內(nèi)燃機氣道穩(wěn)流試驗的影響因素分析及其控制規(guī)格設(shè)定
2020-09-10 07:26:55俞黃航夏承睿吳勤陳遠(yuǎn)超
內(nèi)燃機與配件 2020年20期
俞黃航 夏承睿 吳勤 陳遠(yuǎn)超







摘要:氣道穩(wěn)流試驗是目前眾多內(nèi)燃機進行性能確認(rèn)的重要試驗之一,氣道性能(渦流強度、流量系數(shù))對內(nèi)燃機的動力性、經(jīng)濟性和排放有重要影響。由于其試驗主體對象為內(nèi)燃機汽缸蓋部分,其成型以及加工工藝復(fù)雜,同時涉及的各種精度要求高,導(dǎo)致其在內(nèi)燃機投產(chǎn)初期,穩(wěn)流試驗結(jié)果難以達(dá)到設(shè)計要求或原型機規(guī)格。通過對一系列車用發(fā)動機氣道穩(wěn)流試驗結(jié)果進行研究,分析了汽缸蓋鑄造毛坯規(guī)格與其加工規(guī)格,對試驗結(jié)果的影響機理,并總結(jié)了各階段工藝規(guī)格控制的公差范圍。
Abstract: The steady flow test is one of the most important tests to confirm the performance of internal combustion engine. The performance of intake port (swirl strength, flow coefficient) has an important impact on the power performance, economy and emission of internal combustion engine. Because the main test object is the cylinder head of internal combustion engine, its forming and processing technology is complex, and the various precision requirements involved are high, so it is difficult for the steady flow test results to meet the design requirements or prototype specifications in the early stage of internal combustion engine production. Through the research on the test results of steady flow in the air passage, the influence mechanism of casting blank specification and processing specification on the test results is analyzed, and the tolerance range of process specification control in each stage is summarized.
