MQCL技術對不銹鋼加工刀具磨損的影響研究
2020-09-10 07:22:44黃霜
內燃機與配件 2020年19期
關鍵詞:不銹鋼
黃霜

摘要:本文在低溫微量潤滑(MQCL)及澆注式冷卻條件下對不銹鋼展開高速車削實驗,對兩種冷卻條件下的刀具磨損情況進行對比分析。研究表明,兩種條件下刀具都發生了磨粒磨損和粘結磨損,但MQCL條件下刀具磨損較輕;MQCL的冷卻潤滑機理主要為微量潤滑油霧在切削區域形成了潤滑膜,減小了刀具與工件的摩擦,同時低溫冷風的加入對切削區域進行了強力降溫。
關鍵詞:低溫微量潤滑;不銹鋼;刀具磨損
0 ?引言
奧氏體不銹鋼因其優異的力學性能和耐腐蝕性廣泛運用于航空航天及海洋領域。但作為典型難加工材料,因其加工過程中切削溫度高、加工硬化嚴重等問題導致刀具磨損嚴重。傳統的澆注式冷卻技術因大量使用切削液而具有較多的負面影響,如制造成本高、危害工人健康、造成環境污染等[1]。其中成本方面,主要由切削液管理成本及刀具成本組成[2]。同時,加工環境也應該符合當今綠色制造的要求。因此,采取措施來減少不銹鋼加工過中的刀具磨損和提高表面質量,并降低環境污染是目前課題研究的熱點[3]。低溫微量潤滑技術(MQCL)是一種新型的綠色切削技術,將MQCL運用到不銹鋼的切削加工中,可以實現切削區域的降溫減摩,提高工件加工精度的同時延緩刀具磨損,降低企業生產成本。
1 ?實驗方案
本次實驗基于自主搭建的低溫微量潤滑切削系統,采用正交實驗設計方法,選取冷風溫度T、冷風速度W、切削液流量Q及噴射角度a四個實驗因素,其中冷風溫度、冷風速度、切削液流量分別選用五個水平,噴射角度選用前刀面(RF)、主后刀面(MRF)、副后刀面(SRF)三個水平,設計25組正交實驗,并以相同的切削參數開展澆注式冷卻對比實驗。為了減少實驗誤差,開展澆注式冷卻車削實驗9組,以9組平均值為實驗結果值。MQCL條件下每組實驗進行三次,以三次實驗結果平均值為計。因子和參數水平設計見表1。
