乳化液泵滑塊夾具設計與應用
2020-09-10 07:22:44朱海斌
內燃機與配件 2020年2期
朱海斌
摘要:本文講述了在臥式車床上加工乳化泵滑塊的工裝設計,采用抱緊,拉緊兩種形式的夾具,應用效果很好,具有一定的借鑒,參考價值。
關鍵詞:滑塊;抱緊;拉緊
0? 引言
車床上使用的夾具是多種多樣的,都是根據被加工零件的特點,以保證加工質量,裝夾可靠,制作簡單、實用為基點。我們在臥式車床上加工乳化液泵滑塊的工裝設計中,嘗試了抱緊和拉緊兩種形式的夾具,應用效果很好,介紹如下:
1? 加工零件的特點
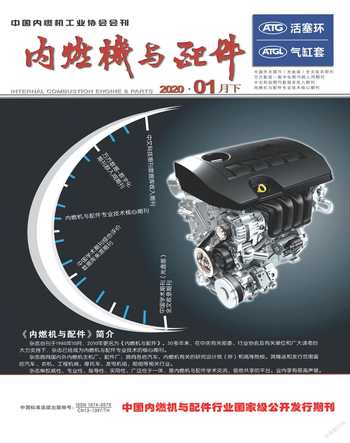
1.1 零件結構如圖1所示
材料:ZL108? ?硬度:HB90~140
1.2 加工難點
①尺寸公差,形位公差值較小,粗糙度值低,加工精度要求較高;
②4處同軸度要求,不能在一次裝夾中完成;增加裝夾次數,且公差值很小,不易保證;
⑤工件硬度HB90~140,強度較小,裝夾中會產生變形,甚至產生裝夾傷痕。
1.3 加工工藝思路
2? 車床抱緊裝置
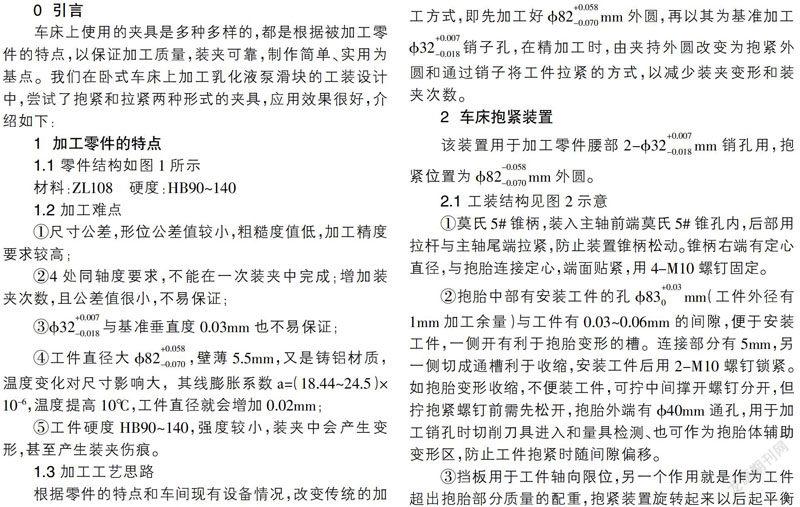