關(guān)鍵詞:汽缸蓋;氣道穩(wěn)流試驗;毛坯與加工的精度
Key words: engine cylinder cover;airway steady flow test;blank and machining accuracy
中圖分類號:TK407? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文獻(xiàn)標(biāo)識碼:A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1674-957X(2020)20-0086-03
0? 引言
內(nèi)燃機缸內(nèi)進氣與排氣系統(tǒng),氣體在其內(nèi)部的流動情況,直接決定了內(nèi)燃機的各項性能參數(shù)。氣道穩(wěn)流試驗,通過衡量內(nèi)燃機的進排氣道的流量系數(shù),渦流比等流動特性,能直接、迅速的反應(yīng)內(nèi)燃機氣道內(nèi),氣體流動的特性,廣泛用于內(nèi)燃機前期設(shè)計以及后期生產(chǎn)指導(dǎo)過程中。實驗過程中,氣體在一定時間內(nèi),從進氣道經(jīng)由不同開度狀態(tài)的進氣門流入燃燒室,在燃燒室內(nèi)沿內(nèi)腔流動后,再通過不同開度狀態(tài)的排氣門流出燃燒室排至排氣道。通過測量進氣量與排氣量的差值,是否達(dá)到原型機設(shè)定值(或設(shè)計要求),得出被測汽缸蓋氣道系統(tǒng)是否達(dá)標(biāo)。
1? 影響汽缸蓋氣道穩(wěn)流試驗的因素
在測量環(huán)境一定的情況下,影響氣道穩(wěn)流試驗的結(jié)果,主要在于汽缸蓋氣道的尺寸規(guī)格。這其中包括其未加工的毛坯部分,以及相連的加工部位尺寸規(guī)格。本文討論的重點,主要集中在對這一部分公差范圍值的設(shè)定,與其影響試驗結(jié)果的發(fā)生機理上。
2? 汽缸蓋測量規(guī)格分析
2.1 汽缸蓋毛坯規(guī)格
2.1.1 進排氣道內(nèi)壁輪廓以及粗糙度
由于汽缸蓋進排氣道內(nèi)壁為流線型曲面,由砂芯直接鑄造成型,后期不對其內(nèi)腔進行加工(孔口部位除外),故其尺寸形狀將直接影響氣體的流動情況。衡量氣道內(nèi)壁尺寸規(guī)格,是經(jīng)由三維掃描氣道砂芯單品,與數(shù)模擬合后間接得出。其輪廓整體(特別是砂芯分模線區(qū)域)公差應(yīng)控制在±0.5mm內(nèi);當(dāng)整體能控制在±0.3mm內(nèi),則視為優(yōu)。
內(nèi)壁粗糙度主要受控砂芯單品表面粗糙度,其與原料砂目數(shù)分布(如使用再生砂的比例),制芯工藝條件(如溫度、壓力)以及存放情況(如時長、濕度)有著直接關(guān)系。受限于氣道結(jié)構(gòu)與粗糙度儀結(jié)構(gòu)原因,測量部位一般選取在進排氣口孔口處,一段長10mm直線范圍內(nèi),規(guī)格為Ra0.9,同時Rmax≤1.2(見圖1)。
