斗車自動焊接工裝夾具設計
2020-09-10 03:23:51李益洋李娜徐建張林海馮慶東熊運昌
內燃機與配件 2020年24期
李益洋 李娜 徐建 張林海 馮慶東 熊運昌

摘要:車斗焊接時因人工焊接勞動強度大、效率低,自動焊接又因焊接原料不平整難于定位、焊接變形等問題使得焊接技術要求較高,應工廠要求,針對這些問題,設計一種雙工位自動夾緊及讓位卸料的自動焊接工裝夾具,它包括側板壓緊模塊、定位及吸附模塊、快速卸料模塊和底板側邊壓緊模塊等。相較于人工焊接有了更精準的定位、性能平穩可靠、設備結構容易更換、效率高,每個斗車焊接僅需3.5分鐘,在斗車自動化焊接夾具領域具有很好的應用前景。
關鍵詞:斗車;焊接夾具;快速卸料;人工焊接;自動化焊接
中圖分類號:S225.91+2? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻標識碼:A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1674-957X(2020)24-0080-03
0? 引言
斗車在建筑工程、農業生產等生活中應用極為廣泛,市場需求量很大。其生產工藝有焊接、鉚接、拉深成型三種[1-3]。
焊接成品強度高,壽命長,市場50%以上使用此工藝生產,但效率低且技術較高;鉚接加工方便,成本低,但產品強度低、承載載荷較小、壽命短;拉深成型斗車效率高,但受限于拉深加工工藝、深度較淺、壁厚不均等,適用于小型斗車[4]。對于載重較大的斗車來說,焊接占據較大優勢。