激光標線儀校準方法的探討
2020-09-18 09:47:30金挺梁琦王瑛輝
計測技術 2020年4期
金挺,梁琦,王瑛輝
(1.浙江省計量科學研究院,浙江杭州310018;2.廣西壯族自治區計量檢測研究院,廣西南寧530007)
0 引言
激光標線儀又稱為激光投線儀或激光墨線儀,是一種可以提供水平標線和鉛垂標線的激光儀器,可代替傳統的水平管、鉛錘球、墨線等,應用于建筑施工、裝飾裝潢等領域。隨著我國經濟建設的快速發展,各類精度高、方便實用的小型測量工具越來越被廣大用戶所接受。手持式激光測距儀、激光掃平儀、激光垂準儀、激光標線儀等均屬于近幾年新興的實用測量工具,在國內外建筑和裝飾工程中被廣泛采用。目前國內有一部分計量技術機構和科研院校的專業技術人員對激光標線儀檢測方法進行了一定的研究,但由于在計量參數的選擇、校準裝置的設計和測量方法等方面存在一定的差異[1-5],導致目前國內還沒有形成統一的計量規范。本文針對這種情況,結合激光標線儀在制造和應用過程中的技術特性,提出了獨立的觀點及解決方法。
1 激光標線儀工作原理
如圖1所示,激光標線儀的工作原理:半導體激光器發出的光束垂直照射到柱狀透鏡上,出射后將得到一個與柱狀透鏡垂直的扇形平面,該扇形平面照射到平面上將得到一條激光直線。柱狀透鏡鉛垂放置,將得到水平的激光線,柱狀透鏡水平放置,將得到鉛垂的激光線[6-7],如圖2所示。
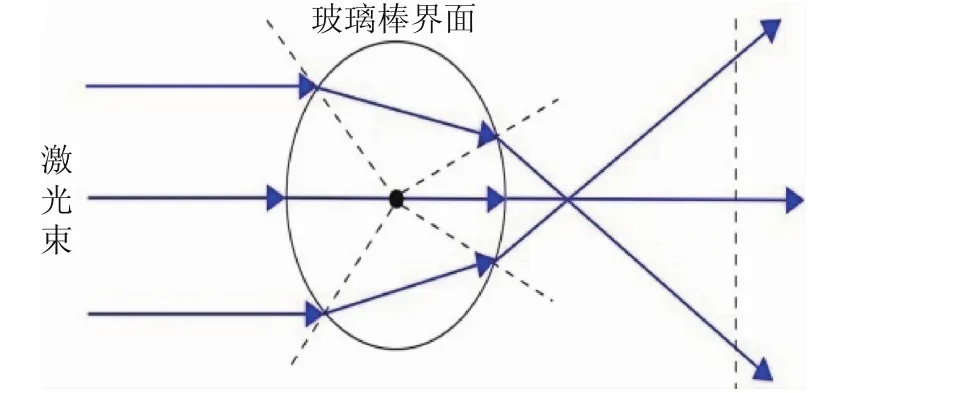
圖1 激光標線儀工作原理圖
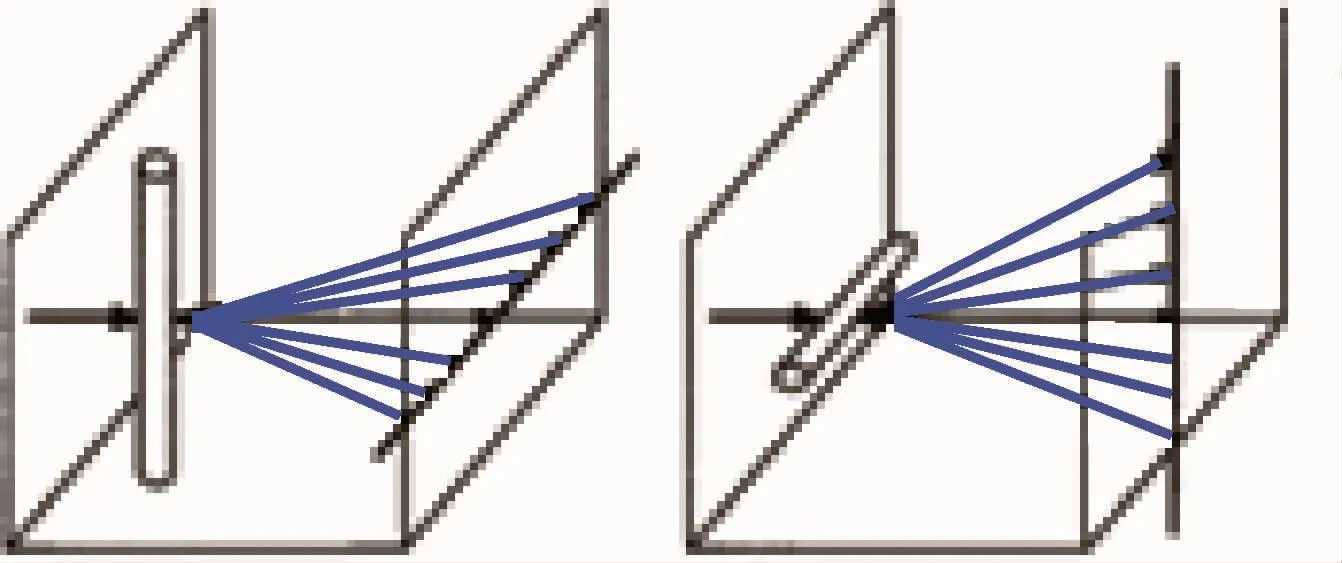
圖2 激光標線儀投影線示意圖
2 激光標線儀發展現狀
我國是全球激光標線儀最大的生產制造基地,國內外市場占比超過百分之九十。激光標線儀種類繁多,根據應用場合和測量對象的不同其結構功能設計也有所不同,主要有以下幾種類別:
1)按照產品安平結構可分為重力擺結構和電子自動安平結構兩種形式;
2)按照產品激光線條數可分為1V1H,2V1H,3V1H,4V1H,4V2H,4V3H,4V4H等系列(其中,V代表垂直激光線,H代表水平激光線);
3)按照激光顏色可分為紅光和綠光兩種;
4)按照激光線的張角可分為120°和360°等,如水平激光線張角為360°,垂直激光線張角為120°時,可分為1V360°H,2V360°H,3V360°H,4V360°H;當激光線張角均為360°時,一般只有3D,2D兩種儀器,3D為兩個互相垂直的鉛垂面和一個水平面,2D為一個鉛垂面和一個水平面。