2.1.2 進排氣道歧管喉口與燃燒室的相對位置
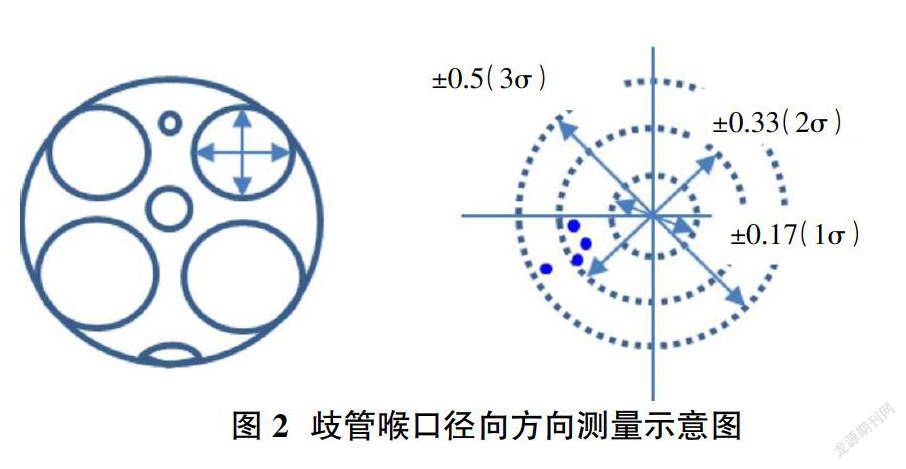
以氣道歧管喉口與燃燒室過渡區(qū)域進行分割,歧管側(cè)由砂芯成型,而燃燒室側(cè)由金屬模成型,兩者之間的相對位置對穩(wěn)流試驗結(jié)果尤為重要。在鑄造過程中,氣道砂芯由于受到鋁液填充過程的沖擊,其位置會相對燃燒室模塊在一定范圍內(nèi)浮動。以各燃燒室中心為基準(zhǔn),評價燃燒室內(nèi)歧管喉口端面圓心之間的相對位置,即為歧管喉口與燃燒室相對位置——喉口圓心,徑向方向,位置度應(yīng)控制在?準(zhǔn)1mm(3σ)以內(nèi)(考慮到孔口為鑄造結(jié)合面,有毛刺存在),最佳狀態(tài)為?準(zhǔn)0.34mm(σ)以內(nèi)(見圖2);軸向高度上,需要控制在±0.5mm以內(nèi)(管口高度無法直接測量,需通過測量氣道內(nèi)壁高度點間接得出)(見圖3)。
進排氣側(cè),各個歧管喉口的平面位置度與高度趨勢,應(yīng)與原型機設(shè)計趨勢保持一致。當(dāng)局部區(qū)域不能做到一致時,其偏移方向也應(yīng)偏向設(shè)計中值。
2.1.3 進排氣道管口與毛坯基準(zhǔn)點相對位置
毛坯基準(zhǔn)點,指的是汽缸蓋GA(gasket)面上A、B、C三個基準(zhǔn)點,是后續(xù)加工中定位使用的基準(zhǔn)原點;進排氣道管口,指的是進氣側(cè)IN(inlet)面4管口與排氣側(cè)EX(exhaust)面4管口(或單孔、或上下雙孔),管口區(qū)域的幾何中心位置。由于鑄造工藝原因,汽缸蓋氣道均由砂芯成型而成,從而導(dǎo)致管口中心同樣會與GA面上毛坯基準(zhǔn)點有偏差。該偏差控制范圍為:管口與管口兩兩間距L,管口中心與三點基準(zhǔn)構(gòu)成的平面高度H,其位置度均需控制在±0.5mm以內(nèi)。
2.1.4 燃燒室的內(nèi)壁輪廓及高度
汽缸蓋燃燒室內(nèi)壁,分為部分加工以及全加工兩種,當(dāng)燃燒室內(nèi)壁鑄造精度、位置度難以達(dá)到設(shè)計的尺寸要求,或?qū)?nèi)壁有其他特別要求時,采用全加工成型;否則一般情況下,僅對氣門、火花塞、噴油嘴孔進行加工處理,其他內(nèi)壁區(qū)域保持鑄造狀態(tài)。當(dāng)燃燒室內(nèi)壁為鑄態(tài)時,內(nèi)壁鑄造成型部分的輪廓度(圖5),應(yīng)控制在±0.3mm以內(nèi),實際最佳狀態(tài)為±0.1mm。
將燃燒室的內(nèi)壁視為一個整體曲面,其整體基準(zhǔn)點與汽缸體毛坯基準(zhǔn)點的相對位置,即為燃燒室的高度。當(dāng)燃燒室內(nèi)壁輪廓一定時,高度變化將直接影響到燃燒室的容積的變化。根據(jù)鑄造成型結(jié)構(gòu),各燃燒室為鑲塊化設(shè)計,從而實現(xiàn)其曲面整體的高度調(diào)節(jié)。同時,考慮鑄造時燃燒室的噴涂工藝失誤,在衡量單個燃燒室高度的點位時,為防止單點失效,可設(shè)置副測量點:火花塞加工中心座面(主高度衡量點),以及噴油嘴(僅限缸內(nèi)直噴結(jié)構(gòu))加工中心座面(副高度測量點)。高度要求通常控制在±0.3mm。各個燃燒室的高度趨勢,同樣應(yīng)與原型機設(shè)計趨勢保持一致;當(dāng)局部不能做到一致時,其偏移方向也應(yīng)偏向中值(圖6)。