現工藝為下料后焊接,因生產需要的精度要求較低,工人加工時基本沒有夾具,由全手工組對焊接,靠多次敲擊定位,其焊接時間長,勞動強度大,效率較低,且對工人焊接技術要求較高,特別是底板折彎件需要外力進行調整,對零件傷害較大,另外焊接時的強光及產生的氣體對人體有較大傷害[5]。
應企業需求,設計一種可實現穩定裝夾定位,并能夠克服焊接熱變形不便卸料的夾具,以方便機器人自動化焊接加工。同時單個車斗整體焊接加工時間控制在5分鐘以內,焊縫外觀順實,盡量減少人力勞動,并同時提高生產效率。
1? 斗車自動焊接工裝夾具方案設計
自動焊接方案設計,考慮裝夾與卸料時間,為提高機器人工作效率,采用雙工位;采用壓縮空氣為動力來源;考慮焊接熱變形采用內腔移動定位[6]。
1.1 斗車和定位框架尺寸的確定
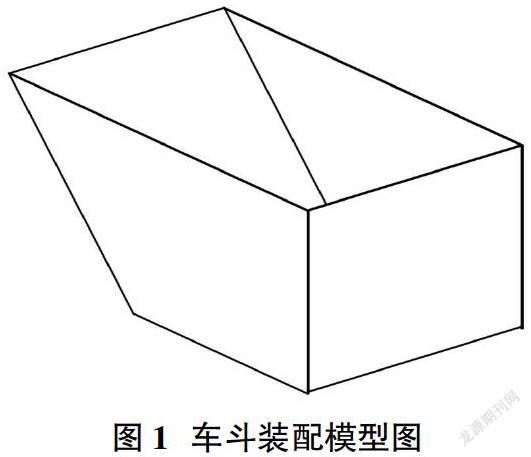
根據工廠項目要求,車斗需要三塊鋼板拼接焊成,其中側板兩塊,底板一塊,斗車模型如圖1所示,焊接斗車的原材料裁切鋼板和折彎鋼板材料為冷軋鋼帶,厚度為1.8mm,側板質量3.13kg,底板質量8.69kg,焊接時由于是薄板焊接,所以不留焊縫,但是側板比底板高出1mm,方便進行角焊接。根據斗車設計出定位框架尺寸與焊接完成的斗車內壁尺寸一致。
1.2 斗車和定位框架尺寸的確定總體方案設計
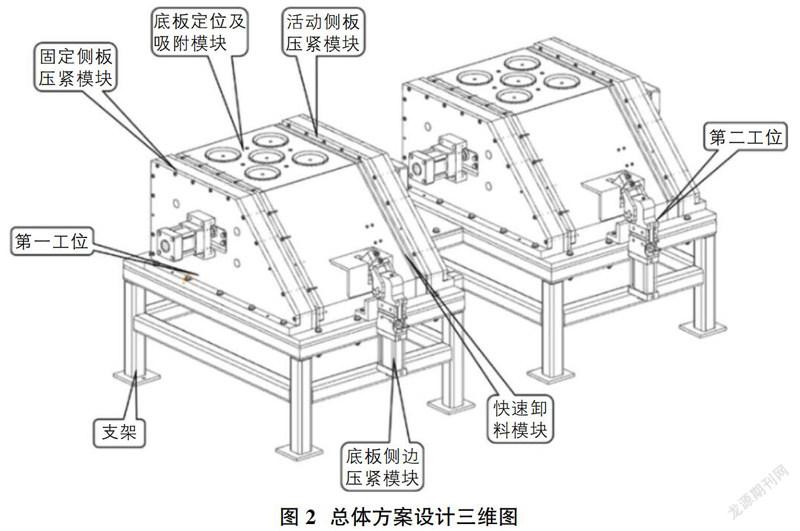
根據斗車產品及焊接原板材要求,設計斗車自動焊接工裝夾具總體方案如圖2所示[7]。
