發動機活塞連桿組潤滑優化的研究
2020-09-10 07:22:44何道明
內燃機與配件 2020年2期
何道明








摘要:通過對發動機NVH進行測試,確定發動機異響源為活塞連桿組件,異響問題的直接原因為連桿襯套異常磨損。結合連桿襯套的失效機理,對可能導致的連桿襯套異常磨損的原因進行分析排查,找出導致異常磨損的根本原因,制定相應的改善對策。通過對活塞、連桿、活塞銷的受力情況、尺寸配合情況以及潤滑效果進行分析,優化尺寸配合以及改善潤滑條件。在發動機臺機試驗以及整車路試進行驗證,驗證結果顯示對發動機冷啟動異響有明顯的改善效果,從而解決發動機冷啟動異響的問題。
關鍵詞:NVH;發動機異響;活塞;連桿;活塞銷;潤滑
0? 引言
隨著國民生活水平的不斷提高,汽車消費者對整車的品質需求也在不斷提升。除了價格、外觀、動力性和使用經濟性等幾個傳統核心因素外,整車舒適度也已成為購車的一個重要評價指標之一。根據最新市場統計情況,客戶對汽車的抱怨中,NVH(噪聲、震動、聲震粗糙度)問題點占比日益增加,目前占比約30%,所反饋的問題主要有:發動機冷啟動異響、急加速異響、怠速異響以及在特定轉速時的異響等,所以對發動機異響問題的改善和優化就尤為重要[1]。
本文主要針對某型發動機冷啟動異響問題進行深入研究,通過NVH測試、發動機拆解分析和潤滑效果分析等確定異響源為活塞連桿組件。活塞連桿組件做為發動機中的核心運動件,其長期工作在高溫和往復沖擊的環境中,如果出現配合不當或者潤滑不良的情況極易導致其成為各種異響的禍首零部件[2]。本文旨在通過對活塞連桿組件的潤滑優化改善過程說明,建立起科學的設計初期質量保障方法、明確的設計優化改善方向和連桿潤滑問題解決方法等。
1 問題概述
1.1 異響問題描述
在發動機的開發驗證階段發現該發動機在冷機怠速狀態下,存在明顯的“噠噠噠”響聲,異響聲音可持續10秒鐘時間左右,隨著發動機溫度升高,怠速異響逐漸消失。
