國內外老年人居住模式對比研究
2010-04-15 11:05:30李蒙
山西建筑 2010年22期
李 蒙
隨著人口出生率的迅速下降和平均壽命的逐漸延長,人口結構的老化現象逐漸加重。按聯合國通用標準,以60歲或65歲及以上人口占總人口的比重為主要評斷標準,當60歲及以上人口系數在10%以上,或65歲及以上人口系數為7%以上時,即可認為進入老年性人口。人口老齡化是社會經濟發展的產物,也是當今世界的普遍現象。1990年據聯合國統計,當前世界已有50多個國家進入“老年性”社會。
1 國外老年人居住環境及發展概況
1.1 歐洲“福利國家”
西歐以英、法為代表,北歐以瑞典為代表的“福利國家”,早在19世紀末歐洲發達國家已面臨人口老齡化的社會問題。歐洲各國由于相似的文化歷史背景和家庭觀念,在養老方式和社會福利對策上大致相仿,但又各具特點。在此以法國為例。
法國享有比較健全的社會保障體制和為老年人提供居住保障的福利設施。法國人忌用養老院之類的名稱,而稱之為公共機構,大體上可分為四類:收容所、老年公寓、護理院和中長期老年醫院,如表1所示。
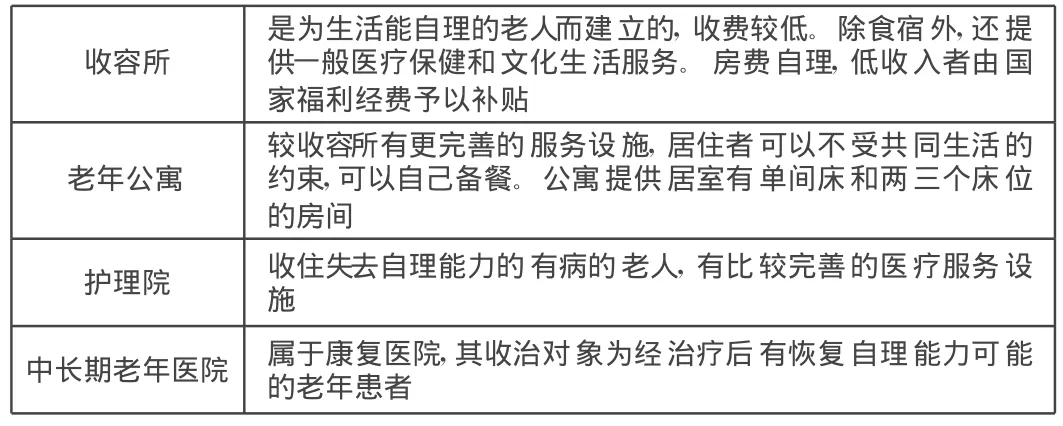
表1 法國老年人居住設施
另外,絕大多數分散居住的老年人,他們的生活照料都要靠社區提供的各種服務來解決。
1.2 北美富裕國家
美國和加拿大人口老化是與經濟增長同步發展的,因此比歐洲各國有更強的經濟實力來解決養老居住的問題。