夾具工作時,現由人工進行上料,首先放入固定側板,如圖2側板壓緊模塊,觸動接觸開關,控制側邊壓緊氣缸壓緊,其壓緊方向由導柱進行導向,以固定側為定位,完成固定側板定位與裝夾。而后底板上料,放置于底板定位框上,側邊方向由已完成裝夾的固定側板定位,同時由直角邊、斜邊兩個夾緊氣缸帶動壓板、旋轉銷等零件先進行夾緊,且由真空吸盤吸緊中間面,完成底板定位和裝夾。活動側板上料,定位由夾緊氣缸壓緊卸料氣缸,會將活動側板壓到設計位置完成定位并加緊。全部完成裝夾,進行焊接。卸料時,活動側邊壓緊氣缸、底板斜邊夾緊氣缸、真空吸盤、底板直角邊夾緊氣缸、固定側邊壓緊氣缸依次松開回復原位,最后快速卸料模塊的兩個氣缸同步帶動活動定位板回縮,使焊接完成的斗車與夾具之間產生縫隙,取下焊接完成的斗車進行下次的裝夾與焊接。
為提高效率以及焊接機器人的利用率,設計兩個工位交替進行裝夾和焊接,進一步降低生產成本。
2? 各氣缸及真空吸盤的確定
2.1 各氣缸推力以及真空吸盤吸力的確定[8]
2.1.1 側板和底板壓緊力計算
根據文獻的表1各種夾緊方式下夾緊力的估算公式得出。工件以兩平面定位,側向夾緊,所需夾緊力為:
式中:K-安全系數,一般取K=1.5~3,粗加工取大值,精加工取小值,由于本設計用于焊接,工件受力較小,故取K=2;
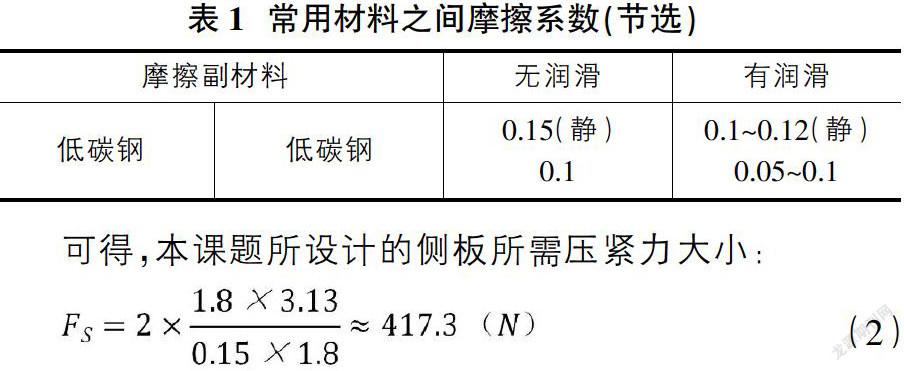
f-摩擦系數,由表1查得,取f=0.15。
可得,本課題所設計的側板所需壓緊力大小:
因側板原料不平整,故需加大側板壓緊力,取FS1=2000N。底板兩折彎邊兩個氣缸共同壓緊,則所需壓緊力略小,取FS2=1000N。兩個卸料三軸氣缸合力略小于側板壓緊氣缸,以100N進行計算。
2.1.2 真空吸盤吸力的確定
