集成電驅系統輕量化結構和工藝淺析
2020-09-10 16:53:55張峻崢劉偉盧俊康
交通科技與管理 2020年2期
張峻崢 劉偉 盧俊康



摘 要:集成電驅系統占據純電動汽車三電系統的重要地位,其占三電部分質量約20%~40%,降低電驅系統的質量對提高電動汽車的續航有著重要作用。本文系統論述目前電驅系統集成化設計發展策略,分系統從電機、電控、差減等的零部件的材料、結構研究輕量化方案。同時,提出電驅系統的輕量化結構和工藝應用,需要綜合評估性能、成本。
關鍵詞:集成電驅;集成化;輕量化;結構;工藝
中圖分類號:U469.722 文獻標識碼:A
0 前言
目前,新能源汽車是汽車行業發展的未來和重要方向,也被列為《中國制造2025》規劃十大重點發展領域之一[1]。受電池功率密度和核心零部件成本制造壓力等限制,新能源汽車主機廠及其相關上下游供應商對關鍵系統和零部件的輕量化工藝需求越來越迫切。其中,作為新能源純電汽車的三電系統(即電池、電機、電控,簡稱“三電”)之一的電驅系統的輕量化制造工藝,正逐漸成為各大汽車公司產品競爭力、成本、銷售及競品策略的關注焦點[2]。
1 電驅系統集成化發展趨勢
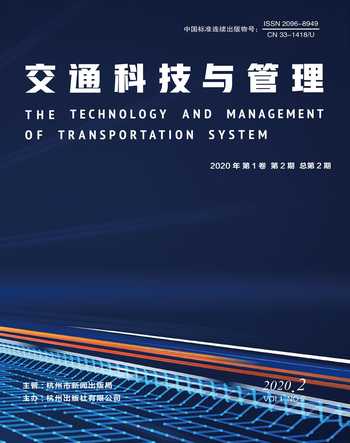
電驅系統,其主要作用是實現和控制電池能量轉化為汽車行駛的動能。電驅動的外包絡往往受整車車型布置和總裝工藝順序限制存在較大差異,但其核心功能部件電控、電機、差減三個子系統缺一不可[3]。總體來說,電驅動發展經歷了三個發展階段。如圖1所示分體式電驅系統,是第一代電驅動系統,三個子系統之間主要依靠物理集成。其定位采用傳統的定位孔和銷定位保證定位精度,各子系統之間接口以螺栓鎖緊、線束、管路串聯實現。目前,第二代電驅動系統,在充分考慮整車布置下實現多部件系統的殼體集成共用和少量物理聯接。集成途徑主要方向是電機軸與輸入軸系同或共軸、電機/電控/差減殼體一體、水道水嘴直插、高壓線直連等。如圖2所示為某油冷集成式電驅系統已實現電機殼體、差減、控制器殼體一體壓鑄成型。
下一代電驅動趨勢除了單檔向多擋化外,另一重要方向是將整車的充放電、控制功能需求集成在電驅系統中。比如,將PDU、DC/DC、OBC、HV-BOX、VCU等控制單元集成在控制器殼體[3]。如圖3所示為五合一電驅系統3D模型。
2 各系統的輕量化工藝
2.1 驅動電機
驅動電機,簡稱電機,其主要零部件有電機殼體、定子、轉子、端蓋等。目前,按照冷卻方式分為風冷、水冷和油冷電機。其中,水冷電機,因其冷卻效率高,可以實現電控的IGBT、電容等元器件和電機定子冷卻系統串聯,得到純電新能源汽車的普遍應用。
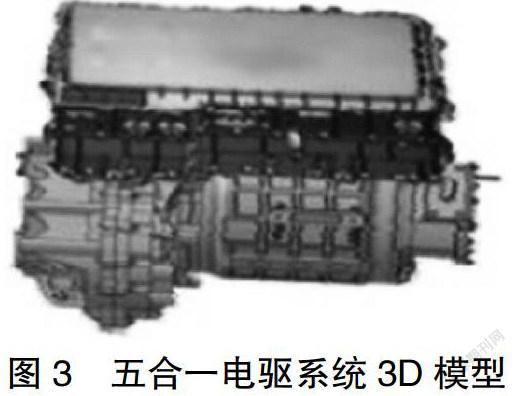