美國老年人居住設施按照年齡、健康狀況和意愿可分為5類,如表2所示。
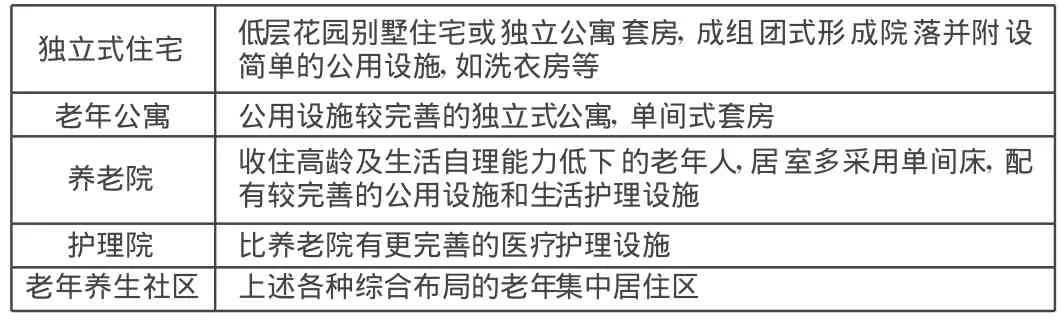
表2 美國老年人居住設施
1.3 日本老年福利服務對策
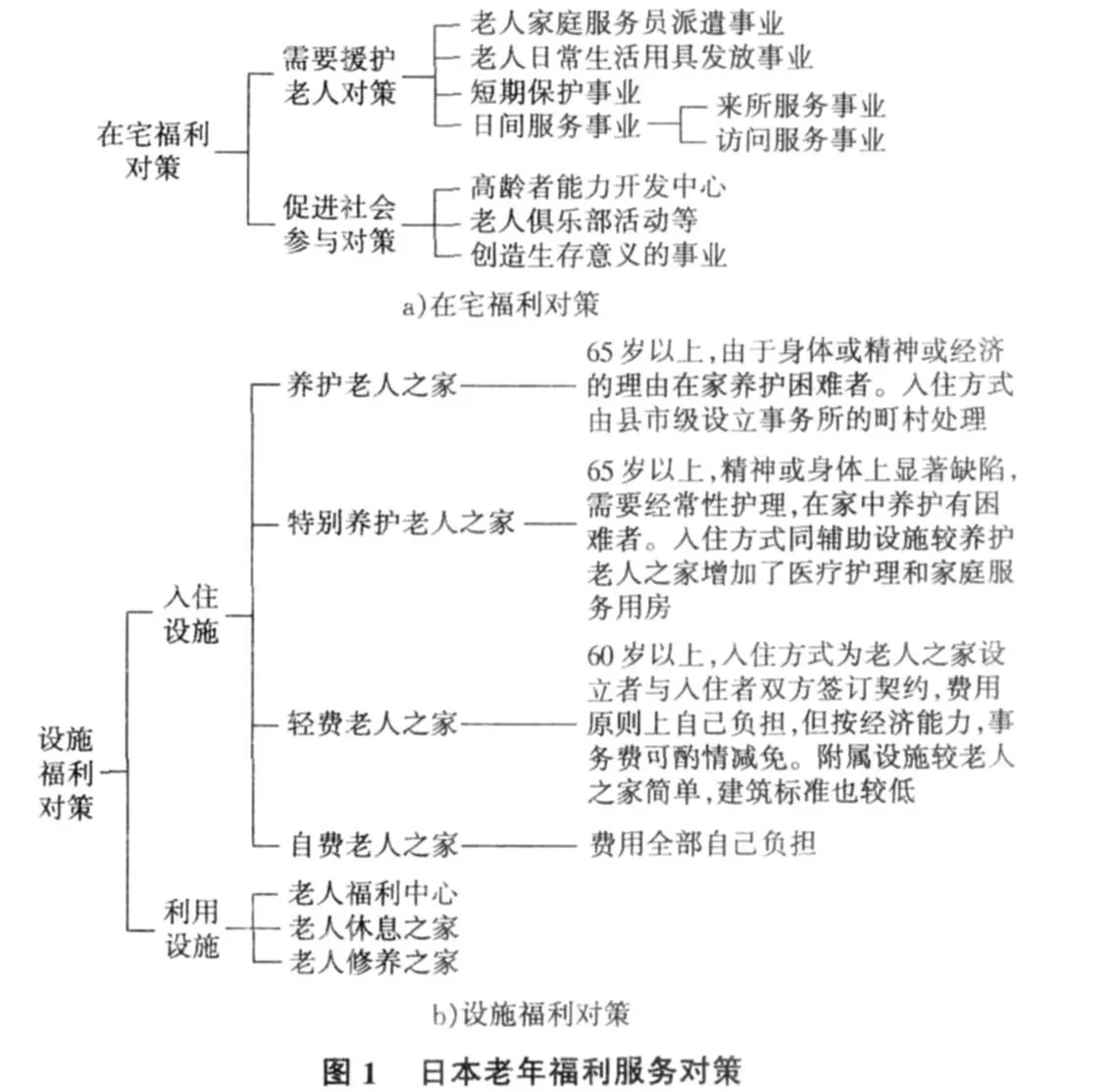
1970年日本老年人口占總人口的7.06%,正式進入老年型國家行列。日本老年服務對策由兩部分組成,在宅養老福利對策和設施養老福利對策,既注意保護和改善傳統的家庭養老環境,又重視社會養老設施和社區服務網絡的建設,如圖1所示。
2 中國老年居住環境研究現狀
我國正面臨著洶涌而至的銀發浪潮。我國于1999年進入老年型國家的行列,并且也是全球擁有老齡人口最多的國家。2000年,我國老齡人口占世界人口的1/5,到2025年這一比重將上升到1/4。這一點,從一個側面成為社會進步的標志,同時也成為社會發展的障礙。
與其他國家相比,我國進入老齡化社會較晚,并且我國老齡化有著自己的特征:1)老年人口絕對數字大、來勢猛;2)老年人專用設施差,空白多,亟待完善;3)家庭養老模式不完善;4)住宅建設是國民經濟增長點,全社會共同關注老年人住宅建設。基于以上特點,成為我國老年人住宅環境發展的大背景。
3 中國老年居住模式發展研究