2.1 工裝結構見圖2示意
①莫氏5#錐柄,裝入主軸前端莫氏5#錐孔內,后部用拉桿與主軸尾端拉緊,防止裝置錐柄松動。錐柄右端有定心直徑,與抱胎連接定心,端面貼緊,用4-M10螺釘固定。
③擋板用于工件軸向限位,另一個作用就是作為工件超出抱胎部分質量的配重,抱緊裝置旋轉起來以后起平衡作用。
2.2 工件在使用前的加工要求
①為保證與抱胎配合較好,零件配合處外圓給定一定公差,要求一定的粗糙度。
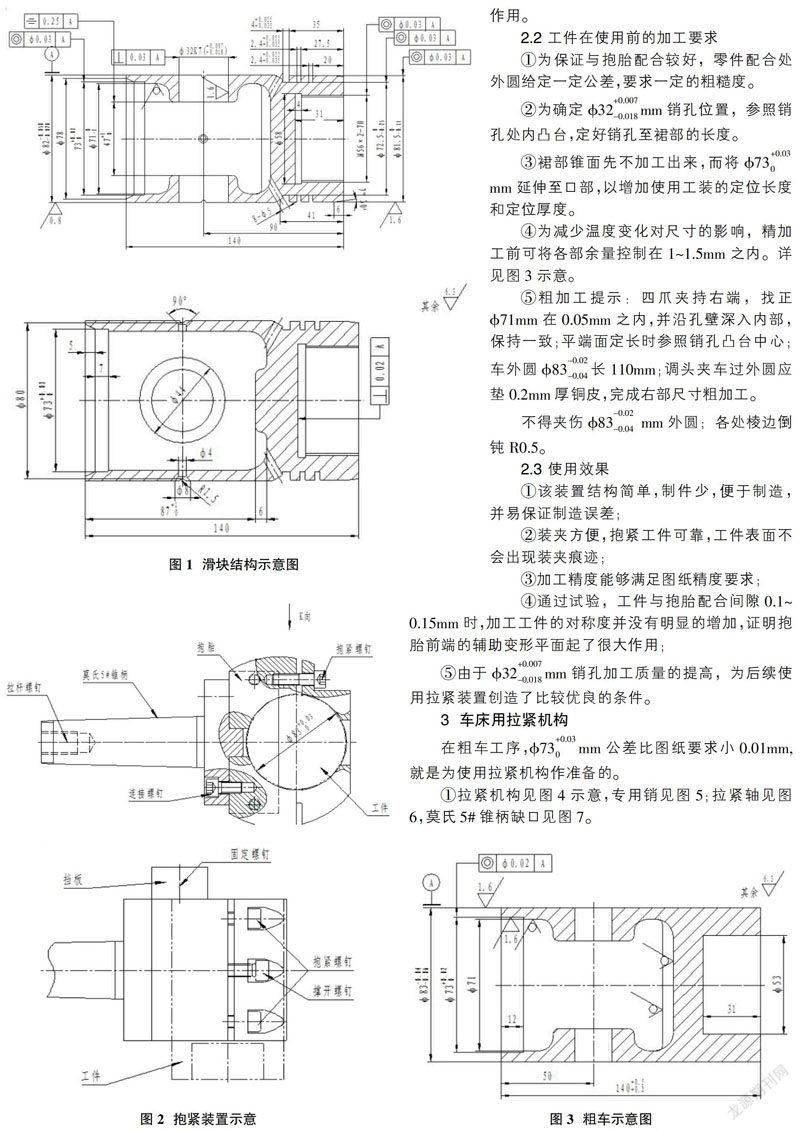
④為減少溫度變化對尺寸的影響,精加工前可將各部余量控制在1~1.5mm之內。詳見圖3示意。
2.3 使用效果
①該裝置結構簡單,制件少,便于制造,并易保證制造誤差;
②裝夾方便,抱緊工件可靠,工件表面不會出現裝夾痕跡;
③加工精度能夠滿足圖紙精度要求;
④通過試驗,工件與抱胎配合間隙0.1~0.15mm時,加工工件的對稱度并沒有明顯的增加,證明抱胎前端的輔助變形平面起了很大作用;
3? 車床用拉緊機構
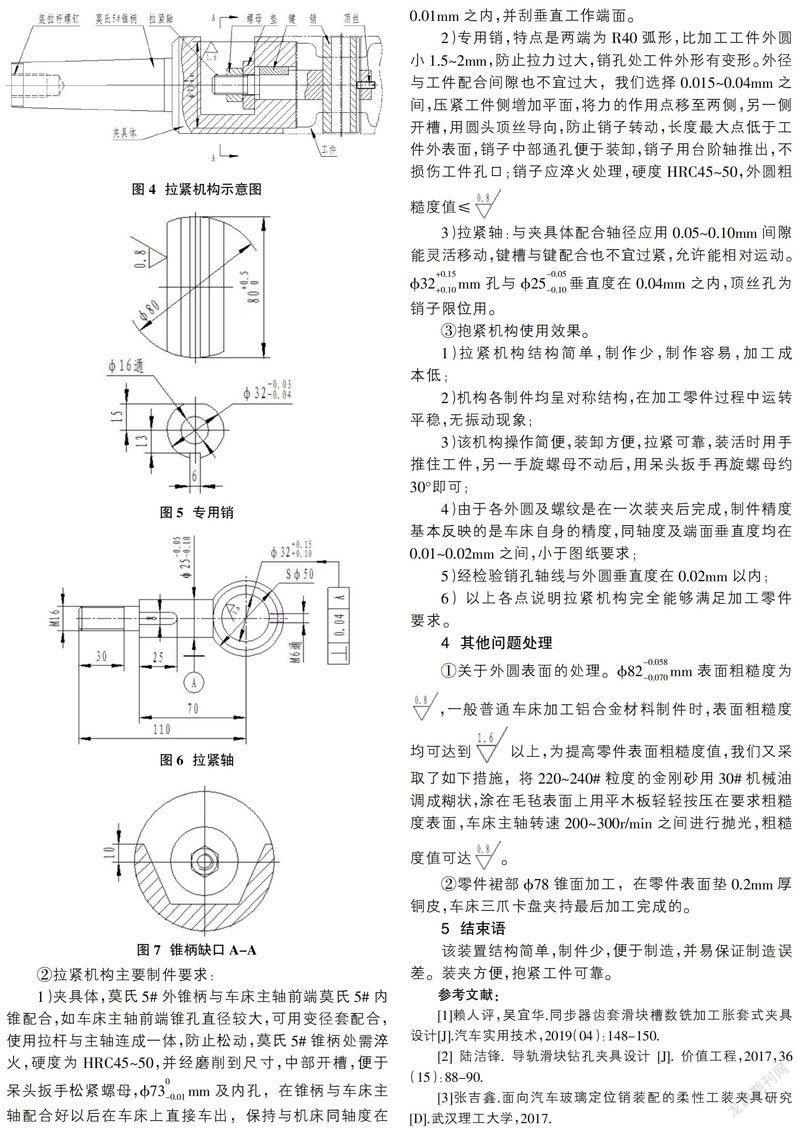
