Mn-Mo-Cr系高強鋼藥芯焊絲研制及其力學性能研究
2020-09-10 07:22:44魏文逸裘榮鵬
電焊機 2020年11期
關鍵詞:力學性能
魏文逸 裘榮鵬
摘要:為研制與Q960高強鋼相適應的焊接材料,通過調節Mn-Mo-Cr系高強鋼藥芯焊絲內不同元素配比,分析元素對焊接接頭顯微組織及力學性能的影響機理,確定各元素的最優含量配比。采用正交試驗法,對焊接試樣接頭進行拉伸試驗、沖擊試驗和顯微組織分析。結果表明,綜合考慮焊接接頭的拉伸性能及沖擊性能,焊縫內Mn、Mo、Cr元素含量的最佳配比為:w(Mn)=1.2%,w(Mo)=1.5%,w(Cr)=1.2%。隨著Mn和Mo元素含量的提升,接頭顯微組織由先共析鐵素體向針狀鐵素體及馬氏體和貝氏體轉變。固溶強化和相變強化作用使得焊接接頭的抗拉強度逐漸提升,但斷后延伸率逐步下降。針狀鐵素體含量最大的焊縫具有最優的沖擊韌性。
關鍵詞:高強鋼藥芯焊絲;含量配比;正交試驗法;力學性能;顯微組織
中圖分類號:TG422.3文獻標志碼:A文章編號:1001-2303(2020)11-0124-05
DOI:10.7512/j.issn.1001-2303.2020.11.23
0 前言
高強鋼具有高比強度、高比剛度和高疲勞極限等特點,被廣泛應用于車輛、建筑、石油天然氣輸送等領域[1]。隨著礦山機械、工程機械承受的載荷越來越大,對中厚鋼板的需求越來越多[2],而焊接接頭力學性能低下等問題限制了高強鋼板的廣泛使用[3-4]。目前國內高強鋼焊接材料與國外相比存在一定差距,特別是與Q960高強鋼相配套的焊接材料,焊接接頭普遍存在力學性能低下等缺陷。藥芯焊絲具有適應性強、熔敷效率高、焊縫成形美觀、可進行全位置焊接、綜合成本低等優點。其中,金屬粉芯型藥芯焊絲因其焊接飛濺小、煙塵少、成分易于調節等優點,廣泛用于高強鋼的焊接[5-8]。