二沖程發動機氣缸珩磨工藝探討
2020-09-10 02:24:15李嘉俊
內燃機與配件 2020年14期
李嘉俊



摘要:二沖程發動機結構雖然簡單,但二沖程發動機的氣缸工藝卻比較復雜,二沖程發動機氣缸一般是用鋁合金壓鑄而成,為了提高壽命,會在氣缸內壁鍍上一層金屬鍍層,金屬鍍層鍍上之后需要進行珩磨加工,使得氣缸內徑以及形狀公差符合相關尺寸要求。本文將對二沖程發動機氣缸珩磨工藝做一個分析。
關鍵詞:二沖程發動機;氣缸;珩磨
1 ?二沖程發動機氣缸的特點
圖1為某二沖程發動機氣缸的剖面圖,從圖片中可以看出氣缸形狀比較復雜,氣缸頂部有火花塞孔,氣缸壁上會開有進排氣口以及掃氣道,氣缸表面有散熱葉片,可以用來散熱,另外氣缸內孔屬于盲孔。
2 ?二沖程發動機氣缸內壁電鍍
出于減輕重量和提高性能的目的,二沖程發動機的氣缸一般是用鋁合金壓鑄而成,但鋁合金的強度較低,很難適應二沖程發動機高強度的工作工況,如果直接使用,二沖程發動機的壽命將會很低,因此為提高二沖程發動機的壽命,通常會在氣缸內壁鍍上一層金屬鍍層,目前常見的金屬鍍層為硬鉻、陶瓷等。
氣缸在壓鑄出來后,首先會進行CNC機加工,保證缸孔形狀和尺寸精度,這是為了電鍍涂層時不會出現缸孔變形或者垂直度不符合要求。二沖程氣缸內壁電鍍特點如圖2所示。
從圖2中可以看出,鍍層在上部和底部都有一個加厚,這是由于氣缸頂部有直角位,以及口部位置有掃氣道的原因,這兩處位置使得電極棒會放電不均勻,造成這兩個位置鍍層太薄或者不均勻,因此在這兩個位置需要適當把電極加大,增加鍍層加厚,保證進行珩磨工藝時可以順利加工。電鍍后鍍層測量如圖3所示。
3 ?二沖程發動機珩磨工藝特點
珩磨工藝是一種特殊的磨削工藝,是用鑲嵌在珩磨頭上的油石對氣缸內孔表面進行精度加工。珩磨頭與氣缸內孔的接觸面積較大,因此加工效率非常高。二沖程發動機氣缸的珩磨工藝主要有兩大特點,珩磨頭設計以及磨削速度設計。
3.1 珩磨頭設計
珩磨頭是珩磨加工的刀具,將表面有鋒利磨粒的油石,如圖4所示,按照氣缸電鍍的特點布置在珩磨頭上,然后對缸孔表面實施加工。二沖程發動機珩磨頭的形式一般會使用兩片瓦形式,如圖5所示,這是因為二沖程氣缸內部多有開孔和溝槽所致,但是這種形式的珩磨頭會導致珩磨油石的損耗增加。
另外由于二沖程氣缸的特殊性,所以油石的排列需要特殊安排。如圖6所示。