3 校準方法
根據激光標線儀的工作原理,可將其主要計量特性分為“水平激光線誤差”,“水平激光線近、遠端傾斜誤差”,“水平激光線補償誤差”,“垂直激光線誤差”,“垂直激光線間的正交誤差”,“下對點誤差”,“天頂點誤差”等。其中“下對點誤差”和“天頂點誤差”的校準方法相對簡單,與經緯儀和垂準儀的校準方法相近,因此在本文中暫不作介紹。
3.1 校準裝置的設計
由于激光標線儀具有水平激光線和垂直激光線相關參數,因此要求其校準裝置在水平方向和垂直方向上均能進行測量。
水平激光線校準裝置如圖3所示。考慮到工作距離L2引入的激光線寬和讀數分辨力等因素對測量結果的影響,建議在工作距離5~10 m處安放遠點直角坐標板2,3,4,另外在距離工作臺軸心L1=0.5~1 m處安放一個近點直角坐標板1,用于測量水平激光線近、遠端傾斜誤差。考慮到激光線的張角,一般要求直角坐標板2,4與直角坐標板3之間的夾角ω為30°~60°,建議設計為45°。同時要求所有直角坐標板的原點等高,并且確保所有直角坐標板的原點處于同一水平面內。
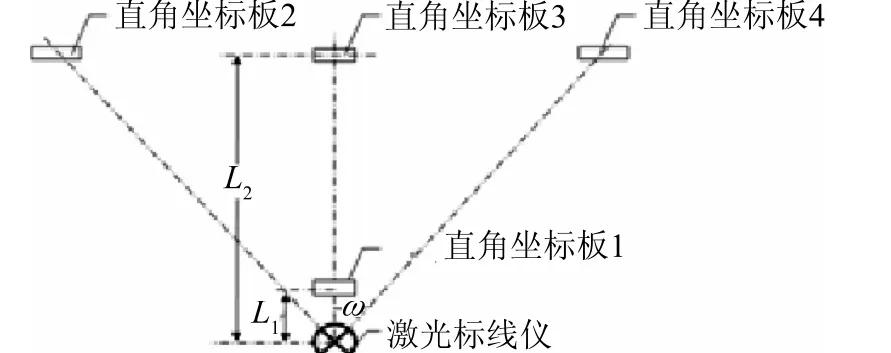
圖3 水平激光線誤差校準裝置示意圖
垂直激光線校準裝置如圖4所示。其工作距離L以及直角坐標板1,3與直角坐標板2之間的夾角ω的選取與水平激光線校準裝置一致,建議取L=5~10 m,ω=45°。由于標線儀垂直激光線發射筒軸線與水平面間存在一個向上的傾角θ(約為15°~35°),因此在設計安裝時要求直角坐標板2與水平面間的夾角為θ。同時要求所有直角坐標板的原點均處于同一個平面內,并且該平面與水平面垂直。
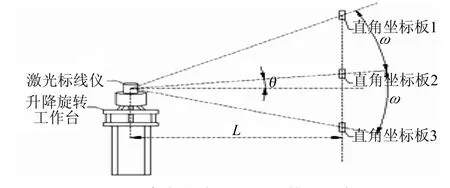
圖4 垂直激光線誤差校準裝置示意圖
3.2 誤差來源分析及測量方法
3.2.1 水平激光線誤差
水平激光線誤差是指激光標線儀所發出的水平激光扇形面在鉛垂面上的投影線偏離水平線的最大夾角。
依照圖3所示,將被檢儀器放置在工作臺上,調平工作臺并整平儀器,使被檢儀器的水平激光線的中間部分照準近點直角坐標板1的原點。待激光穩定后,讀取激光線在每個直角坐標板上的讀數Δi(i=1,2,3,4)。重新安置儀器,并按上述方法重復測量三次,分別計算直角坐標板1,2,3,4上的讀數平均值(單位為mm),然后將遠點直角坐標板3與被檢儀器中心的距離 L2(單位為 mm)代入公式(1)[8],換算得到10 m位置的偏差值,即為水平激光線誤差Δ平,單位為mm。