切削參數選用ap=0.25mm,Vc=300m/min,f=0.1mm/r。
2 ?實驗結果
本實驗利用日立SU3500的掃描電子顯微鏡(SEM)獲得了具有成像特性的刀具微觀形貌特征,并用ISM-PRO測量軟件測量每組實驗刀具后刀面磨損量。
2.1 刀具磨損值結果分析
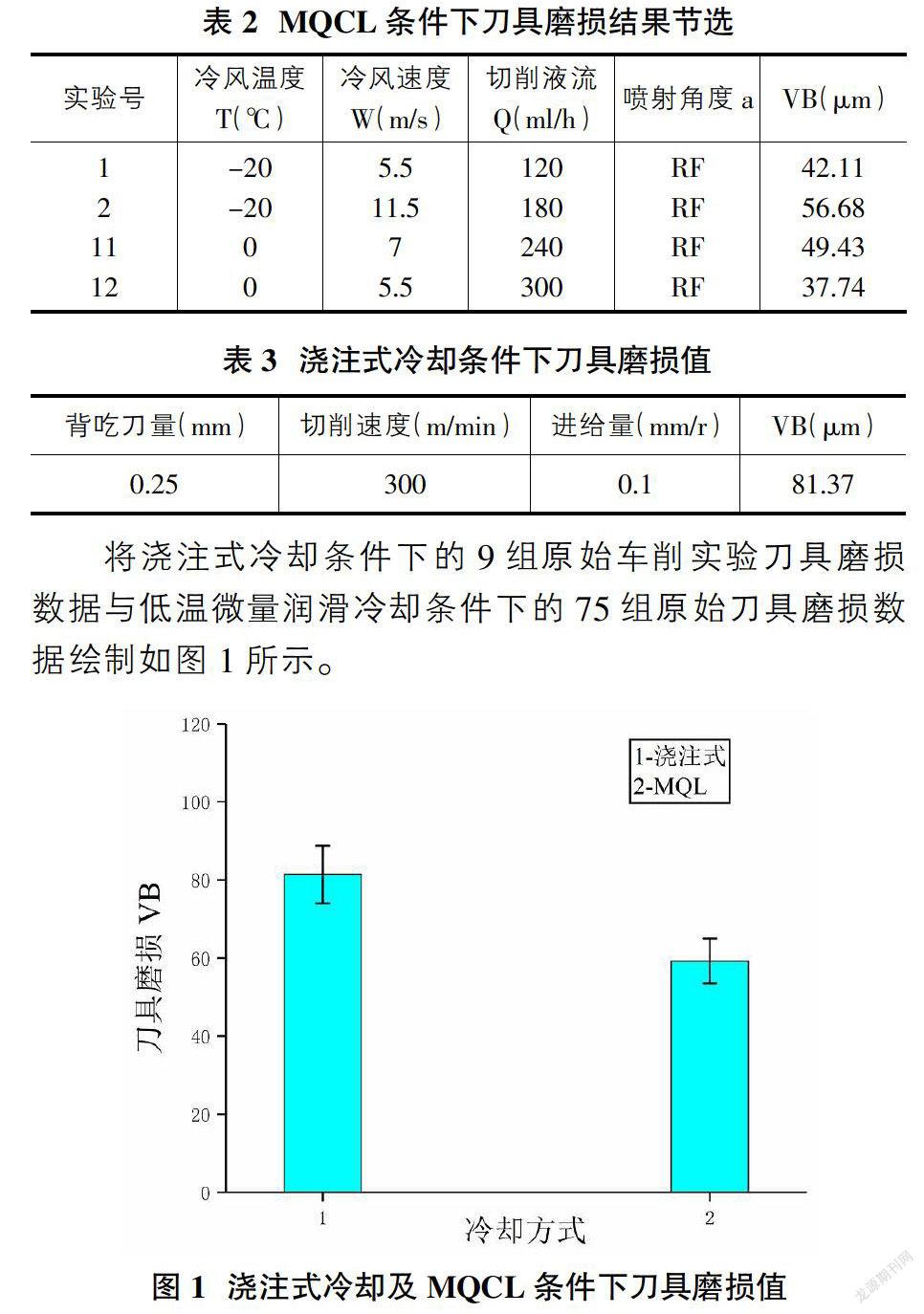
后刀面磨損量結果如表2、表3所示。
將澆注式冷卻條件下的9組原始車削實驗刀具磨損數據與低溫微量潤滑冷卻條件下的75組原始刀具磨損數據繪制如圖1所示。
實驗結果表明低溫微量潤滑條件下刀具磨損值得以有效降低。
2.2 刀具磨損形貌對比分析
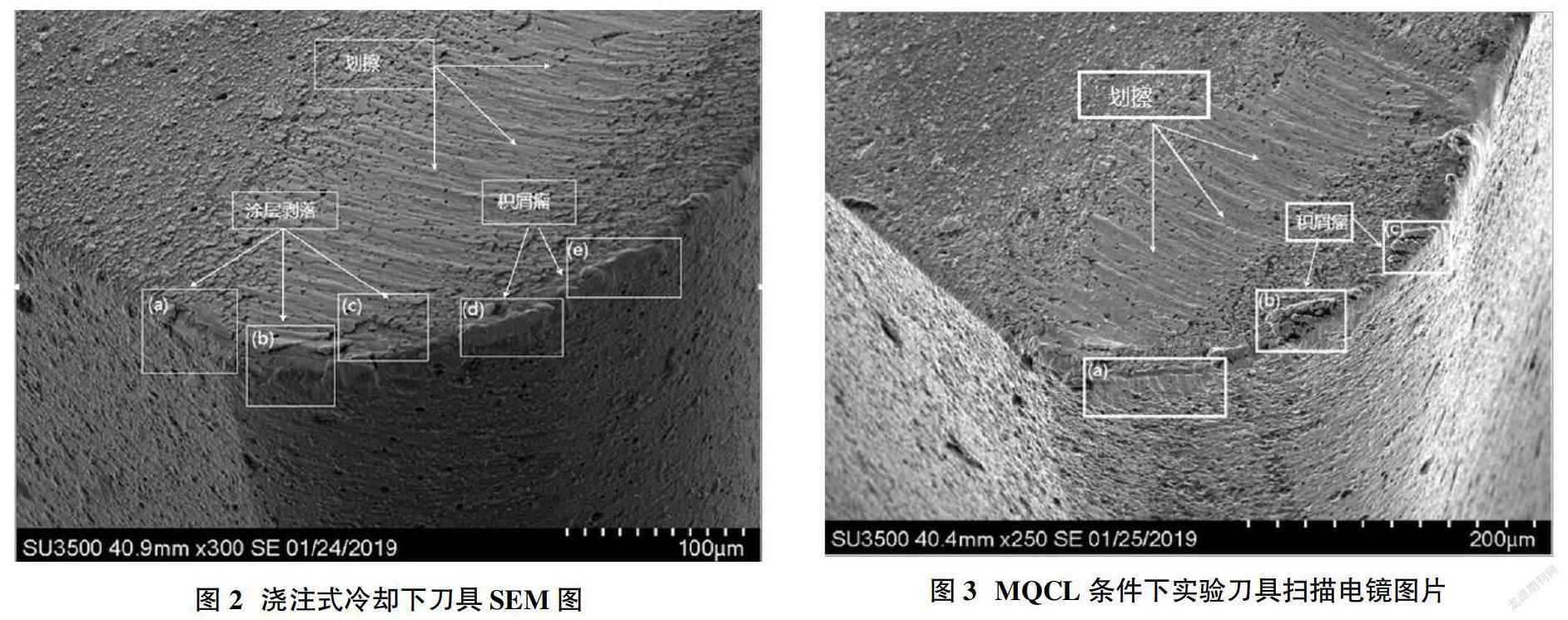
本文選2組不同冷卻方式下的刀具磨損掃描電鏡圖片進行磨損情況詳細分析,以分析低溫微量潤滑機理。圖2為澆注式冷卻條件下的刀具掃描電鏡圖片。
從圖2中可以得知,當前刀具磨損較為嚴重,刀尖位置及副切削刃上出現了明顯的涂層剝落現象,如圖2中(a)、(b)所示,前刀面上同樣出現了因涂層剝落而導致的月牙洼,如圖2中(c)所示,同時出現了大面積的劃痕;此外主切削刃上出現了長度較長但體積不大的積屑瘤,后刀面磨損較為嚴重。
這是因為澆注式的冷卻作用主要依靠大量切削液的對流換熱,其流量雖大但流速低,切削液來不及到達主切削區域間隙,同時其溫度也相對較高,所以冷卻潤滑效果及斷屑能力較差。高溫切屑在脫離工件表面的過程中與刀體上的涂層材料不斷擠壓,刀具前刀面被切屑中的一些硬質顆粒劃傷,發生磨粒磨損,導致劃擦區域的涂層材料漸漸瓦解脫落,直至出現較小的類似月牙形的凹窩區域[5]。此組刀具積屑瘤體積較小的原因是因為澆注式冷卻條件下高速切削不銹鋼時,切削溫度較高,原本已產生的積屑瘤隨著溫度的升高而發生滑移現象,從而脫離了刀具表面。這種現象在高速加工不銹鋼的時候體現較為明顯,而在低速加工時積屑瘤不易脫落,從而粘結在刀具上形成大量積屑瘤。此組刀片當前情況主要磨損同樣為粘結磨損、磨粒磨損。