研究表明,通過調節金屬粉芯中的元素配比可以改善焊接接頭的顯微組織和力學性能。劉政軍等[9]分析了合金元素Ni和Mo對高強鋼金屬粉芯型藥芯焊絲焊接接頭力學性能的影響,得出焊縫金屬中Ni含量的最佳范圍為0.81%~1.22%,Mo的最佳含量為1.52%。武丹等[10]研究了Cr含量對WQ960高強鋼焊接接頭力學性能的影響,結果發現隨著焊縫金屬中Cr含量的增加,焊接接頭的抗拉強度近似呈線性增加,但接頭的塑性和沖擊韌性呈下降趨勢。官春平[11]等研究了Ni元素對600 MPa級高強鋼焊縫組織和性能的影響,發現Ni元素含量的適當提升有利于提高焊縫金屬的低溫韌性。牛犇等[12]研究了B和Ti元素對熔敷金屬強韌性的影響,發現添加適量B元素能夠提升焊縫金屬的強韌性,添加適量Ti元素能夠提升焊縫金屬的耐蝕性能。
然而,上述學者僅研究了單一微量元素的添加對焊縫金屬顯微組織及力學性能的影響,并未全面研究焊縫全金屬元素的配比。對于Q960高強鋼的焊接,焊絲中Mn、Mo、Cr元素可以顯著影響焊接接頭的顯微組織和力學性能。文中采用正交試驗法研究不同配比Mn、Mo、Cr對焊縫金屬微觀組織及焊接接頭力學性能等的影響,最終確定高強鋼藥芯焊絲中合金元素Mn、Mo、Cr的最佳配比。
1 試驗材料及方法
1.1 試驗材料
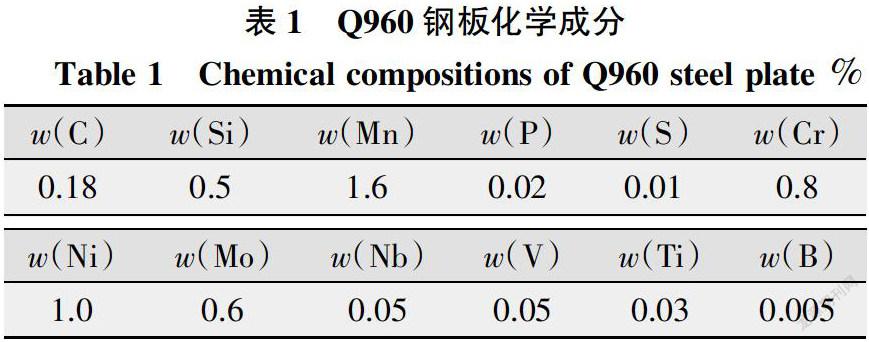
母材試板選用Q960低合金高強鋼板,其化學成分如表1所示。
試驗焊絲的制備采用軋拔法包覆藥芯焊絲,截面為“O”形搭接,直徑1.6 mm。焊絲材料由藥粉及鋼帶外皮兩大部分構成。藥粉合金體系由Mn、Ni、Mo、Cr、Nb、V、Ti和B元素構成,其中Ni、Nb、V、Ti和B元素在試驗中屬于固定成分,在試驗中主要改變Mn、Mo和Cr的添加量,將Fe含量保持在合理范圍內。焊絲鋼帶外皮選用寬度為10 mm、厚度為0.35 mm的低碳鋼鋼帶包裹藥粉。