2.2 汽缸蓋加工的尺寸
2.2.1 GA面加工成型后相對毛坯基準(zhǔn)面的高度差
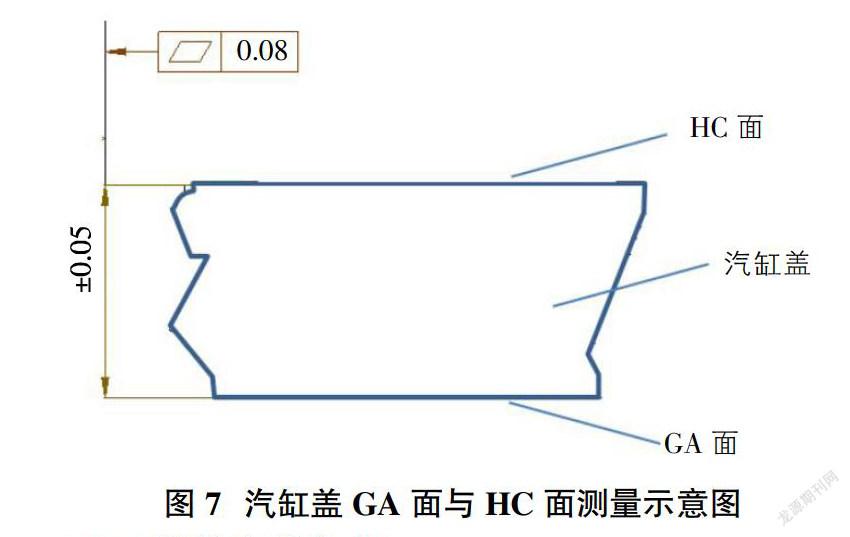
汽缸蓋毛坯在加工初道工序時,是通過定位GA面三點高度進行裝夾,從而確定加工的高度方向原點。當(dāng)設(shè)備加工精度穩(wěn)定時,加工出現(xiàn)的誤差往往恒定且較小,高度差主要受設(shè)備裝夾定位點與毛坯定位點的擬合度影響:設(shè)備裝夾定位三點所構(gòu)成的平面,應(yīng)與毛坯點位三點構(gòu)成的平面,在高度上與兩兩之間的角度上,應(yīng)做到盡量趨近于0°。汽缸蓋首先加工汽缸蓋HC(head cover)面,再以HC面為基準(zhǔn)定位,反向加工出GA面。
根據(jù)汽缸蓋的加工過程,其可分為:①毛坯基準(zhǔn)轉(zhuǎn)化為加工過度基準(zhǔn)(GA→HC)誤差±0.05mm;②加工過度基準(zhǔn)轉(zhuǎn)化為加工基準(zhǔn)(HC→GA)誤差±0.05mm;③HC面與GA面平行度在0.08以內(nèi),三者應(yīng)同時控制在相應(yīng)的范圍內(nèi)(圖7)。
2.2.2 燃燒室的容積
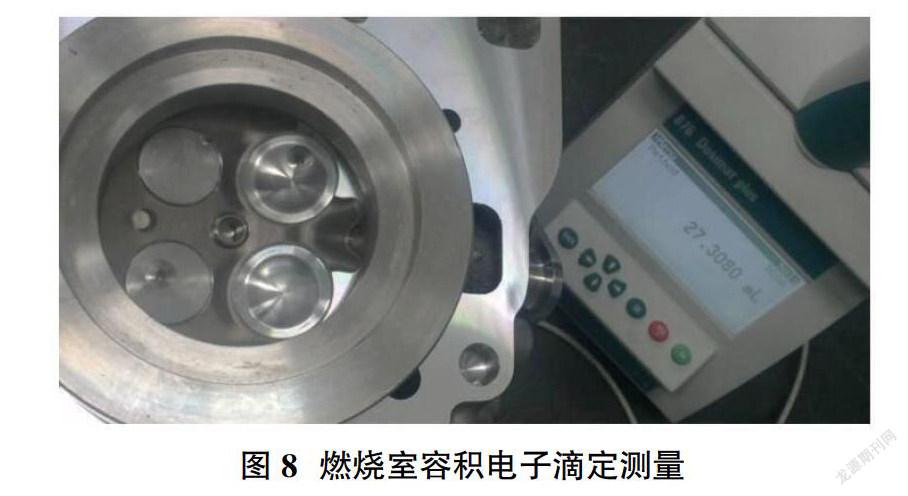
燃燒室容積是由燃燒室內(nèi)壁輪廓以及加工后的GA面高度共同決定的。當(dāng)內(nèi)壁輪廓由毛坯受控后,其容積的大小將由加工直接改變。測量方法是將燃燒室內(nèi)孔(氣門歧管口、火花塞孔以及噴油嘴孔)進行等效封堵后,使用滴定管定量測量得出。將燃燒室容積結(jié)果與原型機數(shù)據(jù)進行對比,當(dāng)個別容積與對應(yīng)原型機偏差較大時,則應(yīng)對模具相應(yīng)鑄造領(lǐng)域燃燒室高度進行單獨調(diào)節(jié);當(dāng)各燃燒室容積趨勢與原型機設(shè)定趨勢一致,但整體偏大(或偏小)時,則應(yīng)對加工GA面的尺寸進行調(diào)節(jié):同向時,主要調(diào)節(jié)GA面的加工高度;反向時,主要調(diào)節(jié)GA面的加工平面角度。燃燒室容積的偏差應(yīng)控制在±0.5ml以內(nèi)(圖8)。
2.2.3 IN面、EX面氣道密封區(qū)域的角度以及高度
穩(wěn)流試驗臺的進排氣接口,與汽缸蓋IN面、EX面相連接,當(dāng)汽缸蓋加工角度超差而造成密封不嚴(yán),會出現(xiàn)氣道漏氣現(xiàn)象,將直接影響實驗結(jié)果。兩者密封面,相對于GA面的角度應(yīng)控制在±0°15′以內(nèi);同時,IN與EX面的密封區(qū)域,高度應(yīng)控制在±0.1mm以內(nèi)(圖9)。