圖3為低溫微量潤滑條件下第8組實驗刀具掃描電鏡圖片。本組冷卻參數為冷風速度W=7m/s,冷風溫度T=-10℃,切削液流量Q=300ml/h,噴射角度a=RF,刀具磨損值為50.52μm,為實驗結果的中值附件,該組刀具磨損情況具有一定代表性。
從刀具磨損形貌分析可知,當前刀具前刀面上沒有形成明顯的月牙洼,刀具其他位置也沒有出現明顯的涂層剝落現象,在刀尖處與主切削刃處產生了微量劃痕,如圖3中(a)所示,后刀面主切削刃處出現一處較明顯的積屑瘤,如圖3(b)所示,同時,前刀面出現了區域性的劃痕,但面積比澆注式冷卻條件下要小,劃痕也較淺。這是因為刀具前刀面上存在著大量的微觀表面粗糙度,在切削過程中切屑沿前刀面流出,切屑底面與刀具前刀面之間的滑擦和耕犁作用使刀具—切屑接觸區形成了大量的毛細管[4]。在低溫微量潤滑冷卻條件下,微量潤滑液在高壓空氣的攜帶下,由于潤滑油霧粒的速度高、體積小,通過這些大量的毛細管可有效地到達工件—刀具及切屑—前刀面之間,在切削區域間隙處形成潤滑膜,起到冷卻潤滑作用[5]。此外,由于低溫冷風的作用,提高了切屑的脆性及切屑受到冷風的吹力,能更早脫離工件,減輕了切屑中的硬質顆粒物對前刀面的劃擦,所以劃擦區域面積減小。此組刀具產生了一定程度的積屑瘤,這是由于冷卻作用沒能達到積屑瘤產生滑移的溫度,而未能脫離工件表面,但當前工況下,已抑制了大量積屑瘤的產生。當前刀片主要發生了磨粒磨損和粘結磨損。
3 ?結論
本文通過對比分析澆注式冷卻潤滑與MQCL下不銹鋼加工時的刀具磨損情況,證實了低溫微量潤滑條件有效的減小了刀具磨損。這是因為低溫微量潤滑的霧狀切削油液在冷風高速氣流的攜帶下,潤滑油微粒進入金屬間隙,吸附在金屬表面,摩擦力減少,對刀具、切屑、工件之間的切削區進行強力降溫和潤滑,由于高壓冷氣的作用,排屑效果更好,刀具磨損得以有效改善。而在傳統澆注式冷卻切削加工中,因為切削液滲透效果較差,特別是在高速加工中體現的更明顯,使其冷卻潤滑效果受到限制。
參考文獻:
[1]Winter M, Thiede S, Herrmann C,Influence of the cutting fluid on process energy demand and surface roughness in grinding—a technological, ?environmental and economic examination[S].The International Journal of Advanced Manufacturing Technology, 2014,77: 9-12.
[2]Gajrani K K, Sankar M R, Past and Current Status of Eco-Friendly Vegetable Oil Based Metal Cutting Fluids[J]. Materials Today: Proceedings,2017,4(2) :3786-3795.
[3]Gajrani K K, Sankar M R, Sustainable machining with self-lubricating coated mechanical micro-textured cutting tools[B]. Reference Module in Materials Science and Materials Engineering, 2015,Elsevier.
[4]李婷.低溫冷風切削機理的分析與研究[J].環球市場信息導報,2014,26:122-124.
[5]張慧萍.低溫微量潤滑加工技術[J].哈爾濱理工大學學報, 2019,24(2):38-44.
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16