非焊接式摩擦擺支座制備工藝及加工研究
2020-09-10 07:22:44左立良
內燃機與配件 2020年18期
左立良
摘要:本文以非焊接式摩擦擺支座項目為例,介紹了支座的生產工藝及過程。優化了滑動板組件的數控加工工藝,保證產品關鍵的球徑尺寸。研究了連接耳板的焊接工藝,保證了焊接的位置精度。介紹了球面不銹鋼成型及車削加工工藝,保證球面不銹鋼的粗糙度和輪廓度及弦長尺寸公差。
關鍵詞:抗震;摩擦擺支座;生產工藝及加工過程
0? 引言
非焊接式摩擦擺支座[1-2],相比同等噸位的鋼阻尼支座有著重量輕、承載力高、阻尼比大等特點。由于它特有的圓弧滑動面還使其具有自復位功能,無需附設阻尼向心機構,通過擺動延長下部結構自振周期,實現隔震功能,在實際應用中更為簡便可靠。加工難點在于尺寸鏈精度的保證、球面球徑尺寸的檢驗數控整體加工,拋光優化,量檢具制作,球面不銹鋼成型及外徑加工的工裝工具設計制作,焊接工裝工具設計制作,加工刀具優化改進,加工參數合理設定,刀具類型的選取,編程加工的參數[3-4]選定等。這些都是影響摩擦擺支座加工尺寸精度、質量、穩定性的關鍵因素。
1? 支座結構組成
非焊接式摩擦擺支座總裝圖見(圖1所示)。主要包括滑動板組件(包括上、下兩組)、球面不銹鋼、活塞等核心零部件組成。
2? 加工工藝難點分析
從產品的圖紙來分析,該產品的加工有以下3大難點:
①加工上、下滑動板曲面時,由于半徑過大且輪廓度精度要求在0.1mm,不能像常規產品直接用游標卡尺來檢驗產品曲面的尺寸,從而不能確定進刀量及機床參數,所以要設計工一套檢具來保證曲面尺寸。
②加工不銹鋼板因不是單純的平板,而是凹凸狀且外徑需求有7度錐度,固不能采用傳統等離子來進行切割加工,加上本身厚度只有3mm,裝夾工裝及加工方法沒有創新,加工程序繁瑣,加工路徑空刀運行時間長,程序操作者自己編制修改性強,未對數控加工程序進行管理,容易出差錯導致質量事故發生。
③上、下滑動板有4處需要焊接耳板,2個為一組,每組位于與M6螺紋孔同中心軸的耳板的兩側,目視外觀不得有任何焊接缺陷和明顯凹凸不平及不美觀現象,焊縫達到II級焊縫要求,并且焊完后得保證底面的平面度小于0.1mm。
