
淺析單側式錨泊系統(tǒng)設計與安裝
2020-09-22 11:28:00梁貴張志強
廣東造船 2020年4期
梁貴 張志強
摘 ? ?要:單側式錨泊系統(tǒng)設計要求上錨機鏈輪中心、掣鏈器中心和錨鏈筒中心線處于同一垂直平面上。但在實際施工過程中,由于單側式錨機、錨鏈筒和錨唇安裝偏差和制作精度等方面的影響,在使用過程中會經常出現(xiàn)各種問題。本文主要介紹了單側式錨機、錨系及掣鏈器的布置和安裝要求,以及錨拉放過程中通常遇到的問題和解決方法。通過對單側式錨機設備、附件的調整,最終使錨的拉放順暢和與錨唇的接觸得到保證。
關鍵詞:錨系;安裝工藝;應對措施
中圖分類號:U671.93?? ? ? ? ? ? ? ? ? ? ? ? ? ?文獻標識碼:A
Abstract: In the design requirements, the centres of unlateral windlass wheel, hawsepipe and chain stopper are required in the same vertical plane. But in the actual construction process, various problems often appear in use due to the influence of the installation deviation and production accuracy of the unlateral windlass, chain stopper and anchor lip. This paper mainly introduces the arrangement and installation requirements for the anchor, chain stopper, and unlateral windlass, problems and solutions encountered in the process of anchor pulling and debugging. Through the adjustment of the unlateral windlass equipment and accessories, the anchor pulling and contact with the anchor lip are ensured.