通過對發動機外圍附件(如噴油器、節氣門閥、增壓器執行器)進行單體排查驗證,排除其為異響源,進而將異響源鎖定在發動機本體內部。根據筆者對發動機的質量開發經驗,發動機本體類導致的異響的主要原因有:①發動機冷機時,氣門完全關閉,氣門桿末端與挺柱之間有一定的間隙,隨著發動機屬于熱機狀態時,間隙變小,發動機異響聲變小或消失;②發動機冷機時,VVT系統由于泄油等情況,零件內部轉子間未形成油壓,在短時間內也出現異響問題;③活塞連桿組件在冷機狀態,由于潤滑不充分,零件之間存在配合間隙,會存在異響問題[3]。
1.2 異響源排查
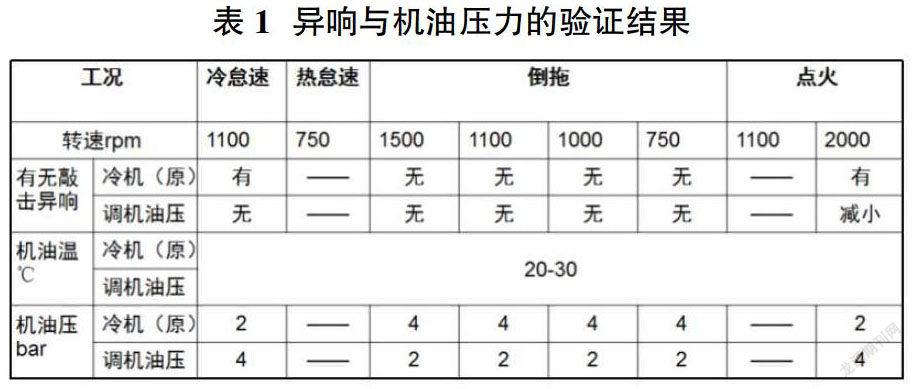
在發動機上進行驗證異響與冷熱機、機油壓力、轉速的關系,通過主觀識別的方法,對異響源進行排查確認。試驗結果顯示異響在冷機怠速(1100轉)、點火(2000轉)都存在,而在相應的熱機點火、倒拖轉速都不存在,所以異響產生與(低速段)轉速無關,但與冷熱機狀態以及機油壓力有關,在冷機狀態、或低油壓狀態均有異響。
根據以上的驗證結果討論制定驗證NVH的驗證方案如下:
①1米聲壓級測試(5點法+后端測點):用于整體評價發動機噪聲水平。1米聲壓級測試結果如圖1所示,有“噠噠噠”異響,綠線數據在3000Hz-4800Hz頻帶內明顯高于其他數據;
②近場噪聲測試:用于測量發動機局部零部件的噪聲大小以及特征,與1米聲壓級配合使用,能較好的識別噪聲來源。近場噪聲測試結果如圖2所示,有“噠噠噠”異響,綠線數據在2000Hz-4800Hz頻帶內明顯高于其他數據;
③震動測試:用于捕捉發出噪聲的激勵來源以及結構響應,與近場遠場噪聲頻率比對配合使用。震動測試結果如圖3所示,有“噠噠噠”異響綠線數據在2000Hz-4800Hz頻帶內也是明顯高于其他數據。
通過以上的分析結果可得出判斷結論:“噠噠噠”異響為2000Hz-4800Hz寬頻的噪聲,發動機異響與溫度有關、與潤滑有關、與缸內壓力有關。
2? 原因分析
2.1 拆解分析
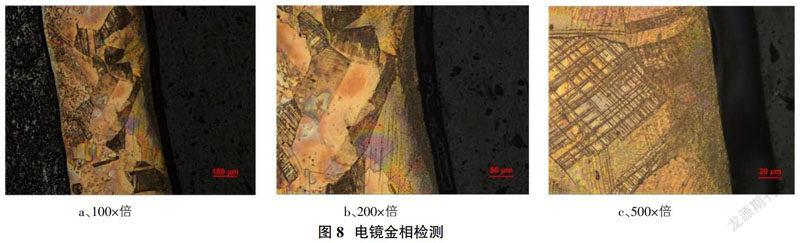
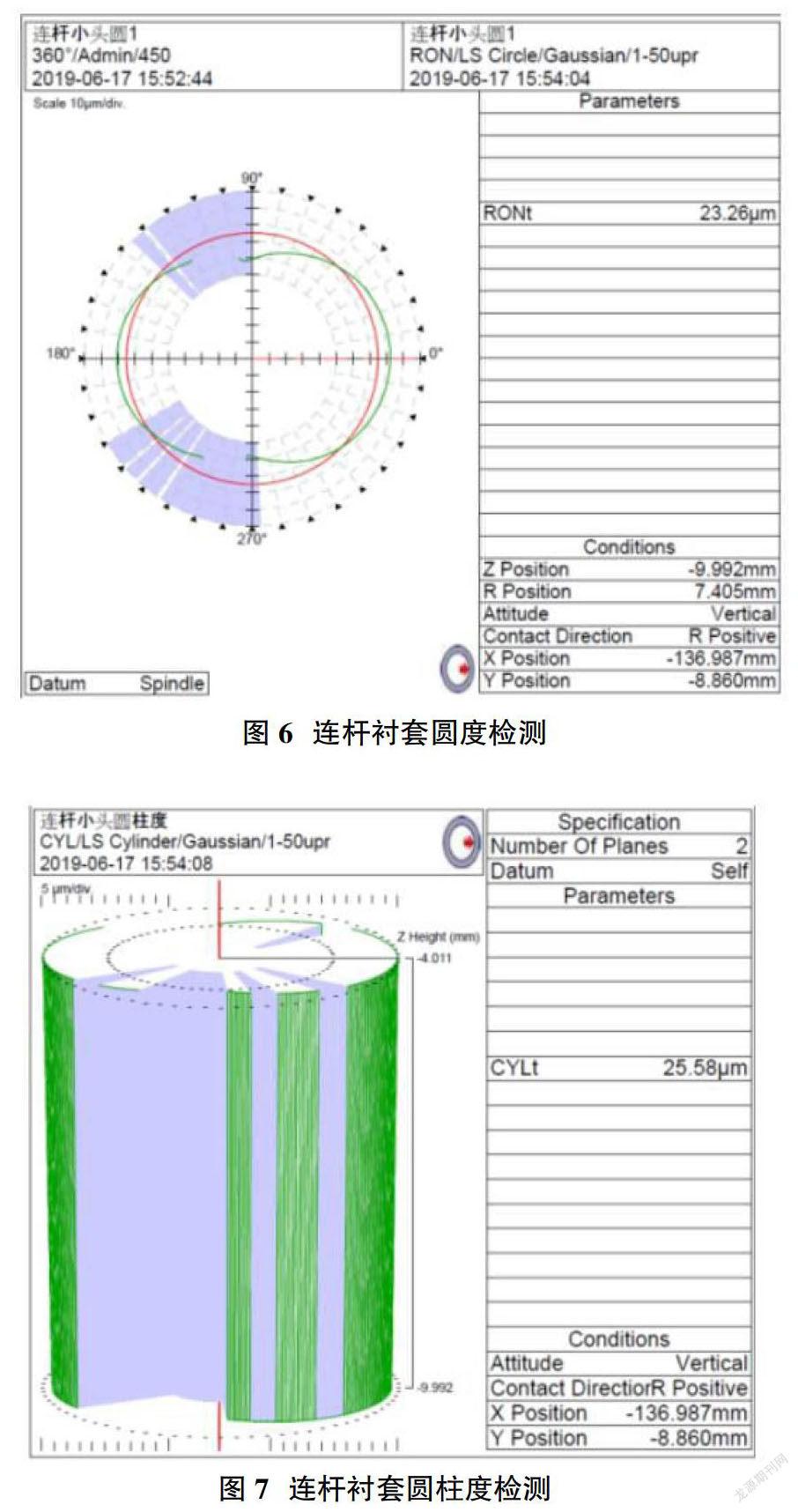