3? 專用檢具制作
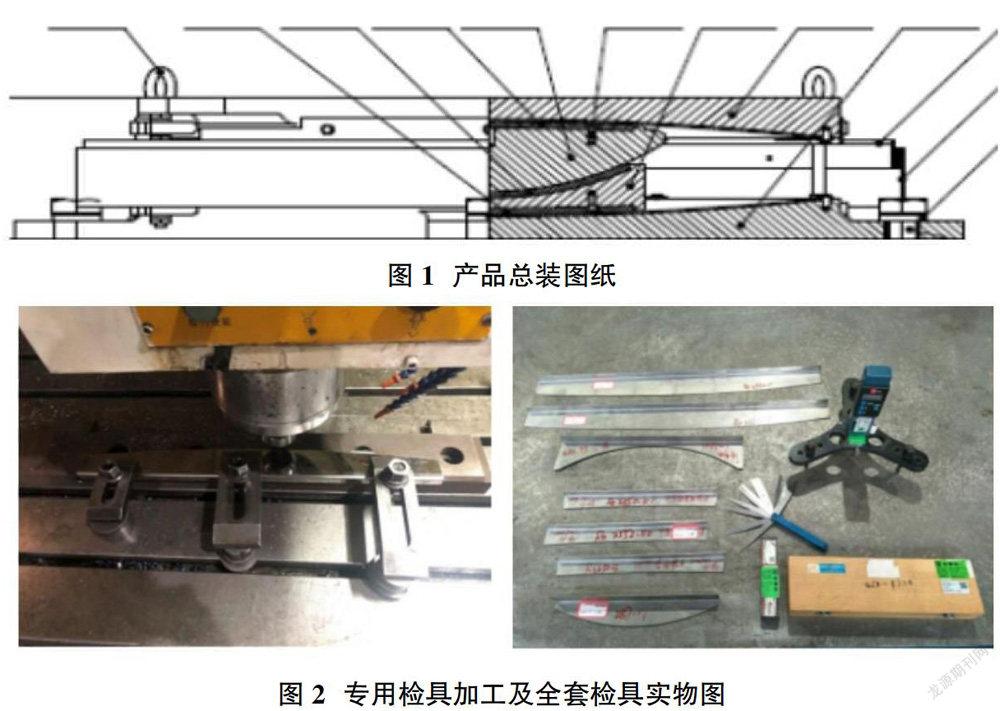
為解決現有技術中存在檢測不方便的缺點,滿足大批量生產中快速高精度檢測的要求,則需要設計制作一批測量圓弧半徑的專用檢具。
測量時將R規的測量面與工件的圓弧完全的緊密地接觸,當測量面與工件的圓弧中間沒有間隙時,工件的圓弧尺寸則為此時的R規的數值。根據產品尺寸要求備料,為防止變形用折彎機折出一個加強筋,再根據產品球面尺寸精度(0/+0.2)mm來確定加工方案。由于線切割加工屬于開放式切入,工作時會在一定程度上破壞材料原本的應力會導致變形而且尺寸還不能保證,故利用加工中心編制程序先用?準25mm合金刀進行粗加工,再用?準10mm合金銑刀進行精加工將圓弧加工到位。三座標檢測所加工的檢具尺寸,檢具制作及制作好的檢具見(圖2所示)。
4? 工裝設計與制作
4.1 不銹鋼加工輔助工裝設計與制作及加工
球面不銹鋼內球面,厚度只有2.5mm,外徑尺寸?準640 mm、輪廓度0.2,加工時不能直接裝夾,而且屬于薄壁工件,容易變形,需要設計制作專用工裝來加工外徑尺寸。
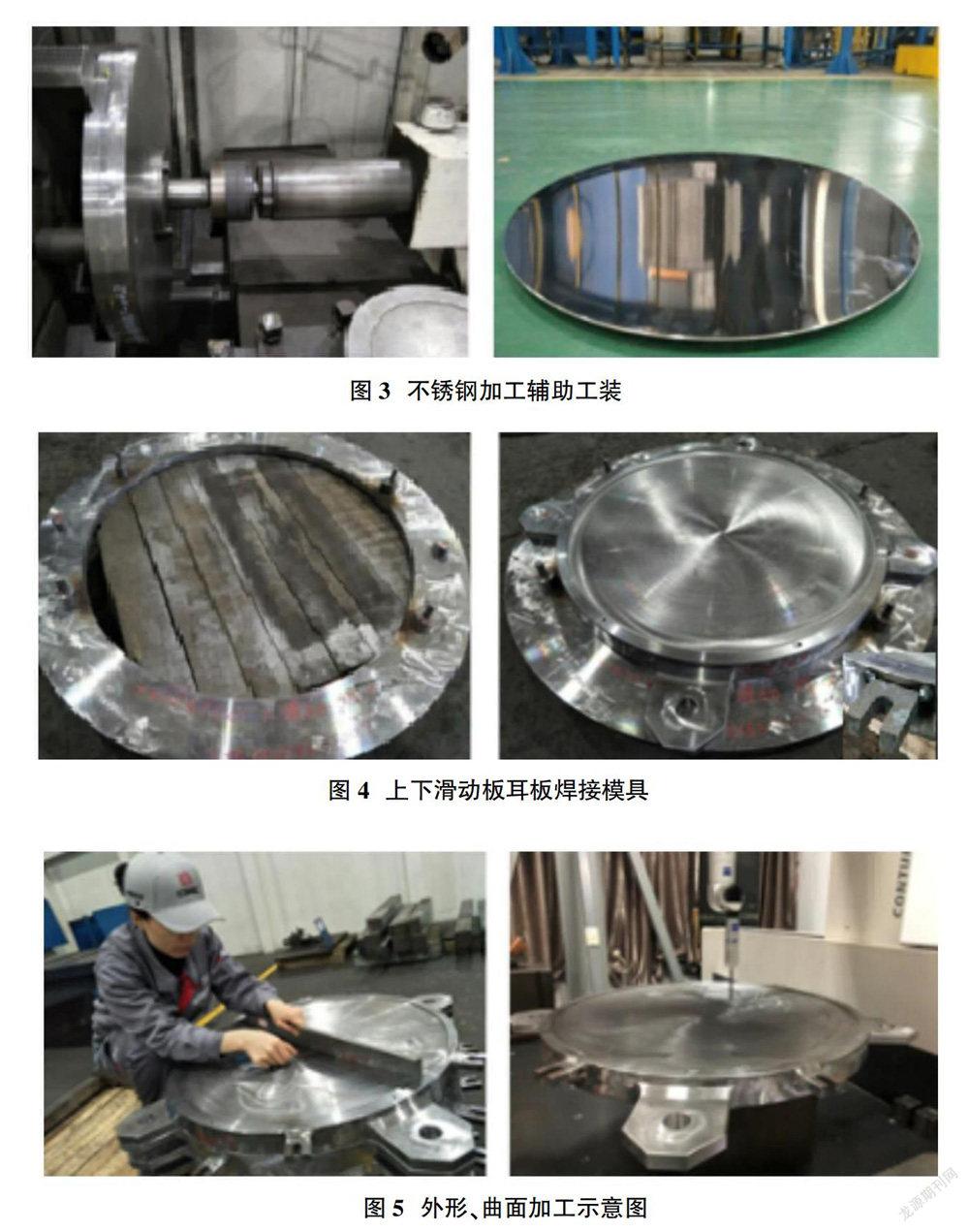
根據圖紙需求球面不銹鋼內球加工一凸模裝夾在四爪卡盤上,球面精度控制在0.05mm內。加工一凹模球面不銹鋼外球用連接固定塊用三個固定規格尺寸螺絲固定,方便于后續品種規格換型通用,固定成整體后與5號錐活動頂尖配合連接成一體見(圖3所示)。
根據球面不銹鋼、外徑尺寸、輪廓度0.2,球面外徑加工選用50數控車床。將成型好的球面不銹鋼放置在凸模與凹模中間位置,利用尾座將凹模移動至與凸模貼緊,不需要行車裝夾,只需要對尾座進行搖進、搖出即可操作者一人裝夾固定。產品加工前,對原有保護膜用紙膠帶進行二次保護,增大不銹鋼在凸模與凹模中間摩擦力。極大減少因打滑劃傷不銹鋼鏡面。因凹模與尾座是連接成一體了,自動保證了球面垂直與自動定中心,在裝夾、裝卸球面不銹鋼產品時只需要拿球面不銹鋼產品進行替換裝夾,操作安全簡單輕快,質量加工合格率99.5%以上。