Key words: Anchoring system; Installation Technology; countermeasures
1 ? ? 前言
錨泊系統(tǒng)是船舶系統(tǒng)中的一個重要組成部分。船舶在錨泊期間,主要依靠錨的抓力抵抗環(huán)境力,由錨鏈傳遞到船舶上,從而實現(xiàn)錨泊。錨泊系統(tǒng)的設計與安裝主要受錨機、錨、擎鏈器、錨唇等影響。本文主要通過對影響錨拉放的因素進行分析,總結出對整個錨系統(tǒng)的的安裝要求,并針對單側式錨泊系統(tǒng)錨拉放過程中容易出現(xiàn)的問題進行分析和總結,得出應對方法和改進措施。
2 ? ?單側式錨泊系統(tǒng)存在的問題
單側式錨泊系統(tǒng),在設計上要求錨機鏈輪中心、擎鏈器中心和錨鏈筒中心線處于同一垂直平面上,這樣才能保證錨鏈在反復拉放的過程中始終保持自由暢順的狀態(tài)。但在實際施工過程中,由于單側式錨機、錨鏈筒和錨唇安裝偏差和制作精度等方面的影響,導致錨機鏈輪中心、擎鏈器中心和錨鏈筒中心線不在同一豎直平面上,造成錨鏈拉放時會與理論平面產生夾角,到了上錨鏈時,錨機和錨鏈筒的安裝工作已經完成,這時就需要通過調整擎鏈器來達到減小夾角使錨鏈拉放暢順的目的。如何通過調整擎鏈器使錨鏈拉放自由暢順,是錨系安裝中的關鍵。
3 ? ?首甲板錨系的布置
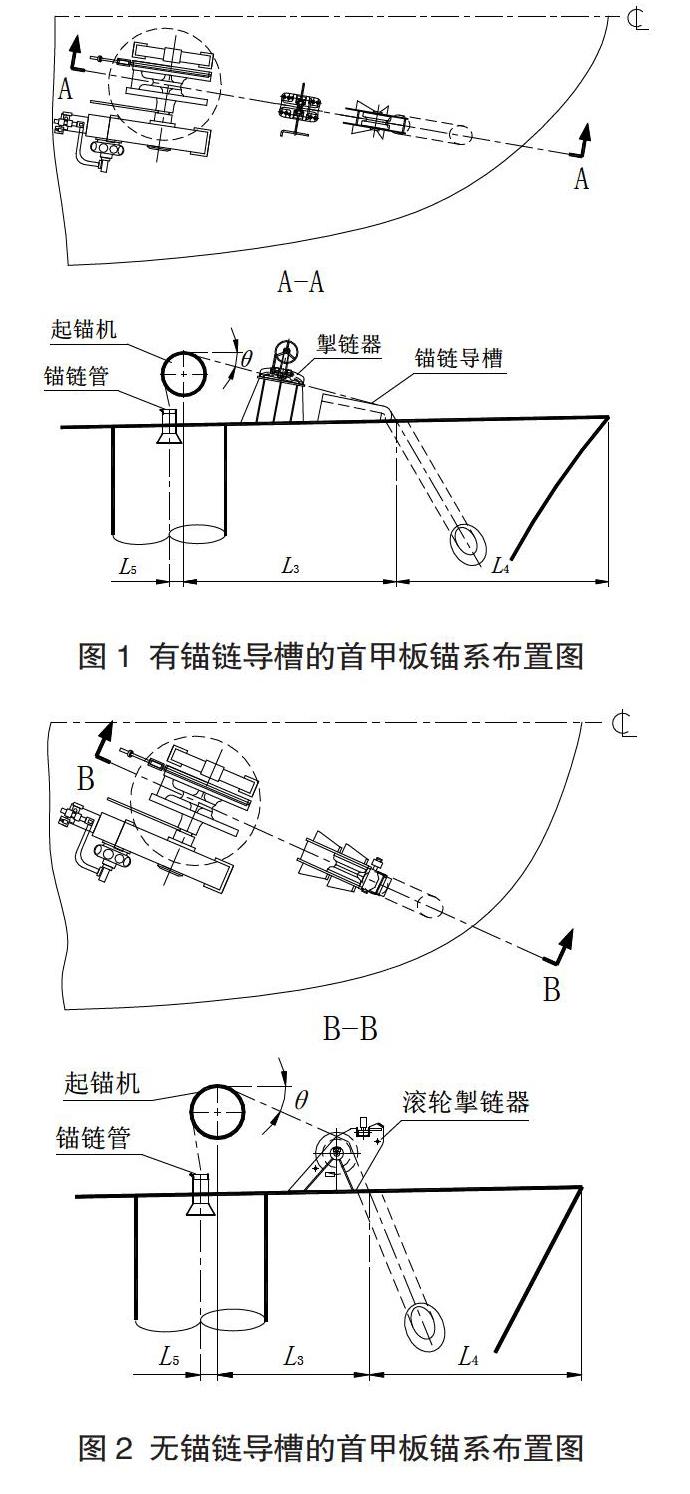
首甲板錨系的布置尺寸(見圖1、2),一般應滿足下列要求:
(1)起錨機軸中心線至錨鏈筒中心的直線度:L3=(50~70)d,;無錨鏈導槽時L3=(45~50)d;
(2)錨鏈筒上出口中心至船首的直線長度:L4=(80~110)d;
(3)錨鏈管中心至起錨機鏈輪中心線的直線長度:L5按錨機廠家要求,廠家無要求時L5 = 3 d;
(4)θ角度:按起錨機廠家要求。
4 ? ?掣鏈器的安裝要求
4.1 ?掣鏈器的作用
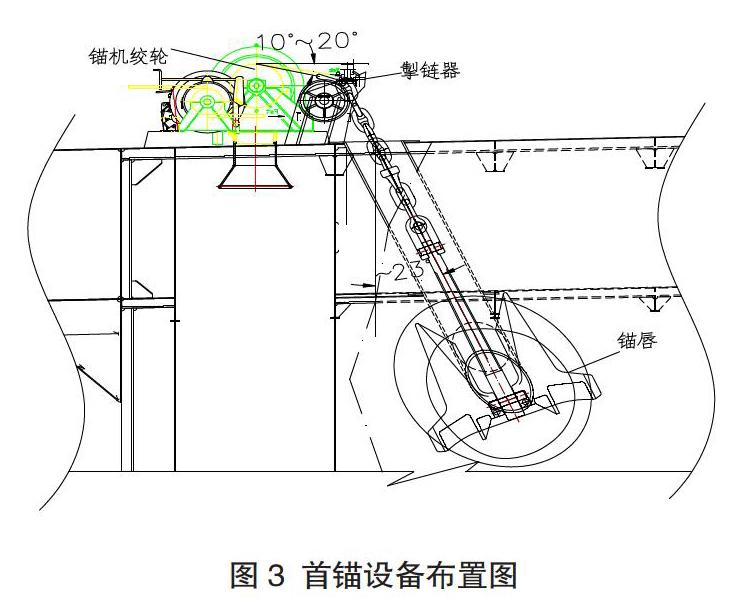
每一型船都有《首錨設備布置圖》,見圖3所示。根據(jù)這份圖紙可以了解到掣鏈器在首錨泊系統(tǒng)中的功能,主要包括以下幾個方面:
(1)起到錨鏈在錨機鏈輪與錨唇之間的導向定位作用;
(2)調整錨機鏈輪出鏈角度,承受錨鏈工作時的壓力,使錨機鏈輪盡可能只承受錨鏈的拉力;