升降工作臺,調整儀器高度,依次校準其它水平激光線。
3.2.2 水平激光線近、遠端傾斜誤差
水平激光線近、遠端傾斜誤差是指激光標線儀所發出的水平激光扇形面與水平面間的夾角。該誤差的測量原理與水準儀i角誤差的測量原理類似。
依照圖3所示,按3.2.1的方法進行測量,水平激光線近、遠端傾斜誤差δ。

3.2.3 水平激光線補償誤差
水平激光線補償誤差是指在激光標線儀補償范圍內,標線儀發生傾斜時水平激光線近、遠端傾斜誤差的變化量。
將標線儀分別右傾、左傾、后傾、前傾2.5°,依照3.2.2的方法分別測出各方向傾斜時的水平激光線近、遠端傾斜誤差δR,δL,δB,δF,取其與標線儀水平安置時的水平激光線近、遠端傾斜誤差δ差值絕對值的最大值作為測量結果。
3.2.4 垂直激光線誤差
垂直激光線誤差是指激光標線儀所發出的垂直激光扇形面在鉛垂面上的投影線偏離鉛垂線的最大夾角。
依照圖4所示,將被檢儀器放置在工作臺上,調平工作臺并整平儀器,使被檢儀器的垂直激光線照準直角坐標板2的原點。待激光穩定后,讀取激光線在每個直角坐標板上的讀數Δi(i=1,2,3)。重新安置儀器,按上述方法重復測量三次,分別計算直角坐標板1,3的讀數平均值對應直角坐標板2與被檢儀器中心的距離L,按照公式(3)換算到10 m位置的偏差值,即為垂直激光線誤差Δ垂。

