入設備停止位不同導致板料質量缺陷的問題利用前次偏差控制,記錄堆垛小車首次開入設備實際制動距離,反推新減速點,并將小車開出一段距離后再次按照新減速點進行減速,做到精準制動,徹底消除由于小車制動位置偏差造成的質量問題,后續將考慮通過高級的控制算法例如自適應PID,做到自動調整停車距離實現精準停車。
參考文獻:
[1]曾令超,李建強,周渝琨,等.開卷落料線規劃設計思路淺談[J].裝備制造技術,2019,47(01):226-231.
[2]張凱,李娜,徐濟聲,等.自動化開卷落料線淺析及碼垛方式對比[J].鍛壓裝備與制造技術,2017,52(01):11-15.
[3]王占斌.首鋼落料線常見質量缺陷分析及控制措施[J].中國冶金,2018,28(07):65-67.