水冷電機殼體,水道布置以直通式和螺旋水道為主。螺旋水道殼體因其水道沿電機軸向呈螺旋上升狀分布流阻降低,且冷卻效率優于擠壓成型的直通式殼體[4]。圖4和圖5分別為低壓/高壓鑄造成型的螺旋電機殼體和擠壓電機殼體。采用鑄造方案的殼體,可以直接一體成型部分諸如加強筋、懸置/半軸安裝凸臺、吊孔、旋變端蓋等特征。新能源汽車水冷電機殼體,一般采用內外套結構,生產工藝采用殼體壓鑄+機加工+摩擦焊,以保證多層水道螺旋結構和強度需求。內外殼體配合區一般選過度配合壓入或熱套工藝,隨后采用攪拌摩擦焊合結合區,以滿足冷卻液密封和耐壓試漏技術標準。高壓電機殼體壁厚設計在3.5 mm左右,而重力和低壓殼體基本厚度設計在4.5 mm~6.5 mm。例如某150 kW水冷電驅動,采用高壓鑄造電機殼體方案后重量僅8.6 kg,相比低壓殼體減重18.5%。
電機定轉子部件,主要由鐵芯、轉軸壓裝而成。鐵芯一般采用0.25 mm~0.5 mm系列冷軋或熱軋硅鋼鋼帶多級精沖成片疊壓鉚而成[5]。其選用原則,優選低鐵損高磁感薄疊片,不僅可以顯著降低電機體積和重量,而且節省輔材,如絕緣材料和銅線等。
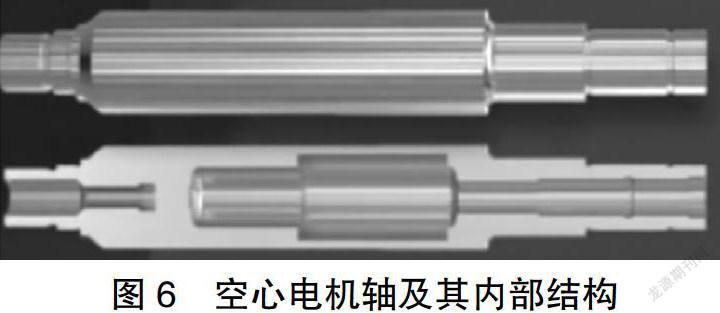
轉軸采用低碳合金機構鋼20CrMnTi(H)、8620H等鍛造機加工,表面做強化處理如高頻或滲碳。目前,轉子軸由實心和空心兩種結構。如圖6為空心電機軸,除了減重,還可以通過在空心部位布置管路實現電機多位置的定點或定向冷卻。傳統空心軸,采用機加工鉆直通孔,因受花鍵大徑及選用軸承內徑影響,空心化效果有限,且機加工成本相對較高。近年來,徑鍛或旋鍛、摩擦對焊電機軸實現變壁厚整體空心化,工藝流程大大縮短,鐵芯配合部位最小壁厚可以實現3.5 mm左右[6]。通過采用上述特殊徑鍛成型工藝,某主機廠與疊片內孔配合的φ48軸徑的電機軸空心化后重量由3.2 kg減重至1.68 kg,減重效果相當顯著。
2.2 電機控制器
電機控制器,簡稱電控,其主要有機械部分的電控殼體、蓋板以及電子電器的IGBT、控制板、驅動板、銅排、電容、濾波板等電子元器件組成。如圖7所示為某壓鑄電控殼體。目前,主機廠針對控制器的輕量化工藝實踐,主要集中在殼體、蓋板以及IGBT冷卻水路的部分。主要輕量化制造工藝如下:殼體采用輕質鋁鎂合金如ADC12、AlSi9Cu3等壓鑄成型;蓋板采用鋁板沖壓或輕質合金壓鑄成型替代傳統的鋼板沖壓件;冷卻水道采用雙面密布式針式摩擦焊接封裝工藝。
2.3 差減速箱
差減速箱,簡稱差減,其主要是通過不同齒數軸齒的速比傳遞,最終實現將電機扭矩增大輸入至輪端半軸。圖8為某差減總成透視圖。差減殼體一般選用壓鑄工藝可實現更大空間的柔性化設計,基本壁厚3 mm~4.5 mm左右。針對CAE仿真和試驗的薄弱區可采用,殼體局部可通過增加筋條或加厚處理,但必須注意筋條的高度和寬度,防止鑄造過程產生氣孔。對于關鍵受力部位如軸承安裝孔,采用預埋嵌鑄或機加后壓入淬火鋼套,以提升產品的耐磨和機械性能。對于部分需要強制冷卻部件如軸承、花鍵等,可以充分借助產品結構布置油道事項積油冷卻、強制冷卻,避免飛濺潤滑油量不足問題。
電驅系統轉速一般都在10 000 rpm以上,甚至達到16 000 rpm到20 000 rpm,傳動系的軸齒承受扭矩較傳統變速器大。因此,涉及軸齒關鍵性能參數的接觸和疲勞安全系數,相對傳統變速箱軸齒設計余量需要增大1.2~2倍以上。原材料除選用含有Cr、Ni、Mo微量合金元素淬透性好和超細晶粒的優質低碳合金結構鋼如8620H、20MnCr5等。軸齒的鍛坯推薦采用等溫正火工藝,其成品采用低壓真空滲碳技術提升滲碳淬火表面硬度和深度。