1.2 試驗方法
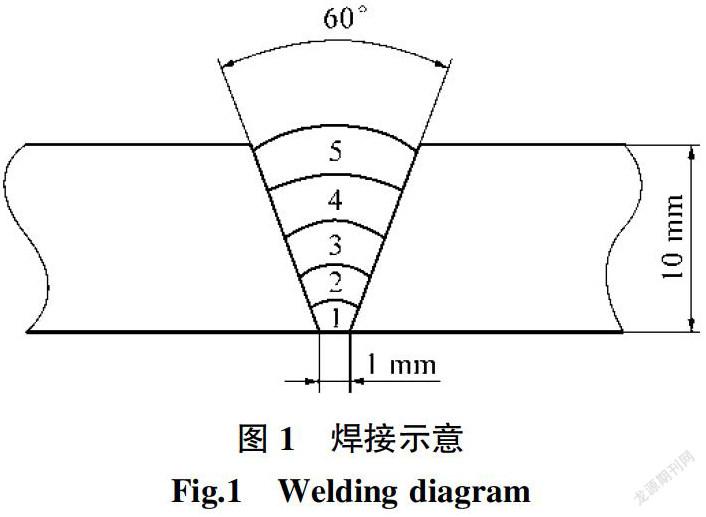
母材的制備選用300 mm×70 mm×10 mm高強鋼試板,開60°V型坡口,焊前用角磨機對坡口兩側30~50 mm范圍進行打磨,去除鐵銹和油污,采取平板對接焊接,始焊端對接間隙為1 mm,終焊端間隙為3 mm。焊接方法采用鎢極氬弧焊,氬氣保護,環境溫度為室溫。焊接電流160~220 A,焊接電壓28~32 V,氬氣流量20 L/min。試板焊接采用多層多道焊,焊接示意如圖1所示,焊后將背面打磨光滑。
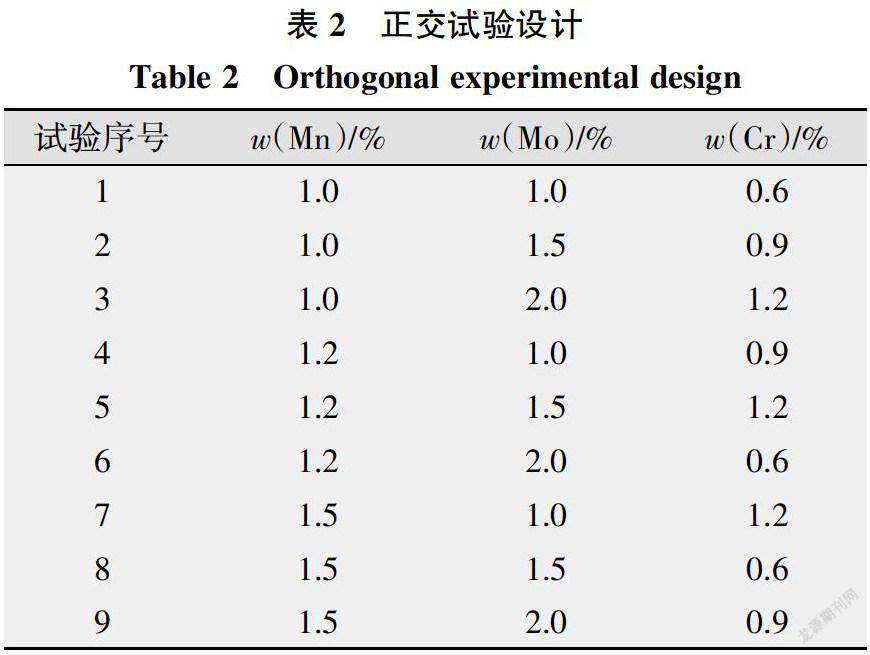
采用正交試驗法探究Mn、Mo、Cr元素對Q960高強鋼焊接接頭組織及性能的影響。設置3個影響因素分別為Mn、Mo和Cr元素在焊縫金屬中的含量(質量分數),通過調節藥粉內合金元素的添加量控制各元素在焊縫內的含量,每個因素設置3個水平,如表2所示。選擇拉伸性能及沖擊性能作為評價指標,研究各元素添加量對焊接接頭力學性能的影響程度,并找出最佳元素配比。
采用尺寸為15 mm×10 mm×10 mm的試樣進行金相試驗,分別使用240 M、600 M、800 M、1 500 M和2 000 M的砂紙進行磨制,采用金相拋光機和粒度W1.5的拋光膏拋光試樣,將4%硝酸+酒精涂抹在觀察面上,腐蝕10~15 s,采用GX41型號金相顯微鏡觀察焊縫及熔合線附近區域。在室溫條件下按《GB/T2651-2008:焊接接頭拉伸試驗方法》標準進行拉伸試驗;按《GBT2650-2008:焊接接頭沖擊試驗方法》標準進行沖擊試驗,試樣厚度5 mm。在焊縫開V型缺口,試驗溫度分別為常溫(25 ℃)、0 ℃、-20 ℃和-40 ℃。
