刃部處理工藝及其硬質(zhì)合金鉆頭鉆削力分析
2020-09-10 07:22:44張曉波
內(nèi)燃機(jī)與配件 2020年18期
張曉波

摘要:本文研究中介紹了刃部處理工藝,分為A1、A2、A3、A4進(jìn)行4次進(jìn)行實(shí)驗(yàn),設(shè)置0.12-0.2mm/r進(jìn)給量、40-120m/min切削速度、22mm切深、300HB硬度,進(jìn)行調(diào)質(zhì)處理。通過實(shí)驗(yàn)研究可見,無涂層鉆頭作業(yè)過程中,在進(jìn)給量提升時(shí),能促進(jìn)排屑工作的順利進(jìn)行,存在著排屑困難,應(yīng)當(dāng)采用小于未拋光的鉆頭。TiCN涂層鉆頭作業(yè)過程中,排屑性能良好,提升切削速度時(shí)涂層鉆頭會(huì)出現(xiàn)粘刀與積屑瘤現(xiàn)象, TiCN 涂層能夠避免這一現(xiàn)象,作業(yè)過程中結(jié)合實(shí)際需求提升切削速度。
關(guān)鍵詞:刃部處理工藝;硬質(zhì)合金鉆頭;鉆削力;積屑瘤
0? 引言
金屬切削的常見工具之一為鉆頭,在很多材料加工中均被運(yùn)用,結(jié)合材料的不同,鉆頭的選擇具有一定差異,一般材料可以使用高速鋼鉆頭,針對(duì)硬度較高的材料可以運(yùn)用硬質(zhì)合金鉆頭。目前切削加工工藝日益高效,鉆頭技術(shù)處理中大量運(yùn)用了涂層、拋光等處理技術(shù)。因此要求加強(qiáng)刃部處理工藝的研究。
1? 刃部處理工藝
為了達(dá)到良好的切削效果,要求加強(qiáng)對(duì)刃口處理工藝的研究,切削時(shí)起著主導(dǎo)作用的部件為鉆頭的主切削刃,刃口形狀設(shè)計(jì)與相關(guān)參數(shù)的優(yōu)化對(duì)工藝性能也具有較大的影響作用。目前鉆頭刃口的常見型號(hào)包括“瀑布型”刃口、圓弧型刃口、斜面型刃口,主要包括鈍化涂層、拋光等處理方式[1]。
目前市場(chǎng)上使用的常見刀具材料為涂層刀具,能夠有效解決刀具使用過程中的一些常見問題,包括耐磨性、韌性、硬度、強(qiáng)度等之間的矛盾關(guān)系。涂層刀具在目前市場(chǎng)上占據(jù)了90%以上的比例,涂層刀具對(duì)于一些硬質(zhì)合金以及高速鋼刀具基體運(yùn)用較為廣泛,其中運(yùn)用的技術(shù)主要包括物理氣相沉積法(PVD)、化學(xué)氣相沉積法(CVD)等相關(guān)技術(shù),TiN、TiC、Al2O3是目前刀具常見的涂層材料,能夠提升刀具的使用效率、加工速率與使用壽命[2]。
A1TiN+Si3N4納米涂層、A1TiN+WCC涂層、富鋁涂層AITiN是作業(yè)過程中的常見涂層,A1TiN涂層上的潤滑性能較為良好,呈現(xiàn)深灰色,具有1000(0.05HV)硬度,摩擦系數(shù)不高,耐黏接摩擦性、潤滑性能較為良好。
