船用型材加工智能化升級(jí)技術(shù)研究
2020-09-22 14:53:44康占賓閆德俊何開平梁劍明高翔
廣東造船 2020年4期
康占賓 閆德俊 何開平 梁劍明 高翔
摘 ? ?要:傳統(tǒng)的型材加工主要依靠人工作業(yè),由于操作人員水平參差不齊,導(dǎo)致加工效率及質(zhì)量不穩(wěn)定。通過對船舶企業(yè)傳統(tǒng)型材加工工藝進(jìn)行梳理,形成傳統(tǒng)的型材加工工藝流程,并對工藝流程下各工序進(jìn)行數(shù)字化、智能化升級(jí);采用先進(jìn)的智能化設(shè)備代替落后的加工設(shè)備;通過型材加工數(shù)據(jù)庫、工藝知識(shí)庫、型材加工生產(chǎn)線的智能管控系統(tǒng),實(shí)現(xiàn)型材加工實(shí)時(shí)運(yùn)行狀態(tài)信息采集、生產(chǎn)狀態(tài)實(shí)時(shí)監(jiān)控、設(shè)備故障報(bào)警分析、工時(shí)物量統(tǒng)計(jì)分析、報(bào)表打印輸出、零件質(zhì)量在線檢測、工藝的自動(dòng)生成與下發(fā)等功能,完成型材加工的數(shù)字化、智能化流水線升級(jí)改造,提高型材加工效率與質(zhì)量。
關(guān)鍵詞:型材加工;生產(chǎn)線;智能化升級(jí);流程再造
中圖分類號(hào):U671.3 ??? ? ? ? ? ? ? ? ? ? ? ? ? ?文獻(xiàn)標(biāo)識(shí)碼:A
Abstract: Traditional ship profile processing mainly relies on manual operation. Due to the uneven technical level of operators, the efficiency and quality of processing are unstable. Through the summarization of the existing profile processing technology in shipbuilding enterprises, a traditional ship profile processing technological process is formed and each procedure in the process is upgraded with digital and intelligent scheme. The backward mechanical equipment is replaced with intelligent equipment. Through the profile processing database, process knowledge base and intelligent control system, the real-time running status information collection of profile processing, real-time monitoring of production status, equipment failure alarm and analysis, statistical analysis the working hours and material quantity, report printing, components quality online inspection, processes automatic generation and delivery are realized to complete digitalization and intelligent upgrade of profile processing line and to improve the efficiency and quality of ship profile processing.