對于產品結構,在滿足性能和安裝需求的條件下,亦可采用腹板減薄、沖鉆孔減重等。圖9為某一級被動齒輪,腹板采用鍛后直接沖出均布腰性孔,僅腹板位置減重0.67 kg,節約加工成本約10~15元/件。
除了上述的輕量化制造工藝外,一些特殊的非傳統工藝也不斷出現在軸齒生產制造過程中。如軸齒齒面的以珩代磨;齒形齒面鼓形量非對稱工藝、結構允許的一級被動齒輪組件采用整體精鍛工藝,差速器齒圈和差殼采用激光焊接、鉚接、冷裝配等工藝,取代傳統的螺栓擰緊工藝[7-8]。某輪端輸出扭矩為3 800 N.m差速器總成,采用激光焊接工藝后減重達到0.8 kg/件,不僅取消齒圈安裝所需的12顆螺栓,而且裝配失效和售后故障率也大幅度降低。
3 結語
電驅系統的輕量化應該是一個系統性的工程。一方面,必須綜合考慮電驅系統的設計結構,合理運用其整車下包絡和運動空間,實現子系統和零部件的集成一體化。另一方面,對于單個零部件,從材料、工藝、制造工序等方面,充分考慮其輕量化結構和工藝實現。當然,輕量化不能以簡單的減重為唯一目標。輕量化電驅系統零部件,某些工藝可能會受限于主機廠體系供應商制造能力和工藝的特殊性,單工序成本可能會存在上浮,但不能忽視對于整機性能和過程的價值貢獻。因此,電驅系統的輕量化必須做全制造工藝流程的價值鏈分析,綜合評估平衡整機性能、成本、重量三者之間的關系。
參考文獻:
[1]國家制造強國建設戰略咨詢委員會.中國制造2025藍皮書(2018版)[M].北京:電子工業出版社,2018.
[2]萬沛霖,李山,石曉輝,等.電動汽車的關鍵技術[M].北京理工大學出版社,1998.
[3]何錫進.三合一電驅系統可靠性試驗研究與應用[J].汽車零部件,2019,14(04):41-44.
[4]谷晗,賈永強,辛守軍,等.鋁合金電機外殼焊接工藝[J].有色金屬加工,2019,48(02):57-61.
[5]中國鍛壓協會.電機電器電子高速精密沖壓件制造技術[M].機械工業出版社,2013.
[6]Reimund Neugebauer,Roland Glass.壓孔加工:空心軸加工的革新[J].現代制造,2006,26(08):61-63.
[7]王克,徐海山.變速器齒輪齒面修形新方法研究[J].軍民兩用技術與產品,2016,29(22):38.
[8]李金華,鄭敬超.差速器的鉚接工藝[J].汽車工藝與材料,2014,29(06):37-39.
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
山東冶金(2019年6期)2020-01-06 07:45:54
中華詩詞(2019年7期)2019-11-25 01:43:04
世界農藥(2019年2期)2019-07-13 05:55:12
模具制造(2019年3期)2019-06-06 02:10:54
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現代企業(2015年9期)2015-02-28 18:56:50
石油化工應用(2014年8期)2014-03-11 17:40:03