2 結果與討論
2.1 力學性能分析
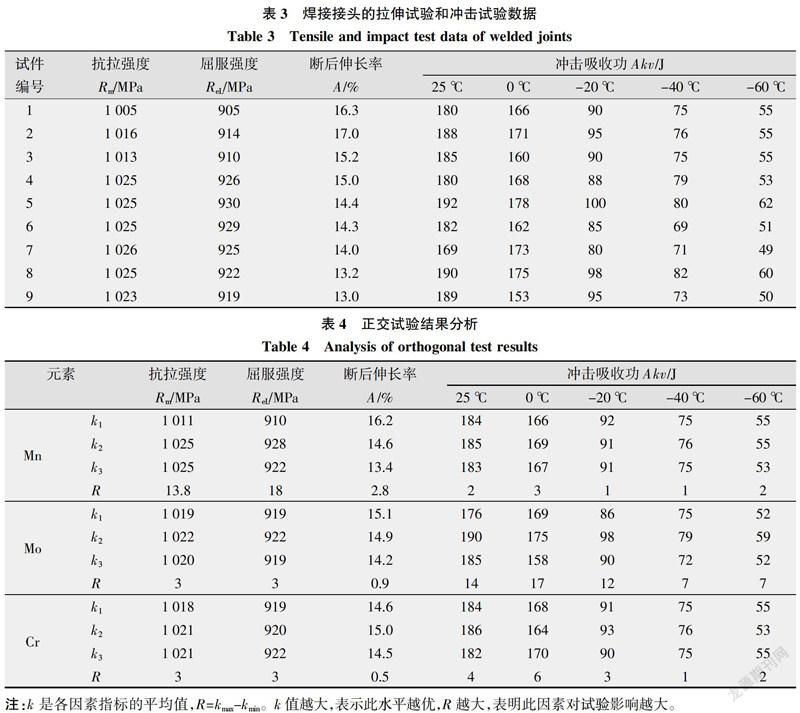
焊接接頭的拉伸、沖擊試驗數據如表3所示。以焊接接頭的抗拉強度、斷后伸長率、沖擊吸收功作為正交試驗的評價指標,運用極差法對正交試驗結果進行分析,結果如表4所示。
由表4可知,Mn的抗拉強度極差值13.8 MPa最大,顯著高于Mo和Cr的抗拉強度極差值3 MPa,這說明Mn元素含量對抗拉強度的影響最大,而Mo和Cr元素對抗拉強度幾乎沒有影響。由此可知,元素添加量對焊接接頭抗拉強度的影響程度的順序為:Mn>Cr=Mo,且隨著Mn元素含量的增加,焊接接頭的抗拉強度呈現上升趨勢,最大抗拉強度對應的元素組合為:Mn1.5Mo1.0Cr1.2,即Mn含量為1.5%,Mo含量為1.0%,Cr含量為1.2%。同樣可以看出,Mn元素也是焊接接頭屈服強度的最主要影響因素,而Mo和Cr元素對焊接接頭屈服強度的影響不大。還可以看出,Mn元素是影響焊接接頭斷后伸長率的最主要因素,隨著Mn元素在焊縫內含量的提升,焊接接頭斷后延伸率呈下降趨勢,各元素對焊接接頭斷后伸長率的影響排序為:Mn>Cr>Mo,最大斷后延伸率對應的元素組合為:Mn1.0Mo1.0Cr0.6。
分別在25 ℃、0 ℃、-20 ℃、-40 ℃和-60 ℃下進行沖擊韌性試驗。分析各元素對焊接接頭沖擊吸收功的影響可知,在不同溫度條件下,Mo元素對焊接接頭沖擊吸收功的影響均顯著高于Mn和Cr元素,且當Mo元素含量處于中等水平時,焊接接頭的沖擊吸收功達到最大。三種元素對焊接接頭沖擊吸收功的影響順序為:Mo>Cr>Mn,最高沖擊吸收功所對應的元素組合為Mn1.2Mo1.5Cr1.2。