Key words: Profile processing; Production line; Intelligent upgrade; Process reengineering
1 ? ? 前言
型材加工過程中由于材質(zhì)、規(guī)格、尺寸、曲度、形狀等不同,使得每個(gè)零件的加工工藝各異,難以實(shí)現(xiàn)全數(shù)字化流水線生產(chǎn)[1]。
船體型材加工工藝,主要包括型材切割與成形:目前船舶企業(yè)對型材切割主要依靠人工作業(yè),依據(jù)型材下料冊進(jìn)行號(hào)料,借助機(jī)械設(shè)備進(jìn)行火焰切割、打磨等;對型材成形加工主要借用肋骨冷彎機(jī)或水火彎曲工具進(jìn)行 [2]。由于型材零件數(shù)量及種類眾多,工人技術(shù)水平參差不齊,導(dǎo)致其加工效率與質(zhì)量低下[3]。
近年來隨著自動(dòng)化、信息化技術(shù)在船舶行業(yè)的廣泛運(yùn)用,船舶行業(yè)自動(dòng)化設(shè)備發(fā)展愈漸成熟,新型型材加工自動(dòng)化設(shè)備逐步代替落后的機(jī)械設(shè)備,實(shí)現(xiàn)了型材加工部分工序的自動(dòng)化生產(chǎn)[4]。但針對型材加工的數(shù)字化、智能化升級(jí)改造還處于探索階段,尚未實(shí)現(xiàn)型材加工的數(shù)字化、智能化生產(chǎn)[5]。
本文通過對企業(yè)傳統(tǒng)型材加工工藝進(jìn)行梳理,形成傳統(tǒng)的型材加工工藝流程,并對傳統(tǒng)工藝流程下各工序進(jìn)行數(shù)字化、智能化升級(jí);通過生產(chǎn)線設(shè)備更新?lián)Q代以及對生產(chǎn)線的智能管控系統(tǒng)、型材加工數(shù)據(jù)庫與工藝知識(shí)庫等智能化要素,最終完成型材加工生產(chǎn)線智能化升級(jí)改造,提高型材的加工效率與質(zhì)量。
2 ? ?傳統(tǒng)的型材加工工藝流程
要實(shí)現(xiàn)對型材加工生產(chǎn)線的智能化改造,首先要對現(xiàn)有的型材加工工藝流程進(jìn)行梳理,在傳統(tǒng)工藝流程基礎(chǔ)上對型材加工工藝進(jìn)行智能化改造,最終實(shí)現(xiàn)型材加工的數(shù)字化、智能化生產(chǎn)。
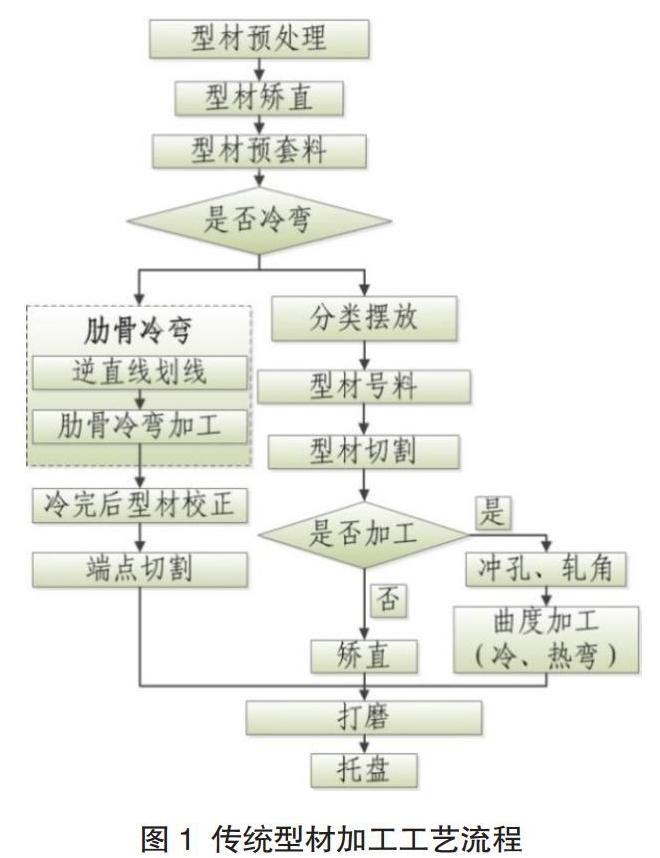
通過對企業(yè)傳統(tǒng)的型材加工工藝流程進(jìn)行梳理,得到型材加工工藝流程,如圖1所示。
(1)型材預(yù)處理:在加工作業(yè)區(qū)將采購回來的型材按照不同材質(zhì)分批進(jìn)行除銹、噴涂底漆等;然后針對型材進(jìn)行爐批號(hào)、型材種類名稱及規(guī)格的編寫,并將處理后的型材按照加工需求裝入托盤運(yùn)輸?shù)较乱粋€(gè)工位;
(2)型材矯直:由于型材在購買時(shí)或吊運(yùn)過程中會(huì)出現(xiàn)型材彎曲的現(xiàn)象,需將經(jīng)過預(yù)處理后的型材進(jìn)行矯直處理;針對不同類型的型材,采用不同的矯直方法:對軍用品型材一般采用頂平機(jī)進(jìn)行矯直處理、民用型材一般采用水火工藝矯直處理,然后運(yùn)輸?shù)较乱粋€(gè)工位,需要冷彎的運(yùn)輸?shù)嚼吖抢鋸澒ば颉⒉恍枰鋸澋倪\(yùn)輸?shù)叫筒那懈罟の?