居家養老與社會養老相結合,逐步向社會養老過渡是我國老年人居住模式的發展趨勢。結合國情,需要充分考慮到老年人不同的需求,體現養老社會化、居住親情化,建立完善的、多層次的養老體系,真正使老年人老有所居、老有所養、老有所醫、老有所為、老有所樂。而目前我國老年人住宅大多不具備以上養老功能。因此,迫切的需要積極探索出適合現階段我國國情的老年居住社區模式,如表3所示。
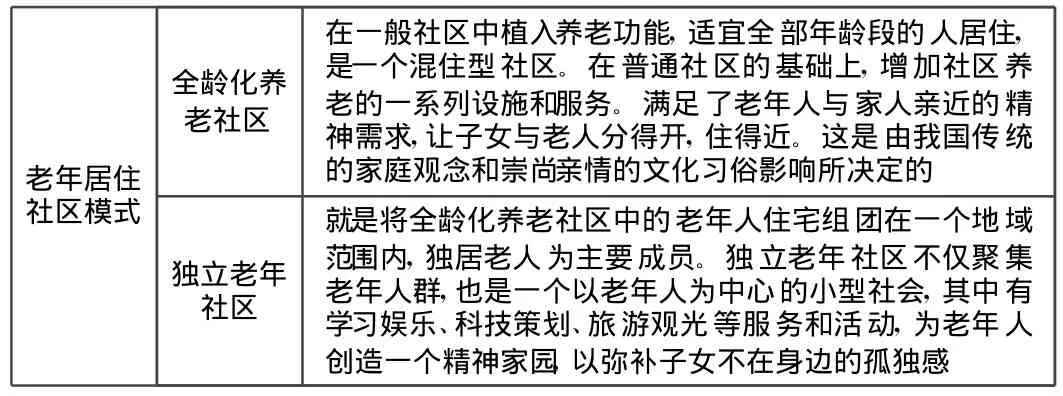
表3 我國老年居住社區模式
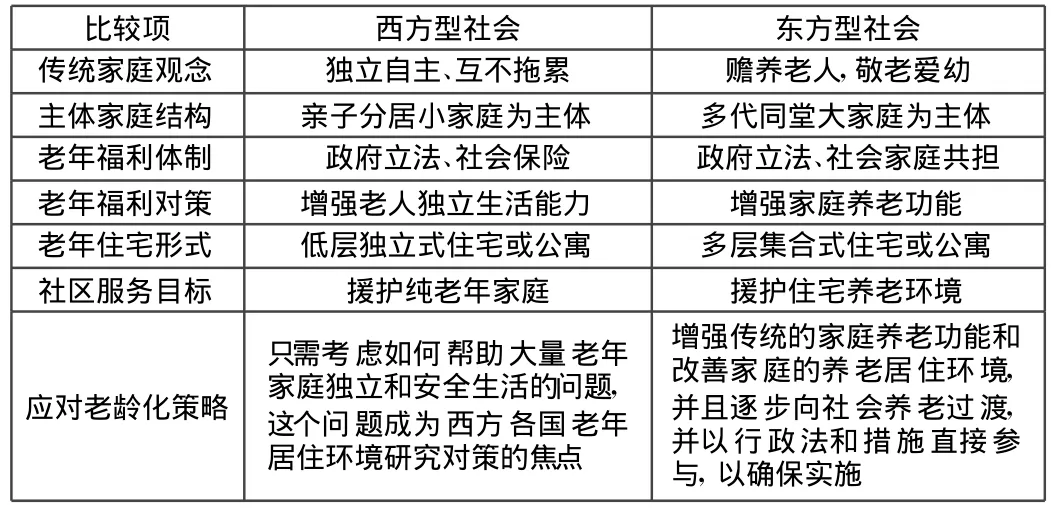
表4 國內外老年居住模式對比
其中,獨立老年社區又可分為3種:1)自理型。2)助養型,向居民提供與日常生活有關的各種服務,包括做飯、洗衣、體檢等。3)全面護理型,除以上服務外,還提供全面醫療服務。
4 國內外老年居住模式對比研究
基于以上介紹,可以看出對于老齡居住環境改善問題的解決辦法,每個國家的情況各異,并且各有特點。究其根本在于歷史文化背景的差異,它是各國采用不同對策的根本性原因。基于以上分析,我們可以看出,中國和日本由于長期封建社會的生活方式和儒家思想的影響,形成了基本相似的家庭觀念,為了家庭無私奉獻。對比歐美發達國家,他們率先進入工業化社會,并且對于傳統的大家庭觀念淡化,親子關系具有獨立性。根據這些特點,我們可以歸納為東方型社會和西方型社會的差異,并對其應對老齡化的措施進行歸納對比研究,如表4所示。