(3)停用錨機時掣鏈器上的夾板或閘刀要與錨鏈環(huán)貼合并能靈活開合,承受錨鏈和錨的重力,使錨機解壓。
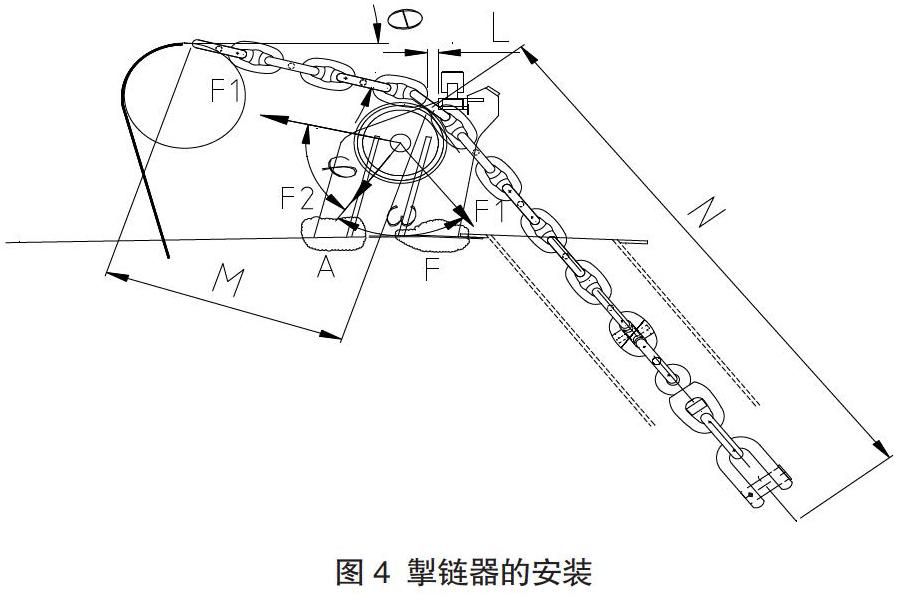
4.2 ? 錨機鏈輪出鏈角度
單側式錨機廠家工作圖一般要求錨機鏈輪出錨鏈的水平夾角θ=10°~ 20°(見圖4),因此對單側式錨機、掣鏈器的高度和錨機與掣鏈器的水平距離有一定的要求。單側式錨機的位置和高度在設計上是基本確定的,由于錨機座安裝受到船體精度和機座來貨制作精度的影響,以及焊接產生的熱變形等,經常出現(xiàn)水平度不能滿足要求的情況,故單側式錨機對中時需通過調整鋼墊片或環(huán)氧樹脂墊片高度來達到對中要求,因此錨機高度可能會有±5 mm的偏差,屬于允許的范圍。掣鏈器的高度與出鏈夾角θ成反比,掣鏈器和錨機的水平距離M與出鏈夾角θ也成反比,因此在調整掣鏈器的要注意。
5 ? ? 錨機安裝流程及要求
(1)單側式錨機吊裝前要對錨機座尺寸進行核對無誤后再就位;
(2)調整錨機的位置,按圖紙保證鏈輪軸中心線、絞車滾筒軸中心線、錨鏈筒中心線的位置;
(3)粗調錨機及各支承架、使其主軸傳動大致同一中心線;
(4)錨機底座及各支承架座上的螺孔位置號標記在在座架上,并吊開錨機;
(5)錨機重新吊裝復位,仔細調整錨絞車底座及各支承架的相對位置、高低尺寸以保證主軸傳動在同一中心線上,并使墊片的厚度符合施工圖要求;
(6)錨機對中報驗完后進行墊片拂配及螺絲拉緊等,嚴格按照工藝要求進行錨機安裝工作。錨機在安裝過程中除了軸承間隙,聯(lián)軸節(jié)的偏移、曲折度等對中數(shù)據(jù)要符合錨機安裝工藝要求外,還需要調整錨機的中心線,對整臺錨機進行前移或后移的微調,使錨鏈圍繞錨機鏈輪的包角在110°~130°之間,見圖5所示;
(7)由于錨鏈筒屬于船體結構,在分段制作時安裝,為了減少錨鏈筒安裝偏差對錨鏈拉放的影響,同時還需從錨機鏈輪的中心拉一條線到錨鏈筒的中心,通過調整錨機的方向,盡量使錨機的鏈輪中心與錨鏈筒的中心在同一直線上,見圖6所示。
6 ? ?錨鏈拉放常見問題和原因分析
6.1 ?常見問題
錨鏈沒有收進錨鏈艙在地面時是一捆盤在一起,在第一次使用錨機把錨鏈拉進錨鏈艙后還沒有完全恢復到自然狀態(tài),只有經過多次的拉放錨鏈才能自然順暢,并且錨鏈在自然狀態(tài)下行走才能真正確定錨鏈的走向,確定了錨鏈的最終走向后才能調整掣鏈器,所以要用錨機反復拉放前兩節(jié)錨鏈或用手動拋錨再用錨機拉起錨,使錨鏈自然并確定錨鏈的走向。在確定錨鏈最終走向時,我們會發(fā)現(xiàn)所有的船舶都存在同樣的現(xiàn)象,錨鏈的實際走向并沒有按照理論設計的走向那樣直線行走,都會產生一個夾角α,見圖7所示。