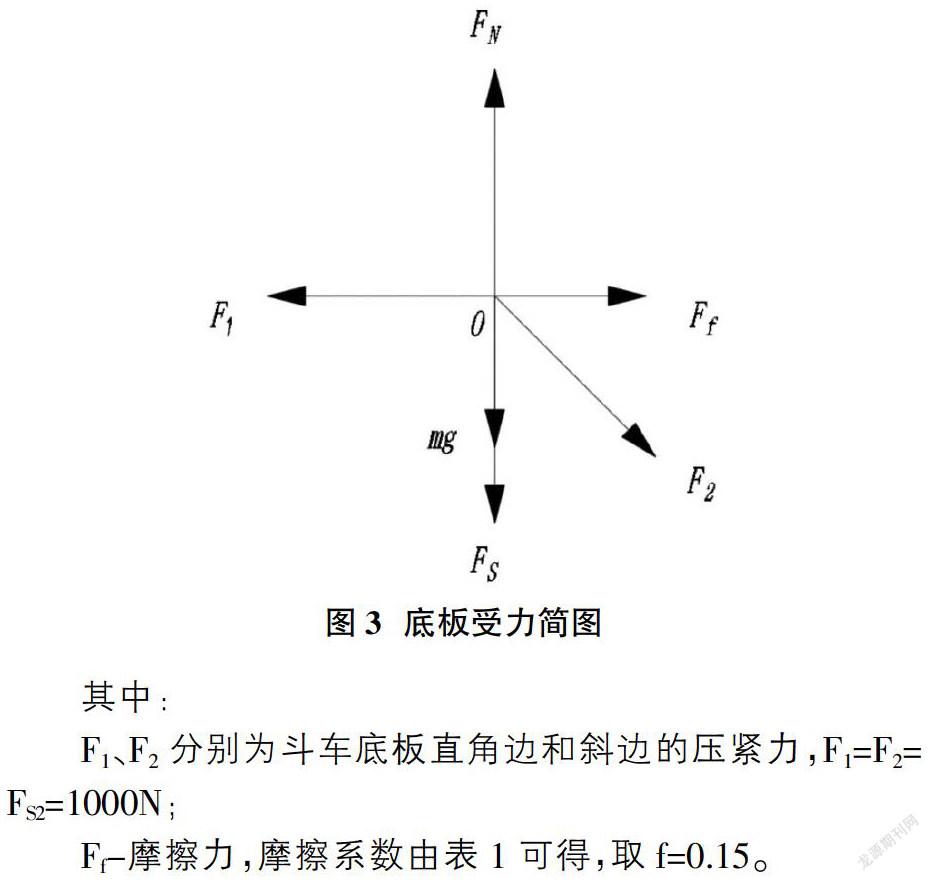
通過對底板兩側邊壓緊力的確定,對底板進行受力分析,如圖3所示。
其中:
F1、F2分別為斗車底板直角邊和斜邊的壓緊力,F1=F2=FS2=1000N;
Ff-摩擦力,摩擦系數由表1可得,取f=0.15。
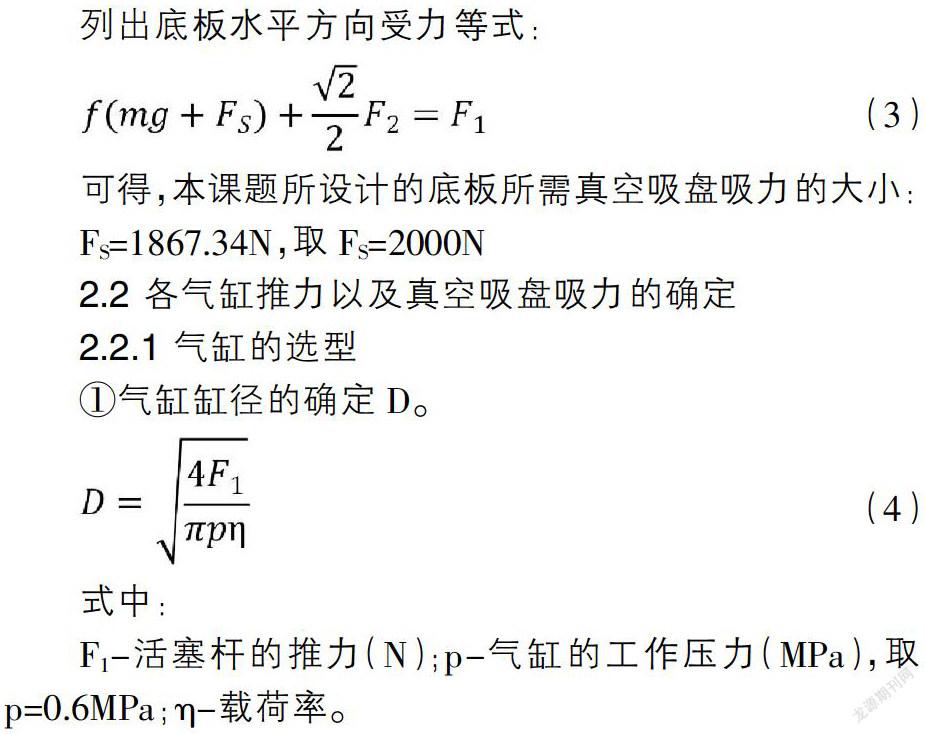
列出底板水平方向受力等式:
可得,本課題所設計的底板所需真空吸盤吸力的大小:
FS=1867.34N,取FS=2000N
2.2 各氣缸推力以及真空吸盤吸力的確定
2.2.1 氣缸的選型
①氣缸缸徑的確定D。
式中:
F1-活塞桿的推力(N);p-氣缸的工作壓力(MPa),取p=0.6MPa;η-載荷率。
若氣缸動態參數要求較高,且工作頻率高,其載荷率一般取η=0.3~0.5,速度高時取小值,速度低時取大值;若氣缸動態參數要求一般,且工作頻率低,基本是勻速運動,其載荷率可取η=0.7~0.85,根據設計要求,本設計取η=0.8,可得:
側板夾緊氣缸缸徑:D1≈72.84mm;
經查氣缸系列可得;缸徑應大于D1,取D1=80mm;
底板側邊夾緊氣缸缸徑:D2≈51.50mm;
經查氣缸系列可得;缸徑應大于D2,取D2=63mm;
卸料三軸氣缸缸徑:D3≈51.50mm;
經查氣缸系列可得;缸徑應小于D3,取D3=50mm。
②氣缸行程的確定L。
為使運動更加平穩,氣缸行程選用應比所需行程多出10~15mm,可得:
側板夾緊氣缸行程,L1≈25mm;
底板直角邊夾緊氣缸行程,90~180°;