綜合比較各組元素配比下焊接接頭的抗拉性能及沖擊性能,發現當Mn含量為1.2%,Mo含量為1.5%,Cr含量為1.2%時,焊接接頭在獲得較高的抗拉強度及屈服強度的同時,具有較高的斷后伸長率及最高的沖擊韌性,即在此元素配比下,焊縫兼具優良的強度及韌性。因此,焊縫內Mn、Mo、Cr元素含量最優配比為:Mn1.2Mo1.5Cr1.2。
2.2 顯微組織分析
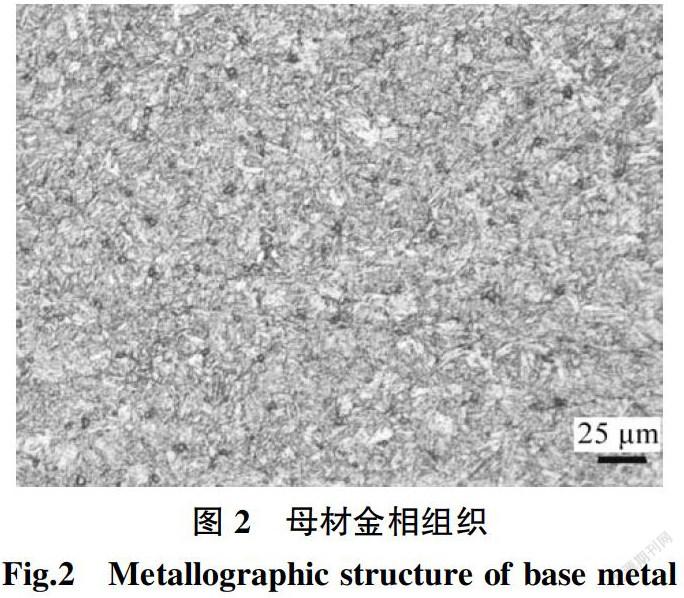
母材金相組織如圖2所示,以馬氏體為主,含有少量的鐵素體。
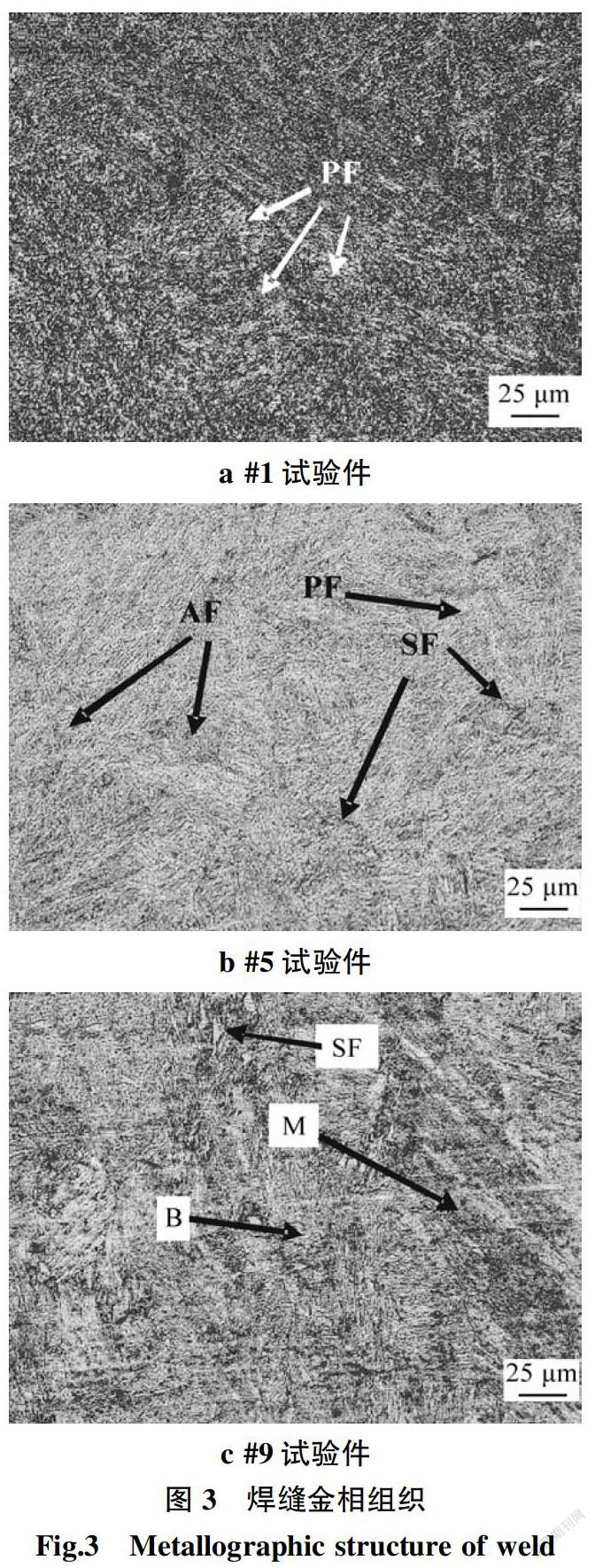
對不同強度及韌性的焊接接頭進行金相組織分析,所對應的試驗件序號分別為#1、#5和#9。由上述正交試驗分析結果可知,Mn和Mo元素分別是影響焊接接頭拉伸性能和沖擊韌性的最重要因素,因此焊縫顯微組織的演變主要通過Mn和Mo含量變化的影響進行揭示。由表4可知,由試樣#1,#5到#9的順序,焊縫內Mn和Mo元素含量均逐漸增加。#1試樣焊縫內Mn和Mo元素含量較低時,焊縫內組織主要為先共析鐵素體(PF),如圖3a所示。由于Mn及Mo元素均有抑制先共析鐵素體并促進針狀鐵素體形成的作用[13],因此隨著焊縫內Mn和Mo元素含量的增加,#5試樣焊縫內先共析鐵素體(PF)的含量下降,同時出現側板條鐵素體(SF)和針狀鐵素體(AF),且針狀鐵素體含量顯著提升,如圖3b所示。隨著焊縫內Mn元素含量的繼續增加,焊縫內開始出現馬氏體,并促進了貝氏體(B)的形成,因此具有最高Mn元素含量的#9試樣焊縫內出現馬氏體及貝氏體組織,如圖3c所示。
分析焊接接頭的拉伸性能可知,隨著焊縫內Mn和Mo元素含量的增加,兩種元素在焊縫內的固溶強化以及馬氏體和貝氏體等組織的相變強化機制[14]使得焊接接頭的強度提升,但犧牲了焊接接頭的塑性,即焊接接頭的抗拉強度升高,但斷后延伸率下降。然而對于焊接接頭的沖擊吸收功,由于針狀鐵素體具有提高焊縫金屬沖擊韌性的作用[15],尤其是低溫沖擊韌性,因此具有大量針狀鐵素體的#5試樣焊縫組織的沖擊吸收功最高。