6.2 ? 原因分析
錨鏈實際走向與理論設計走向之間產生夾角α的原因如下:
(1)錨機安裝的偏差,導致錨機鏈輪中心線與圖紙尺寸的偏差;
(2)錨鏈筒安裝的偏差;
(3)錨鏈與錨鏈筒的接觸點其實在錨唇某一點,錨唇是鑄造件并且凸臺是不規(guī)則的,安裝時也會產生尺寸偏差;
(4)船在碼頭時的狀態(tài)是首部高尾部低,尾傾的角度使錨的重心也向尾產生偏移。
7 ? ?錨鏈拉放中存在的問題及解決方法
7.1 ?卸扣碰撞掣鏈器座板
在掣鏈器安裝調整過程中最常見的問題是錨鏈在拉放過程中,錨鏈中紅色的卸扣碰撞掣鏈器座板。對于這種現(xiàn)象,先檢查掣鏈器的導輪中心線是否在錨機鏈輪與錨鏈筒中心的平面線上,然后盡量使掣鏈器往船中移動調小夾角α,同時調整掣鏈器前后端的位置,即掣鏈器后端往左移、前端往右移(見圖6所示),最終使a1=a2、a3=a4。這樣錨鏈走在掣鏈器的導輪中心,卸扣不會碰撞掣鏈器座板。
7.2 ? 錨鏈咬掣鏈器的滾輪邊
由于α角的出現(xiàn)和船尾傾斜使錨鏈、錨的重心向尾,導致錨鏈在拉放過程中鏈環(huán)咬著掣鏈器的滾輪邊行走(見圖7)。這時需要在原水平掣鏈器的基礎上提升H1的高度(一般為15 mm),使錨鏈的重力偏向船首方向來平行錨鏈的重心(見圖8)。這不僅解決鏈環(huán)咬邊問題,同時也抬高了掣鏈器靠船尾一邊的高度,使錨在收的過程更加容易沿著錨唇向上轉動,使錨與錨唇的接觸更加貼合。
7.3 ? 錨鏈掣鏈器的閘刀距離的調整
調整錨閘的前后距離,在收緊錨的狀態(tài)下放下閘刀時,閘刀與錨鏈環(huán)的距離L要滿足下列要求:錨爪與船體外板接觸的船,L約為5 mm;錨爪與錨唇接觸的船,L約為15 mm。
在收緊錨的狀態(tài)下,要求錨與錨唇的接觸必須是三個點接觸,即錨冠的正面和2個錨爪與錨唇三點接觸,只有三個點貼實了才能減少錨在船舶行駛過程中遇到風浪時的移動,減少磨損。
因為船舶在行駛過程中遇到風浪時錨會上下移動,L值的大小決定錨上下移動的距離:如果錨爪是與船體外板接觸的船,當L值越大時錨爪移動距離就越大,很容易磨穿船體外板;如果錨爪是與錨唇接觸的船,L值允許稍大一些,因為錨爪上方是空的,不會和船體外板磨擦。