底板斜邊夾緊氣缸行程,45~135°;
卸料三軸氣缸行程,L3≈25mm。
③氣缸型號的確定。
根據使用要求,選擇不同型號的氣缸,并通過以上計算,最終確定氣缸型號。
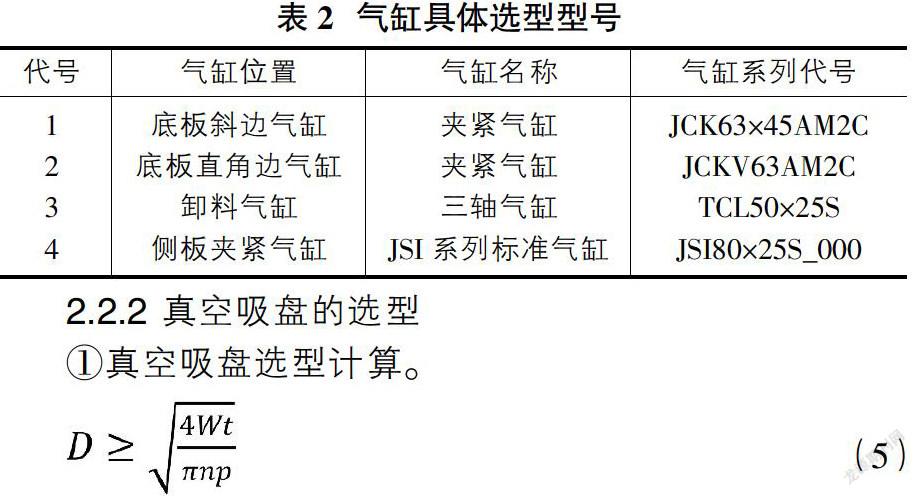
側板壓緊無特殊要求,選用亞德客JSI系列標準系列氣缸,底板側邊需要旋轉壓緊,符合要求的氣缸有亞德客系列的強力焊接夾緊氣缸,快速卸料模塊的氣缸需要承載較大的徑向載荷,所以選用亞德客系列三軸氣缸,具體型號如表2。
2.2.2 真空吸盤的選型
①真空吸盤選型計算。
式中:D-吸盤直徑(mm);W-吸盤吸力(N);t-安全系數,水平吊,t?叟4;垂直吊,t?叟8,取t=6;n-吸盤個數,n=5;p-吸盤內的真空度(MPa),取p=0.6。
可得:D?叟71.36mm
根據使用要求,選用SMC系列真空吸盤,具體型號為ZPT100HN-A16。
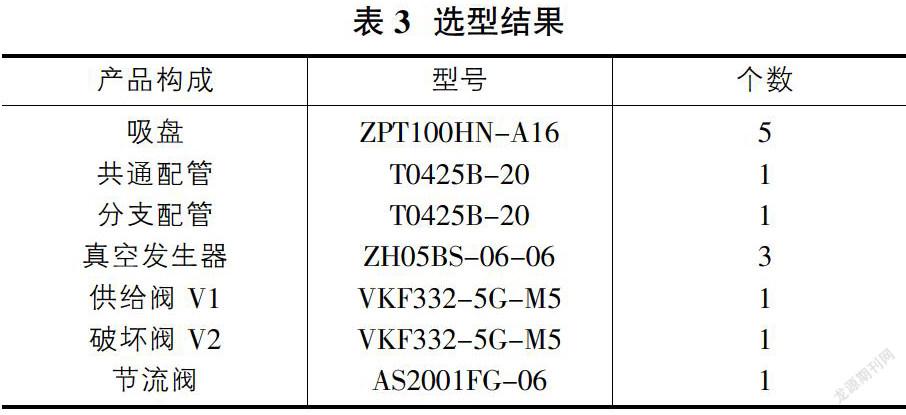
②真空吸盤其它配件選型。
根據使用條件,確定真空吸盤回路圖和其系統特性, 真空吸盤及其他配件選型具體型號見表3。
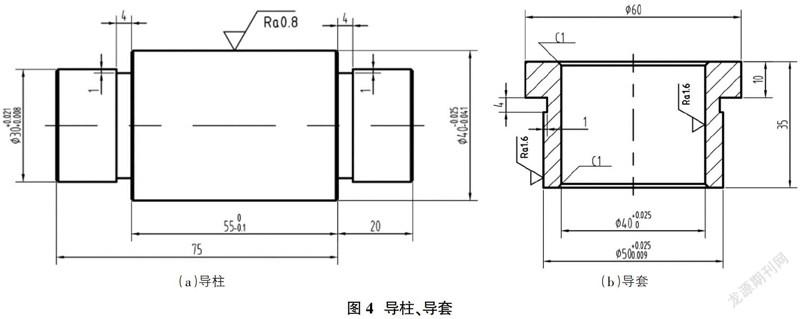
3? 導柱與導套設計
如圖4是導柱、導套的二維圖。材料使用45鋼,熱處理淬火加高溫回火,硬度45HRC,兩端對稱。其中間段與導套間隙配合,兩端由框架進行支撐。裝配時導套裝在柱銷固定板上,然后在與導柱進行裝配,柱銷固定板可沿導柱自由滑動。
4? 結語
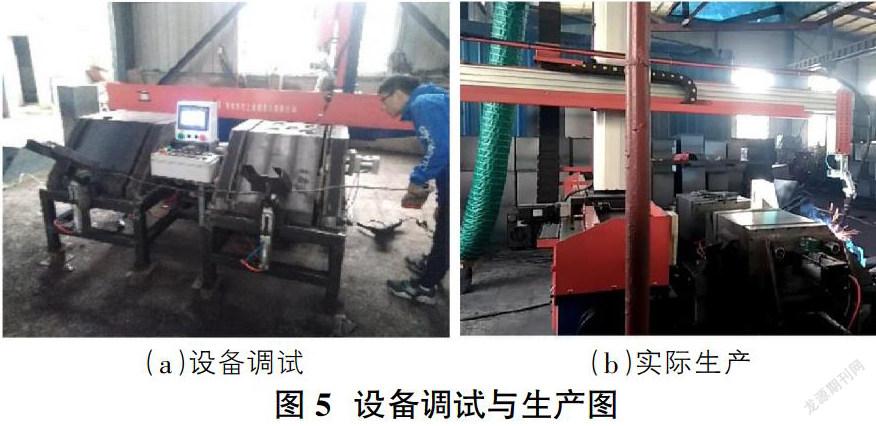