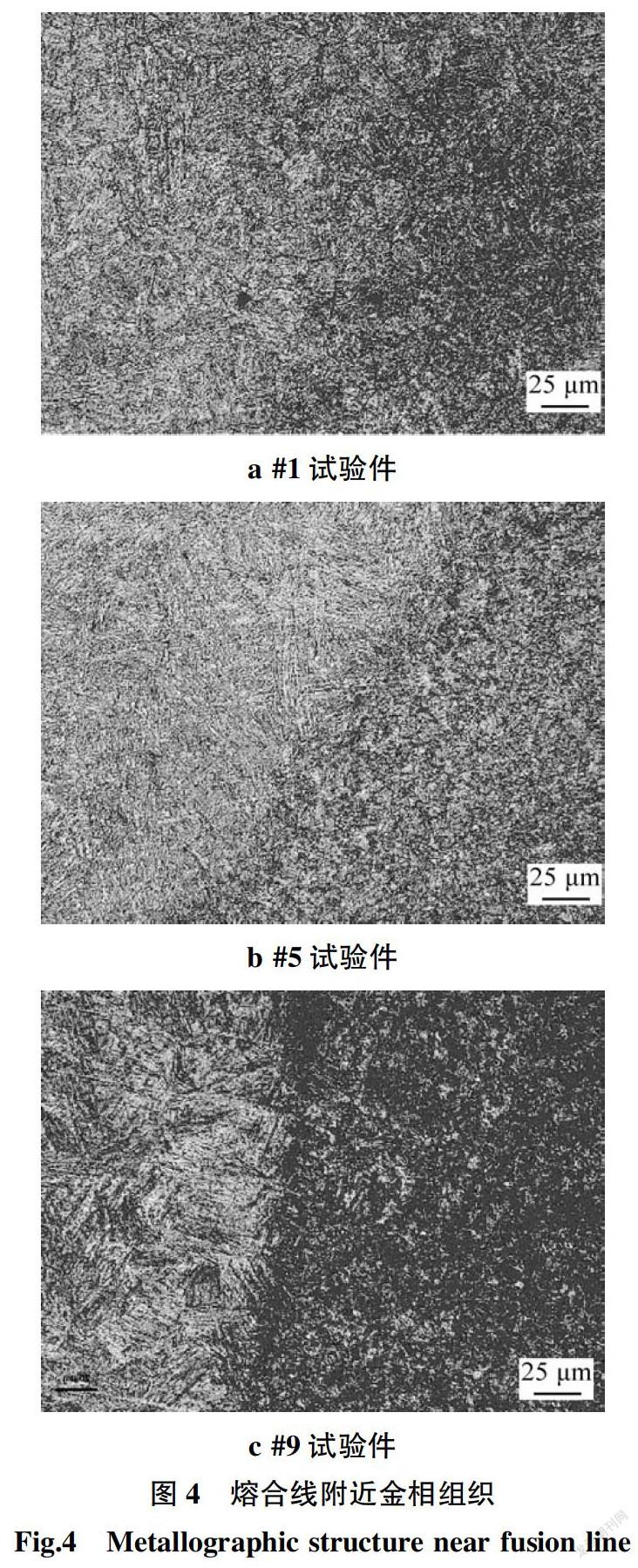
#1、#5和#9試件熔合線附近組織形貌如圖4所示,隨著焊縫內Mn和Mo元素含量的增加,焊接接頭的熔合區界限逐漸分明。不同于焊縫中心部分和母材組織,不同元素含量對應試樣的熱影響區組織均為鐵素體和珠光體的混合組織。
3 結論
文中主要研究Mn-Mo-Cr系高強鋼藥芯焊絲不同元素的成分配比對焊接接頭組織和性能的影響規律,并獲取了Mn-Mo-Cr系高強鋼藥芯焊絲最優合金成分配比,主要結論如下:
(1)通過正交試驗分析,綜合考慮焊接接頭的拉伸性能及沖擊性能,得出焊縫內Mn、Mo、Cr元素含量的最佳配比為:Mn含量為1.2%,Mo含量為1.5%,Cr含量為1.2%
(2)各元素添加對焊接接頭抗拉強度的影響程度強弱為:Mn>Mo=Cr;各元素添加對焊接接頭斷后伸長率影響作用的大小順序為:Mn>Cr>Mo;對沖擊吸收功的影響順序為:Mo>Cr>Mn。
(3)隨著焊縫內Mn元素含量的提升,焊縫內顯微組織由先共析鐵素體向針狀鐵素體及馬氏體和貝氏體轉變,固溶強化和相變強化作用使得焊接接頭的抗拉強度逐漸提升,但斷后延伸率逐步下降。針狀鐵素體含量最大的焊縫的沖擊韌性最優。
參考文獻:
[1] Ping L,Hui G G,Lu G X,et al. Charpy impact properties of grain boundary allotriomorphic ferrite and granular bainite duplex microstructure[J]. Advanced Materials Research Vols,2014(1014-1015):1236-1244.