2? 刃部處理效果研究
本次研究中運(yùn)用了加工中心 Kistler9272 型測(cè)力儀、DmGHSC75 linear測(cè)力儀,本次研究中運(yùn)用了硬質(zhì)合金鉆頭,采用的是TiCN涂層,具有8mm直徑。
結(jié)合刃部處理方式的不同,分為A1、A2、A3、A4進(jìn)行4次對(duì)比實(shí)驗(yàn),主要是由于刃部處理方式的不同,設(shè)置0.12-0.2mm/r進(jìn)給量、40-120m/min切削速度,設(shè)置22mm切深,工藝處理完成之后涂抹乳化液冷卻。選擇40Cr材料進(jìn)行加工,設(shè)置300HB硬度,進(jìn)行作業(yè)的調(diào)質(zhì)處理。運(yùn)用單因素法進(jìn)行作業(yè),改變進(jìn)給量、改變切削速度對(duì)作業(yè)進(jìn)行對(duì)比實(shí)驗(yàn)。實(shí)驗(yàn)過程中的相關(guān)數(shù)值見表1。
3? 刃部處理工藝與硬質(zhì)合金鉆頭鉆削力關(guān)系分析
3.1 進(jìn)給量與鉆削力的關(guān)系
在切削速度一致的情況下,在進(jìn)給量逐漸增大的情況下,鉆削力也會(huì)隨之而不斷增加。在進(jìn)給量增加的情況下,會(huì)出現(xiàn)切削過程排屑的現(xiàn)象,通過刃口處理的鉆頭粗糙度會(huì)更低,能夠促進(jìn)排屑,改進(jìn)切削過程。但是拋光后會(huì)降低刃口鋒利度,但是影響可以忽略不計(jì)。
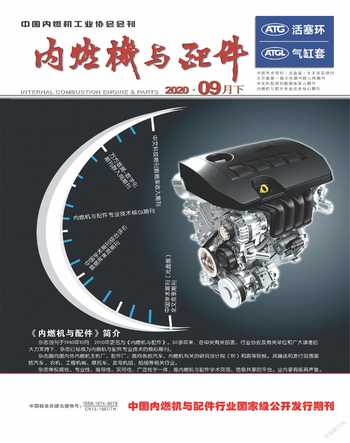
鉆頭作業(yè)過程中產(chǎn)生旋轉(zhuǎn)運(yùn)動(dòng),工件則產(chǎn)生相對(duì)運(yùn)動(dòng),而在作業(yè)過程中仍然存在著部分金屬殘留在加工表面,對(duì)鉆頭的正常運(yùn)行構(gòu)成了一定壓力。鉆頭實(shí)際運(yùn)行過程中,由于自身的結(jié)構(gòu)設(shè)計(jì)特征,在進(jìn)給量逐漸增加的情況下,也增加了排屑的難度,容易和孔壁之間產(chǎn)生擠壓摩擦,綜合這些因素,在作業(yè)進(jìn)行過程中,鉆削力主要表現(xiàn)為線性增長局面。與A4相比,A3的鉆削力較低,其原因之一為,在進(jìn)給量提升的情況下,切削過程容易逐漸出現(xiàn)排屑困難的現(xiàn)象,而拋光處理之后的鉆頭在粗糙度上則較低,能夠促進(jìn)排屑與切削過程[3]。切削力變化趨勢(shì)見圖1。