本文設計一種雙工位自動夾緊及讓位卸料的自動焊接工裝夾具,它包括側板壓緊模塊、定位及吸附模塊、快速卸料模塊和底板側邊壓緊模塊等。實際設備如圖5所示。
經過生產實踐,裝夾生產每個斗車時間是3.5分鐘,相較于人工的14分鐘每個,大大提高了效率;且有了更精準的定位、性能平穩可靠、設備結構容易更換、效率高,焊接平順、質量好,在斗車自動化焊接夾具領域具有很好的應用前景。
參考文獻:
[1]盧清華,徐滄強.焊接機器人翻轉工作臺的設計與分析[J].工程設計學報,2017,24(02):211-216.
[2]李自強,馮愛新,羅敬文,黃宇,毛加成,張華夏,吳浩,程寶義.汽車傳動軸焊接工藝優化研究[J].熱加工工藝,2016,45(21):157-161.
[3]王永剛,寧強偉,曲媛.運架設備輪組機構支撐臂焊接工藝研究[J].熱加工工藝,2016,45(17):236-238.
[4]鄭立斌.車身焊接夾具設計的研究[J].機械設計與制造,2010(01):250-251.
[5]王小純,王俊陽.一種可自動裝卸貨物的翻斗車創新研究[J].機械設計與制造,2015(12):45-47.
[6]董達善,俞翔棟.焊接順序對薄壁箱梁變形和殘余應力的影響[J].熱加工工藝,2014,43(21):163-166.
[7]苗松,賈玉菊.鏟斗式裝巖機幾個重要參數選擇計算[J].煤礦機械,2012,33(11):26-27.
[8]胡茶根,殷國富,曾定洲,李堂明.汽車車身焊接夾具方案設計知識可拓重用模型[J].四川大學學報(工程科學版),2014,46(05):195-200.