經過對發動機拆解分析,活塞銷表層有磨痕(圖4),檢查連桿襯套發現有燒蝕的情況(圖5)。在原機上控制變量更換活塞連桿組后,在發動機臺架上進行故障再現的驗證,結果顯示發動機冷啟動 “噠噠噠”響聲消除。將原故障機的活塞、連桿、活塞銷進行測量發現連桿襯套尺寸嚴重超差(表2),其中連桿襯套最大磨損量約為22μm。用圓度儀對連桿襯套進行檢測,連桿襯套磨損的方向與受力方向一致,圓度、圓柱度已嚴重超差。用電子顯微鏡對連桿襯套進行腐蝕分析,發現磨損部位晶界滑移,晶界滑移與溫度有直接的關系。從以上的檢測的結果分析,連桿襯套出現異常的磨損是導致冷啟動異響的主要原因。
2.2 連桿襯套失效機理分析
連桿襯套是連桿小頭和活塞銷的重要連接部件,在實際工作中承受著連桿組件慣性力和活塞傳遞的爆發壓力的交替載荷作用,同時工作環境溫度較高。當油膜潤滑不充分時,連桿襯套極易出現磨損、燒蝕和沖蝕現象。連桿小頭和襯套材料不同,受過盈壓力和活塞銷傳遞的交變載荷的影響,兩者接觸面上在承受相同的接觸壓力時會產生不同程度的變形,導致兩接觸體在接觸面上相互錯動,即為微動。隨著活塞連桿組件長時間周期性往復運動,微動磨損增加,襯套過盈量逐漸減小。進而使襯套出現裂紋或者產生過度磨損。
2.3 連桿襯套失效原因確定
結合連桿襯套失效的機理,對導致連桿、活塞銷異常磨損的原因進行初步分析如下:①連桿襯套或活塞銷加工尺寸超差,配合間隙過大,無法形成油膜,導致連桿襯套異常磨損;②連桿襯套材質不良,導致連桿襯套異常磨損;③活塞銷表面DLC涂層硬度過高,與連桿襯套存在硬度差,導致連桿襯套異常磨損;④活塞連桿組潤滑不良,連桿襯套過熱燒蝕,導致連桿襯套異常磨損。針對以上四個可能原因,進行主要原因的排查確認如下:
①通過對同一生產批次的連桿襯套和活塞銷進行尺寸測量,分別檢測100件和3000件,未發現尺寸不合的情況,可排除該潛在原因;但活塞銷與連桿襯套之間設計配合間隙過大,經過文獻研究和對標分析,活塞銷與連桿間隙為(0.010-0.020)mm為最佳的配合間隙,而該發動機活塞銷與連桿襯套配合間隙為(0.015-0.025)mm,配合間隙偏大,可能導致油膜無法形成,加快襯套的異常磨損;②對故障件以及正常件的材質進行分析,硬度檢測結果為122HB(故障件)和118HB(正常件),均滿足標準要求(80-130)HB;對故障件以及正常件的成分進行分析,檢測結果均符合標準要求,無異常(表3);對故障件以及正常件的金相進行分析,空穴均為1級(圖9、圖10),符合標準要求;可排除材質不良的潛在原因;③對活塞銷表面DLC涂層的硬度進行檢測,DLC涂層硬度為1634HB,硬度等級為連桿襯套的10倍以上,在明顯硬度差的作用下,有可能導致連桿襯套的異常磨損;④該發動機在活塞連桿組上采取飛濺潤滑的潤滑方式,在低轉速有可能造成潤滑不良的情況。