通過切削力增長的曲率能夠看出,拋光對(duì)切削力會(huì)產(chǎn)生一定的影響,拋光的形成會(huì)在一定程度上改善刀具表面粗糙度,能夠促進(jìn)排屑,可降低切削力。同時(shí)拋光會(huì)促進(jìn)刀具刃口鈍化,能夠提升切削力。但是在應(yīng)用場(chǎng)合不同的情況下,所產(chǎn)生的影響也存在一定差異。TiCN涂層潤滑性能較為良好,能夠優(yōu)化排屑性能。拋光同樣會(huì)一定程度上改善TiCN涂層刀具表面粗糙度,促進(jìn)排屑,降低切削力。同時(shí)也促進(jìn)了拋光鈍化,提升了切削力,隨著應(yīng)用場(chǎng)合的差異,影響也不同。
在單位時(shí)間內(nèi)材料去除量逐漸增加的情況下,會(huì)降低表面粗糙度,從而改善鉆頭排屑性能,在進(jìn)給量增大的情況下,不拋光鉆頭、切削力兩者之前的差值會(huì)逐漸增大,且切削力增長斜率存在差異。切削性能主要受到表面粗糙度的影響。
在逐漸增加的情況下,涂層鉆頭使用過程中,在拋光后能夠達(dá)到更大的鉆頭切削力。TiCN涂層鉆頭作業(yè)過程中能夠提升其中的潤滑性能,由此而構(gòu)成良好的過渡層,因此能夠得到基本一致的鉆頭排屑性能。拋光后會(huì)影響涂層鉆頭的鋒利度,由此提升了切削力。微觀幾何結(jié)構(gòu)變化等鉆頭本身的物理因素會(huì)影響切削力。對(duì)比不拋光與拋光兩種的處理方式下達(dá)到一致的切削力增長斜率[4]。
3.2 切削速度與鉆削力的關(guān)系
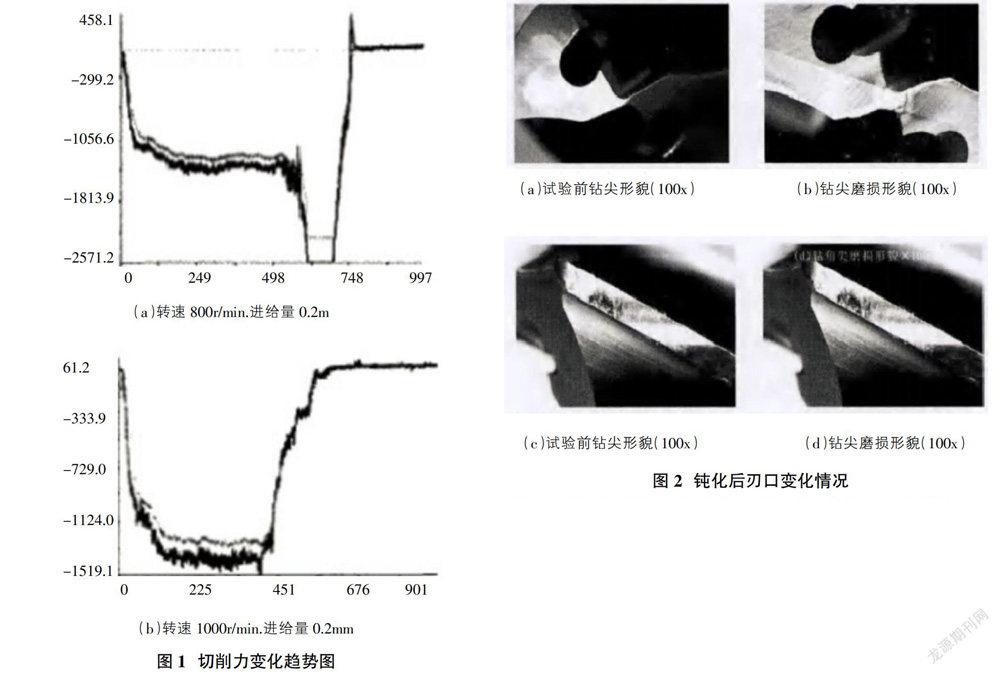
在進(jìn)給量條件一致的情況下,鉆削力呈現(xiàn)出先大后小的局面,40Cr屬于塑性金屬材料,切削時(shí),容易產(chǎn)生積屑瘤,因此在刀具的前角增加的情況下,切削力會(huì)先增大后呈現(xiàn)出減少的規(guī)律。在切削速度增大的情況下,切削溫度會(huì)隨之而升高,會(huì)降低加工金屬的硬度與強(qiáng)度,由此降低了切削力。進(jìn)行鉆削力正交測(cè)試,設(shè)置600r/min主抽轉(zhuǎn)速、800r/min主抽轉(zhuǎn)速、1000r/min主抽轉(zhuǎn)速,采用0.1mm/r進(jìn)給量、0.2mm/r進(jìn)給量、0.3mm/r進(jìn)給量。鉆削轉(zhuǎn)速、鉆削進(jìn)給量是影響鉆削力的重要影響因素,在作業(yè)過程中,最佳的作業(yè)方案為0.1mm/r進(jìn)給量、1000r/min主軸轉(zhuǎn)速。鈍化后刃口變化情況見圖2。
在切削速度增大的情況下,涂層鉆頭鉆削力會(huì)逐漸增大,其重要原因之一為TiCN涂層存在較為良好的潤滑性能,其中并不會(huì)產(chǎn)生積屑、粘刀現(xiàn)象,由此容易使得無涂層鉆頭、切削力變化趨勢(shì)可能存在不一致現(xiàn)象。在一定范圍內(nèi),提升切削速度并不會(huì)對(duì)鉆削過程造成較大的影響。在 80m/min切削速度下對(duì)比涂層鉆頭、無涂層鉆頭等作業(yè)情況,對(duì)比刀具中的每轉(zhuǎn)進(jìn)給量。通過將涂層鉆頭鉆削力、無涂層和鉆頭鉆削力的對(duì)比可見,與無涂層鉆頭相比,涂層鉆頭切削力更低,TiCN涂層潤滑性能較為良好,在一定程度上降低了其切削力[5]。