①拉緊機構見圖4示意,專用銷見圖5;拉緊軸見圖6,莫氏5#錐柄缺口見圖7。
②拉緊機構主要制件要求:
③抱緊機構使用效果。
1)拉緊機構結構簡單,制作少,制作容易,加工成本低;
2)機構各制件均呈對稱結構,在加工零件過程中運轉平穩,無振動現象;
3)該機構操作簡便,裝卸方便,拉緊可靠,裝活時用手推住工件,另一手旋螺母不動后,用呆頭扳手再旋螺母約30°即可;
4)由于各外圓及螺紋是在一次裝夾后完成,制件精度基本反映的是車床自身的精度,同軸度及端面垂直度均在0.01~0.02mm之間,小于圖紙要求;
5)經檢驗銷孔軸線與外圓垂直度在0.02mm以內;
6)以上各點說明拉緊機構完全能夠滿足加工零件要求。
4? 其他問題處理
5? 結束語
該裝置結構簡單,制件少,便于制造,并易保證制造誤差。裝夾方便,抱緊工件可靠。
參考文獻:
[1]賴人評,吳宜華.同步器齒套滑塊槽數銑加工脹套式夾具設計[J].汽車實用技術,2019(04):148-150.
[2]陸潔鋒.導軌滑塊鉆孔夾具設計[J].價值工程,2017,36(15):88-90.
[3]張吉鑫.面向汽車玻璃定位銷裝配的柔性工裝夾具研究[D].武漢理工大學,2017.