根據排查結果,最終分析的主要原因為:①活塞銷表面DLC涂層與連桿襯套硬度差過大;②活塞連桿組潤滑不良;③活塞銷與連桿襯套配合間隙不合理。
3? 優化方案
3.1 方案制定
針對上文排查出的三個主要因素,分別制定相應優化的措施:①優化活塞銷涂層,用滲碳表面處理替代DLC涂層,在滿足表面硬度要求前提下,減少活塞銷與連桿襯套的硬度差,避免早期異常磨損;②優化活塞連桿組的潤滑方式,在發動機內增加機油噴嘴進行強制潤滑;同時在活塞連桿組裝配時,采取預涂油的措施,確保在初始狀態有良好的潤滑作用;③優化活塞銷與連桿襯套的配合間隙,對活塞銷、連桿進行分組裝配,以保證配合的最優間隙。
3.2 方案校核
3.2.1 優化活塞銷涂層的方案校核
在取消DLC涂層后,采取滲碳處理,對活塞銷表層硬度以及靜態變形量進行校核確認。硬度的檢測82.4HRA,轉化為HB為615HB(標準要求≥79.6HRA),表層硬度與連桿襯套硬度差得以減小。同時對優化后的活塞銷進行靜態變形量的試驗,測量示意圖如圖11。測量條件:歸零壓力5kN,測量壓力45kN,測量結果見表4。
方案校核結論:極限爆發壓力下,活塞銷彎曲變形量不大于其直徑的0.2%,在此壓力下活塞銷彎曲變形≤40μm。取消DLC涂層后的活塞銷靜態彎曲極限變形量符合要求。
3.2.2 優化活塞連桿組潤滑方案校核
為優化活塞連桿組的潤滑效果,通過增加機油噴嘴對活塞連桿組進行強制潤滑。(圖12)
同時為確保發動機裝配過程對運動副零件潤滑效果,活塞銷裝配前對活塞銷、活塞銷孔及連桿襯套孔充分潤滑,活塞銷前端潤滑范圍不低于10mm。
3.2.3 優化活塞銷與連桿襯套的配合間隙方案校核
根據活塞銷以及連桿襯套孔的尺寸標準要求,各分三組,通過對活塞銷以及連桿襯套的尺寸進行分組裝配,分組情況如表5所示。
以上三個方案經校核在發動機上均有實施可行性。
4? 效果驗證
為對以上的優化方案進行充分驗證,筆者最終選擇兩種組合驗證方案進行開展:
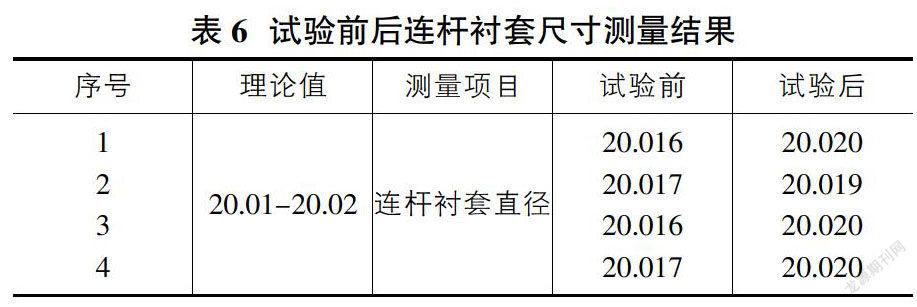
①活塞銷取消DLC涂層,活塞銷與連桿進行分組裝配,裝配前連桿、活塞、活塞銷進行預涂油潤滑。經驗證,發動機冷機啟動至運行10秒左右均有“噠噠噠”異響,但異響聲較反饋的故障問題有改善作用,熱機狀態無“噠噠噠”異響聲。 對該發動機的連桿襯套、活塞銷拆解檢測,連桿襯套內部過熱燒蝕的情況較改善前有明顯改善,活塞銷表層未見明顯磨痕。尺寸檢測結果,連桿襯套最大磨損量為4μm(表6),較改善前的磨損量減少16μm。
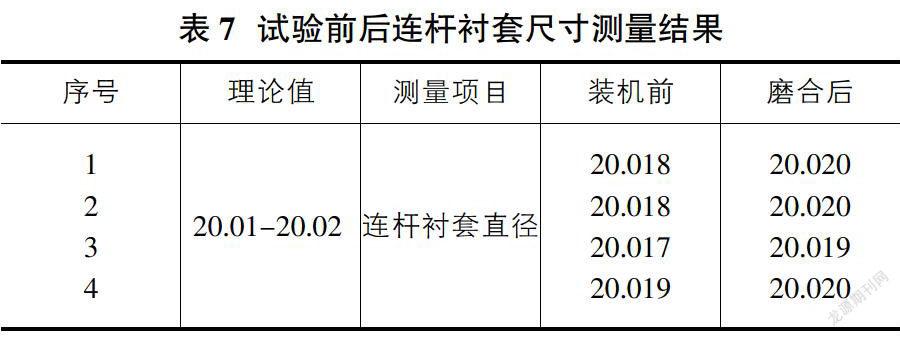
②活塞銷取消DLC涂層,活塞銷與連桿進行分組裝配,增加機油噴嘴,裝配前連桿、活塞、活塞銷進行預涂油潤滑。經驗證,冷機啟動無異響,熱機狀態無“噠噠噠”異響聲。增加機油冷卻噴嘴前后的機油壓力對未見明顯差異,判斷對其他潤滑機構無影響。對該發動機的連桿襯套、活塞銷拆解檢測,連桿襯套內部過熱燒蝕的情況較改善前有明顯改善,活塞銷表層未見明顯磨痕。尺寸檢測結果,連桿襯套最大磨損量為2μm(表7),較改善前的磨損量減少20μm。
通過以上兩個驗證方案的結果可以看出,方案一、方案二對改善連桿襯套異常磨損有的改善效果,發動機在冷機啟動無異響反饋,連桿襯套無燒蝕異常磨損情況,方案二改善效果優于方案一。
5? 結束語
通過對該發動機冷啟動異響的分析和研究,我們發現連桿小頭和活塞銷配合、材料硬度差及潤滑效果是影響活塞連桿組件工作噪聲及可靠性的幾個最重要因素,對后續發動機的設計開發質量具有重要的指導意義。本文中的整個問題排查過程和方式方法也對同類問題的排查和解決具有重要的參考價值。
參考文獻:
[1]佚名.中國汽車發動機行業現狀分析與發展趨勢研究報告[R].中國產業調研網,1961286.
[2]陳家瑞.汽車構造[M].北京:人民交通出版社,2006年6月.
[3]董艷沙,楊立坤,班效金.發動機異響故障分析[J].內燃機與配件,2018,9:84-85.
[4]中國機械工業聯合會.GB/T 25361.1-2010 內燃機活塞銷第一部分:技術要求GB-T 25361.2-2010 內燃機活塞銷第二部分:檢驗規則[S].北京:中國標準出版社,2010.