旋轉儀器,依次校準其它垂直激光線。
3.2.5 垂直激光線間的正交誤差
垂直激光線間的正交誤差是指相鄰垂直激光扇形面間的夾角與90°的差值。
依照圖4所示,將被檢儀器放置在旋轉工作臺上,整平儀器,將一條垂直激光線照準直角坐標板1的原點,讀取相鄰激光線在另一直角坐標板3上的讀數。重新安置儀器,按上述方法重復測量三次,計算平均值,對應直角坐標板2與被檢儀器中心的距離L,換算得到10 m位置的偏差值,作為垂直激光線間的正交誤差。
4 不確定度分析
本文以水平激光線誤差為例進行不確定度評定,垂直激光線誤差的來源和不確定度評定方法與水平激光線誤差基本相同。
4.1 數學模型
水平激光線誤差按照公式(1)計算,當取距離L2=10 m,公式(1)可簡化為

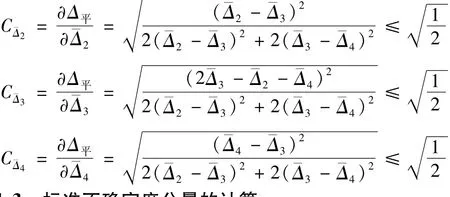
4.2 方差和靈敏系數
依據方差公式

可得

由公式(4)可得
4.3 標準不確定度分量的計算
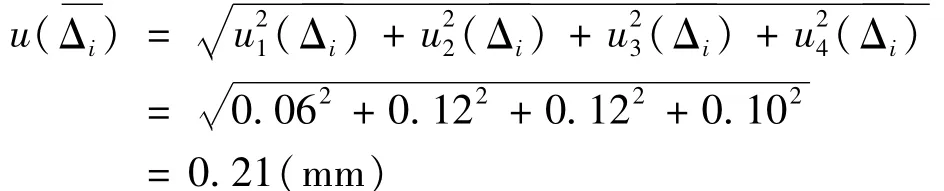
各直角坐標板上被測激光線的測量讀數引入的不確定度分量 u(Δi)
4.3.1 直角坐標板的誤差引入的不確定度分量u1(ˉΔi)
直角坐標板的刻線間距誤差在±0.1 mm以內,作均勻分布處理,則

4.3.2 測量重復性引入的不確定度分量u2(ˉΔi)
由激光線寬和讀數誤差等因素引入的不確定度分量均可以采用測量重復性實驗進行評定。通過實驗重復測量10次,得到其單次測量的實驗標準差為0.20 mm。實際測量過程中,采用三次重復讀數取平均值,計算其平均值的測量標準差為
4.3.3 各個直角坐標板之間的水平誤差引入的不確定度分量 u3(ˉΔi)
1)水準儀誤差引入的不確定度分量u31(ˉΔi)
測量過程中采用水準儀標定使所有直角坐標板的原點處于同一水平基準面內,其誤差可忽略不計。
2)直角坐標板原點的水平誤差引入的不確定度分量u32(ˉΔi)
測量過程中用水準儀標定使所有直角坐標板的原點處于同一水平基準面內,且直角坐標板的坐標軸與水準儀十字絲重合,因此直角坐標板的水平誤差不會超過0.2 mm,估計其呈均勻分布,則
合成以上兩項,則