4? 結(jié)語
無涂層鉆頭作業(yè)過程中,在進(jìn)給量提升時(shí),存在著排屑困難,通過拋光處理的鉆頭在粗糙度表現(xiàn)上表現(xiàn)更低,能夠促進(jìn)排屑工作的順利進(jìn)行,要求采用小于未拋光的鉆頭。TiCN涂層鉆頭作業(yè)過程中,存在一個(gè)過渡層,具有較為良好的潤滑性能,在進(jìn)給量提升的情況下,能夠保持較為良好的排屑性能,但是會(huì)影響涂層鉆頭鋒利度,因此要求切削力比未拋光的鉆頭要大。在切削速度提升的情況下,無涂層鉆頭的鉆削力會(huì)呈現(xiàn)出先增加后降低的局面,而涂層鉆頭的鉆削力則一直增加。在切削作業(yè)進(jìn)行過程中,無涂層鉆頭容易出現(xiàn)粘刀與積屑瘤現(xiàn)象,TiCN涂層在作業(yè)過程中則不會(huì)出現(xiàn)這種現(xiàn)象。此次實(shí)驗(yàn)進(jìn)行過程中,在進(jìn)給量不同的情況下,切削力的變化不夠明顯,在選擇鉆削高硬度材料時(shí)可以選擇此作為參考,可見在一定的范圍內(nèi)提升切削速度不會(huì)對(duì)鉆削過程產(chǎn)生過大的影響。
參考文獻(xiàn):
[1]李鑄宇,王洪陽,宿好陽,等.Application of abrasive electrochemical machining in carbide tool edge honing[J].大連工業(yè)大學(xué)學(xué)報(bào), 2019, 038(002):141-145.
[2]許成陽,王義文,許家忠,等.CFRP加工用內(nèi)排屑鉆頭排屑條件的仿真分析及實(shí)驗(yàn)研究[J].機(jī)械工程學(xué)報(bào),2018.
[3]王華,陳燕,唐文亮,等.PCD與硬質(zhì)合金鉆頭鉆削CFRP/Al疊層材料對(duì)比研究%Comparative Study of Drilling CFRP/Al Stacks with PCD and Carbide Drills[J].機(jī)械制造與自動(dòng)化,2019(001):23-25,54.
[4]王澤誠,解麗靜,高飛農(nóng).高體積分?jǐn)?shù)SiCp/Al復(fù)合材料小孔鉆削的試驗(yàn)研究[J].工具技術(shù),2019(10):18-22.
[5]張高峰,袁雷,孫昊.液氮冷卻對(duì)碳纖維復(fù)合材料鉆削表面完整性的影響[J].表面技術(shù),2019(10):64-71.