從圖6中可以看出中部位置油石設置較少,這是因為中部位置,油石往復運動,可以均勻經過,而且中部電鍍層不會太厚,不需要設置過多。在上部和下部都有增加油石,一般下部會比上部設置多一點油石,這是因為上部位置雖然加厚,但需要珩磨的位置相對較少,因為上部位置有掃氣道。在下部需要設置最多油石,這是因為氣缸底部位置突臺較高,加上是盲孔,珩磨頭沒法完全通過,所以磨石的數量要設置最多,并且還需要預設底部停留時間,彌補底部加厚但珩磨時間太短的問題,以保證珩磨氣缸圓柱度。
3.2 磨削速度設計
二沖程氣缸珩磨加工一般分為粗珩和精珩兩個階段,粗珩階段珩磨頭快速進給,磨去大部分余量,修正內徑尺寸誤差,精珩階段主要是使內徑達到公差范圍,確保缸孔的圓度、圓柱度,并形成表面珩磨網紋。
珩磨頭表面分布多條珩磨條,磨條在孔壁上的切削軌跡由于每分鐘的往復和旋轉速度不一樣,所以是不會重復的,如此多次往復運動,在工件表面形成均勻珩磨網紋。珩磨網紋的夾角與珩磨頭的往復速度及旋轉速度有關。有研究表明,珩磨網紋夾角在25~55°時發動機的油膜穩定性最好。一般二沖程氣缸珩磨頭的轉速設定為120~200rpm,往復運動的速度一般為10000~15000mm/min。
4 ?精度與測量
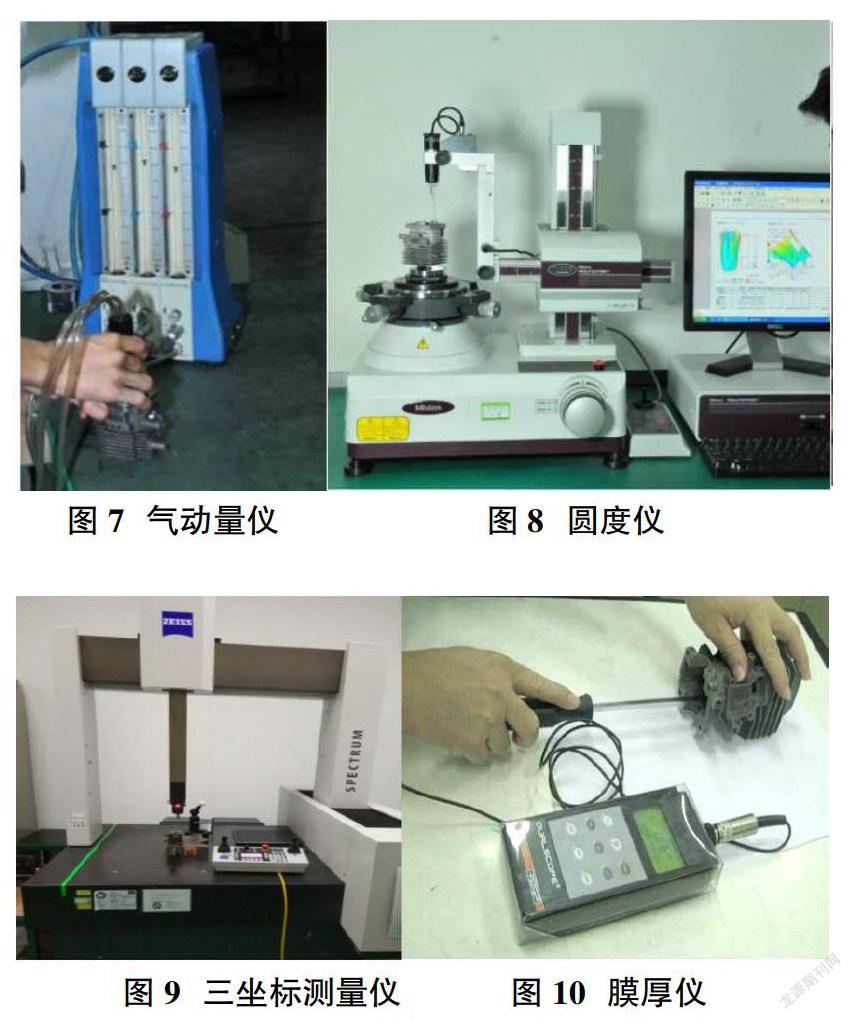
在生產過程中,二沖程氣缸的測量一般會分為內徑尺寸測量、形狀公差(圓度、圓柱度、垂直度)以及鍍層厚度的測量,在加工過程中,為了能夠快速進行尺寸的確認,一般會采用氣動量儀進行測量,氣動量儀能夠快速準確對氣缸內徑進行測量,測量一般是三個位置:頂部、中部和口部,頂部一般是測量加厚位置確保是否有珩磨到位,中部一般是測量進排氣口附近位置,口部一般是測量距離口部約5mm位置。通過三個位置的對比也可以用來確定缸孔的形狀。如圖7。
氣缸的圓度和圓柱度一般會用圓度儀進行測量,圓度儀能夠描述氣缸的任何位置的內圓形狀,可以確認缸孔是否有變形。如圖8。
垂直度一般是用三坐標測量儀進行測量,三坐標測量儀是一個功能十分強大而且準確性高的高精密儀器,根據設定的程序,可以進行不同的尺寸、位置公差、形狀公差等的測量。如圖9。
鍍層厚度可用膜厚儀進行測量,如圖10。
5 ?總結
二沖程發動機氣缸是二沖程發動機的核心部件,珩磨加工是保證氣缸質量的重要工序,珩磨加工是否良好,對于二沖程發動機的壽命起著關鍵作用。
參考文獻:
[1]崔宇.汽車發動機缸孔珩磨質量研究[D].山東大學,2018.
[2]葉宗茂.發動機氣缸體缸孔圓柱度三坐標測量方案[J].汽車工藝師,2015(3):36-39.
[3]韓昌滿.缸孔珩磨工藝的發展與應用[D].哈爾濱工程大學,2006.