7.4 ? 錨與錨唇接觸達不到要求
由于錨唇是不規(guī)則的鑄造件再加上錨唇安裝的偏差,導致初次收錨時經常會出現(xiàn)錨冠正面或錨爪與錨唇的離空現(xiàn)象,達不到錨冠正面和2個錨爪與錨唇三點接觸的要求。這時需查找導致離空接觸的原因和應對措施,主要有如下三種情況:
(1)檢查錨唇是否有局部凸起的高點阻礙錨爪向上轉動,導致錨收緊時上不到設定位置,達不到三點接觸的要求。如有高點阻礙錨爪的轉動,則需用氣刨把阻礙錨爪轉動凸起的高點刨掉并用砂輪機磨順,使收錨時錨爪能順暢地沿著錨唇向上轉到設定位置,達到錨冠正面和2個錨爪與錨唇三點接觸的要求;
(2)檢查錨鏈筒與錨唇的焊接焊縫是否過高或凹凸不平影響錨桿的轉動,導致錨收緊時上不到設定位置。如果是焊縫過高或凹凸不平時,要用砂輪機把焊縫修磨光順并涂上鋰基油脂保證錨桿轉動自然,從而達到錨能順利收上到設定位置滿足三點接觸的要求;
(3)檢查錨冠安裝錨桿的開口是否有毛坯、對稱和錨爪與錨桿的最大角度是否滿足要求(大抓力錨35°、斯貝克錨40°)。因為開口有毛坯或不對稱及錨爪與錨桿的最大角度不滿足要求時,都會導致2個錨爪與錨唇接觸而錨冠正面與錨唇離空,這要根據(jù)具體情況來處理:如果開口有毛坯可用砂輪機磨去毛坯;如果是開口不對稱或角度不滿足要求,則需要反饋給錨廠家來處理。
7.5 ?錨使用一段時間后出現(xiàn)拉不到位現(xiàn)象
錨初期使用一段時間后可能出現(xiàn)錨拉不到位現(xiàn)象,其主要原因是錨在不斷拉放過程中錨桿、錨鏈筒、錨唇之間發(fā)生磨擦,因錨桿、錨鏈筒、錨唇的材質不同,導致錨桿上會出現(xiàn)一個凹坑、錨唇出現(xiàn)一條凹槽,造成拉放錨時卡住錨桿或影響錨桿轉動致錨拉不到位。在這種情況下,需要用砂輪機把錨桿的凹坑和錨唇的凹槽修磨光順及把錨鏈筒高的地方磨平,使錨桿上下、轉動順暢,達到錨拉放順暢并與錨唇貼合。
8 ? ?小結
綜上所述,錨系安裝關鍵在于錨機、擎鏈器的安裝和調整,以及錨鏈筒、錨唇的安裝精度控制。通過對以上設備、附件的調整,最終使錨的拉放順暢和與錨唇的接觸得到保證。對經常出現(xiàn)的問題進行分析,基本解決了錨系安裝難點,為今后的錨系安裝和調試提供借鑒。
參考文獻
[1]王中華.船首甲板錨機座固定螺栓強度計算[J].造船技術,2011(06):? ? ? 31-34.
[2]梅楊武.錨機帶式制動裝置的計算與測試分析[J].機電設備,2011? ? ? (03):14.