4.3.4 直角坐標板間的距離測量誤差引入的不確定度分量u4(ˉΔi)
由于各遠點直角坐標板與被測儀器間呈45°夾角,因此各相鄰直角坐標板間的距離等于遠點直角坐標板3與被測儀器的距離,用鋼卷尺或全站儀標定其距離時,誤差可以控制在10 mm以內,因此由其引入的測量誤差為tan(1/1000)×10000≈0.17(mm),估計其呈均勻分布,則
各直角坐標板上被測激光線的測量讀數的不確定度分量如表1所示。
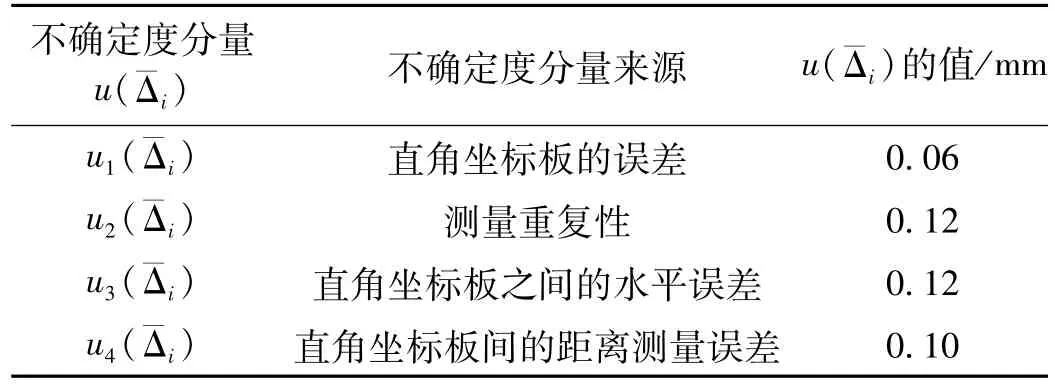
表1 各直角坐標板上被測激光線的測量讀數的不確定度分量表

4.4 合成標準不確定度
4.4.1 標準不確定度分量一覽表
標準不確定度分量如表2所示。
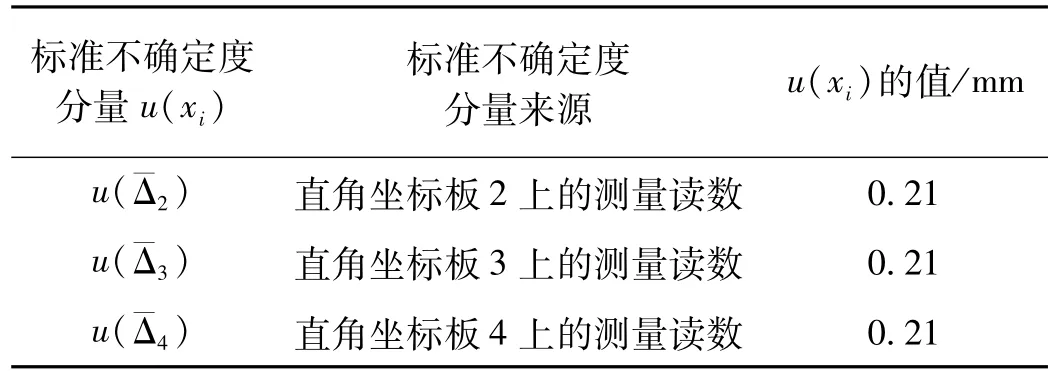
表2 標準不確定分量一覽表
4.4.2 合成標準不確定度
4.5 測量結果的不確定度
取包含因子k=2,則擴展不確定度為
U=kuc(Δ平)=2×0.26 mm≈0.5 mm (k=2)
由于測量結果和被檢儀器與遠點目標板之間的距離L2有關,因此水平激光線誤差測量結果的擴展不確定度可表示為

5 結束語
通過對激光標線儀工作原理和誤差來源進行分析,提出了一種簡捷易行的校準裝置設計方案和測量方法,可為生產企業在生產過程中對該產品進行質量與性能評價提供技術借鑒。可根據實驗室的具體情況對校準裝置進行合理的空間布局設置,例如,利用架設平行光管的方法來節約空間。未來在本文研究的基礎上加入光機電一體化設計理念,可利用CCD圖像位置探測技術實現測量數據的采集和處理。本文的研究內容將為制定相應的國家計量技術規范提供了技術支撐。
猜你喜歡
美與時代·美術學刊(2022年3期)2022-04-27 01:18:15
火花(2019年12期)2019-12-26 01:00:28
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
人大建設(2019年12期)2019-05-21 02:55:32
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
學苑創造·A版(2015年11期)2016-01-14 09:03:27
中國火炬(2010年8期)2010-07-25 11:34:30