4.2 焊接工裝設計與制作
焊接耳板時,如果用傳統測量和焊接方式根本無法滿足產品位置公差及技術要求。在批量產品加工的情況下,一般采用夾具或輔助模具來進行配合加工,制作時主要會對制作成本、制作后使用的實用性、制作難度來進行考量,根據分析此產品所要制作的輔助模具符合成本低、實用性高、制作工藝相對簡單。在焊接時注意焊接應力相互抵沖,最大程度避免耳板焊接不平能成功完成產品脫模的過程見(圖4所示)。
5? 外形、曲面加工
由于耳板與外形為非焊接一體式成形,無法進行車加工,選數控機床加工,用壓板裝夾,耳板厚度20加C12加刀具圓角。曲面耳板加工關鍵尺寸精度及位置精度要求難以保證,如:球面輪廓度0.1mm,在裝夾產品前,要考慮到后續加工的可行性及高效加工的便捷,加工時分為粗加工、半精加工、精加工三個階段,其中在加工時耗時最長最制約加工效率的是粗加工。由于加工量大,不能一次到位,需多次進刀加工,故采用75度偏刀再編制宏程序進行加工,這樣就規避了其走刀路徑上的時間浪費,實現高度自動化加工,極大提高加工效率。加工出來的產品三座標檢測各尺寸均能達到圖紙要求見(圖5所示)。
6? 成品組裝
組裝工藝流程如下:
螺紋孔保護→上線拋丸→油漆→清理線下→根據總裝圖紙進行組裝→注意不銹鋼鏡面的保護→噴涂標識→打包發貨見。
7? 結論
通過制作檢具,自主設計制作焊接工裝、鏡面不銹鋼外徑加工工裝及不斷完善優化加工工藝與操作細節等,制作的工裝通過簡單的調整就可以適應不同產品的加工需要,可滿足不同型號產品的重復使用。通過加工工裝的輔助作用及工藝優化大大保證了產品質量和加工效率。
參考文獻:
[1]徐詠.機械設計手冊[M].北京;機械工業出版社,2005,3.
[2]張策.機械原理與機械設計[M].北京;機械工業出版社,2010,5.
[3]楊有君.數控技術[M].北京:機械工業出版社,2005:52-60.
[4]周濟,周艷紅.數控加工技術[M].國防工業出版社,2003:33-37.
[5]顧京.數控機床加工編程與操作[M].北京,機械工業出版社,1999:60-71.