5 結語
借鑒東西方國家的各種經驗教訓,選擇一條適合我國國情的應對對策,建造出適合我國老齡化發展的老年居住社區模式是十分必要的,來應對老齡化社會的到來,為建設和諧社會作出貢獻。
[1] 胡仁祿,馬 光.老年人居住環境設計[M].南京:東南大學出版社,1995:16-70.
[2] 嚴 雷,金 文.淺談我國老年居所的發展方向[J].浙江建筑,2007,24(2):27-28.
[3] 劉 起.基于我國老年化的住宅空間模式研究[J].山西建筑,2009,35(16):39-40.
猜你喜歡
保健醫苑(2022年1期)2022-08-30 08:40:44
保健醫苑(2022年6期)2022-07-08 01:25:16
保健醫苑(2022年4期)2022-05-05 06:11:20
小天使·一年級語數英綜合(2018年6期)2018-06-22 10:25:54
基層中醫藥(2018年2期)2018-05-31 08:45:06
海峽姐妹(2018年1期)2018-04-12 06:44:24
民生周刊(2017年19期)2017-10-25 15:47:39
華人時刊(2017年23期)2017-04-18 11:56:38
華人時刊(2017年19期)2017-02-03 02:51:37
小學閱讀指南·低年級版(2016年1期)2016-09-10 07:22:44