2.2.4 進排氣道歧管喉口,90°閥座面面高度、寬度、圓度、跳動
歧管喉口部位,與氣門的密封椎面,為90°閥座面。該閥座面是由閥座環(huán)壓裝在汽缸蓋后,加工而成。該部位由于在工作中一直處于往復(fù)運動狀態(tài),其開閉前后的密閉性,將直接影響到穩(wěn)流試驗的數(shù)據(jù)結(jié)果。故該區(qū)域的面高度、寬度、圓度、跳動均有相應(yīng)規(guī)格要求:面高度以及寬度,均應(yīng)控制在±0.15mm以內(nèi),圓度≤0.01mm,跳動≤0.05mm(圖10)。
2.2.5 氣門導(dǎo)管與閥座面相對氣門的間隙以及相對位置
導(dǎo)管與閥座環(huán)同樣是壓裝在汽缸蓋上的。為保證氣門導(dǎo)管與閥座面同軸度,其在汽缸蓋上使用一體成型刀加工而成。在加工過程中,需要嚴(yán)格控制加工工藝,防止震刀或偏移情況,否則屆時與氣門配合使用時,輕則氣門密封區(qū)域漏氣量增大,重則氣門、導(dǎo)管與閥座環(huán)出現(xiàn)嚴(yán)重磨損。
氣門導(dǎo)管與氣門之間的間隙,應(yīng)控制在0.01-0.02mm之間(此為氣門推桿與凸輪軸滑動直連設(shè)定;當(dāng)凸輪軸與氣門通過滾子連接時,其兩者間隙在0.005-0.01mm之間)。氣門與閥座面的同軸度,其設(shè)定值應(yīng)≤0.1mm,同時其內(nèi)徑的跳動≤0.3mm,圓柱度≤0.015mm。
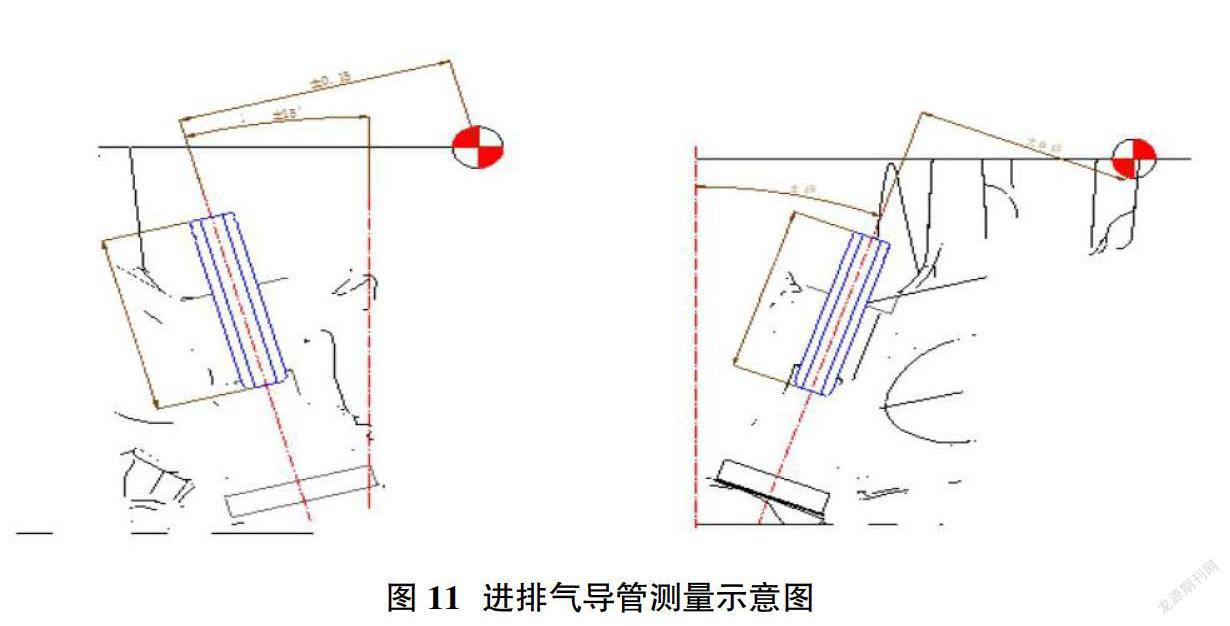
同時,氣門導(dǎo)管孔內(nèi)徑,相對于垂直方向,應(yīng)控制在±15′范圍之內(nèi),與基準(zhǔn)點之間的位置度,應(yīng)控制在±0.15mm以內(nèi)(圖11)。
3? 結(jié)語
通過控制汽缸蓋毛坯的氣道、燃燒室以及毛坯基準(zhǔn)規(guī)格,汽缸蓋加工后氣道位置度、氣道喉口閥座面規(guī)格、燃燒室容積、氣門導(dǎo)管規(guī)格以及各大面之間的高度,汽缸蓋氣道穩(wěn)流試驗的通過率得到了顯著提升。使用以上規(guī)格對汽缸蓋進行判定,穩(wěn)流試驗的一次通過率可以穩(wěn)定在80%以上,整體通過率達(dá)到100%,對生產(chǎn)指導(dǎo)起到了積極促進作用。針對氣道穩(wěn)流試驗未一次通過樣件,后期雖使用同批次備用測試件通過了穩(wěn)流試驗,但實際影響機理未有明確的定論,需要進一步調(diào)查分析。
參考文獻(xiàn):
[1]劉金永,范桂山,張磊,郝明亮.鋁合金汽缸蓋鑄件進氣道尺寸精度分析 [J].鑄造,2014(07).
[2]李慶友.氣缸蓋氣閥座面精度的高效率檢查[J].柴油機設(shè)計與制造,1994(01).
[3]劉德春.應(yīng)用加工中心加工汽缸蓋氣閥座面(孔)及導(dǎo)管孔 [J].山東內(nèi)燃機,1998(04).
[4]王天友,林榮文,劉書亮,李興,許洪軍,李建文.直噴式柴油機進氣道變壓差穩(wěn)流試驗方法的研究[J].內(nèi)燃機學(xué)報,2005(02).