[2] 騰長岺,張少棠. 低合金高強度鋼[M]. 北京:中國質檢出版社,2011.
[3] 張元杰,彭云,馬成勇,等. Q890 高強鋼焊接淬硬傾向和冷裂紋敏感性[J]. 焊接學報,2013,34(6):53-56.
[4] Shim D H,Taekyung L,Junmo L,et al. Increased resistance to hydrogen embrittlement in high-strength steels compo-sed of granular bainite[J]. Materials Science & Engineering A,2017(700):473-480.
[5] 裘榮鵬,武丹. 保護氣體中氧氣含量對低合金高強鋼熔敷金屬組織和力學性能的影響[J]. 熱加工工藝,2016,45(23):52-55,59.
[6] 裘榮鵬. 保護氣對奧氏體不銹鋼藥芯焊絲弧焊接頭性能的影響[J]. 兵器材料科學與工程,2016,39(4):53-57.
[7] 劉西洋,楊淼森,徐鍇,等. 激光介入不銹鋼自保護藥芯焊絲MAG電弧堆焊熔滴受力分析[J]. 焊接學報,2019,40(9):65-70,164.
[8] 朱師琦,卜智翔,鮑升凱,等. GMAW焊接工藝因素對E501T-1型藥芯焊絲發塵率的影響[J]. 焊接,2019(5):57-61,68.
[9] 劉政軍,裘榮鵬,武丹,等. 合金元素Ni和Mo對高強鋼金屬粉芯型藥芯焊絲焊接接頭力學性能的影響[J]. 熱加工工藝,2017,46(19):59-62.
[10] 武丹,劉政軍,裘榮鵬,等. 藥芯焊絲中Cr含量對WQ960高強鋼焊接接頭力學性能的影響[J]. 熱加工工藝,2018,47(15):43-46,51.
[11] 官春平. Ni對600 MPa級高強鋼焊縫組織和性能的影響[J]. 電焊機,2017,47(11):120-124.
[12] 牛犇. 微量元素對焊縫金屬組織及性能的影響研究[D].云南:昆明理工大學,2016.
[13] Farrar R A,Harrison P L. Acicular ferrite in carbon-ma-nganese weld metals:an overview[J]. Journal of Materials Set,1987,22(12):3812-3820.
[14] 戰國鋒,劉繼雄,劉文斌. Mn元素對9Ni鋼組織及力學性能的影響[J]. 金屬熱處理,2016,41(3):180-183.
[15] 孔紅雨,朱官朋,曾志偉,等. 藥芯焊絲Mo含量對低合金鋼焊縫金屬性能影響[J]. 材料開發與應用,2017,32(2):18-22.
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
中國鑄造裝備與技術(2017年3期)2017-06-21 11:33:46
中國塑料(2016年6期)2016-06-27 06:34:16
西安工程大學學報(2016年2期)2016-06-05 12:25:17
中國塑料(2015年12期)2015-10-16 00:57:14
中國塑料(2015年9期)2015-10-14 01:12:26
中國塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53