(3)型材預(yù)套料:根據(jù)型材套料冊中零件的尺寸,在保證型材利用率最大化的情況下,選定合適規(guī)格的加工型材進(jìn)行套料;
(4)肋骨冷彎:根據(jù)型材加工需求,判斷是否需要肋骨冷彎,需要的流向肋骨冷彎工位、其他類型流向型材切割工位;
(5)分類擺放:將不需要進(jìn)行肋骨機(jī)冷彎的型材,按照規(guī)格依次鋪放在切割臺(tái)上;
(6)型材號(hào)料:根據(jù)設(shè)計(jì)部下發(fā)的型材下料表對型材號(hào)料尺寸進(jìn)行整理匯總,以便施工人員進(jìn)行查閱;平鋪在切割平臺(tái)上的型材,基于整理匯總后的紙質(zhì)文件在型材上標(biāo)記切割線位置、型材端部坡口形狀、切割余量,然后根據(jù)型材下料表書寫型材零件編碼等信息;
(7)型材切割:根據(jù)號(hào)料信息進(jìn)行型材零件以及坡口形狀的切割;針對切割后的零件進(jìn)行流向判斷,確認(rèn)是否需要成形加工,不需要的流向矯直工序;
(8)沖孔、軋角、曲度加工(冷、熱彎):針對切割后需要進(jìn)行成形加工的型材,進(jìn)行沖孔、軋角、曲度加工作業(yè):需沖孔的送沖孔區(qū)域用沖床設(shè)備進(jìn)行沖孔;需軋角的先送打磨區(qū)打磨后采用矯直彎曲液壓機(jī)或頂床進(jìn)行軋角;并對需要進(jìn)行曲度加工的零件進(jìn)行手工的冷熱彎曲加工;
(9)肋骨冷彎:根據(jù)設(shè)計(jì)部下發(fā)的人工套料冊進(jìn)行逆直線劃線的工作;然后根據(jù)劃好的逆直線使用肋骨冷彎機(jī)進(jìn)行冷彎;在冷彎過程中,控制進(jìn)給距離與速度逐段進(jìn)給,然后通過對該段施加壓力使型材變形,直至該段所劃的逆直線曲線壓制成直線為止,然后進(jìn)行下一段的冷彎操作,直至該根型材彎曲完畢。其在彎曲過程中主要采用人工方式對所劃逆直線的形狀進(jìn)行目測檢測;
(10)型材校正:由于人工目測誤差大,冷彎后型材根據(jù)成形的精度需送到火工區(qū)域按照噴線板進(jìn)行校正,并對其進(jìn)行水平線和端口線的劃線工作;
(11)端點(diǎn)切割:根據(jù)劃好的端口線進(jìn)行端點(diǎn)切割的工作;
(12)打磨:將型材切割與肋骨冷彎后的零件按照流向裝入托盤,通過門吊等輸送到打磨工位區(qū)域,采用砂輪等機(jī)械設(shè)備進(jìn)行打磨作業(yè);
(13)托盤:將打磨好的型材零件進(jìn)行人工分揀,按照不同流向歸入不同托盤移到下一個(gè)工序。
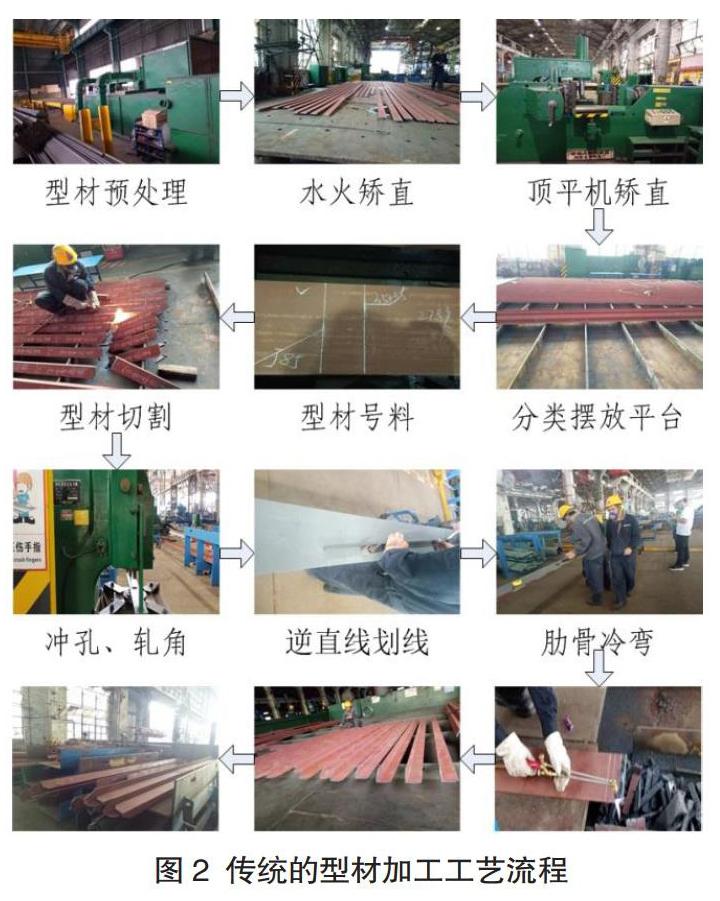
傳統(tǒng)的型材加工工藝流程,如圖2所示。
傳統(tǒng)的型材加工工藝各工序?qū)?yīng)的場地分布較為分散,未能形成分布合理且緊湊的生產(chǎn)線,加工過程中需花費(fèi)大量時(shí)間在各工序間通過托盤或者門吊進(jìn)行轉(zhuǎn)運(yùn),生產(chǎn)效率低下;型材加工過程中,其現(xiàn)場的操作人員主要根據(jù)設(shè)計(jì)部下發(fā)的圖紙進(jìn)行型材切割、肋骨冷彎、號(hào)料等工作,其紙質(zhì)圖紙不易保存且需要修改時(shí)流程較為復(fù)雜;型材切割主要依靠火焰切割,切割端口較等離子切割質(zhì)量較差,增加后續(xù)打磨工序工作量;型材號(hào)料主要依靠人工進(jìn)行,由于型材零件種類及數(shù)量眾多,耗費(fèi)大量時(shí)間且易出錯(cuò);逆直線法型材冷彎成形質(zhì)量檢測主要依靠人工目測的方法,導(dǎo)致成形效率與精度低下。
目前型材加工生產(chǎn)線在硬件設(shè)施方面較為落后,仍無法實(shí)現(xiàn)自動(dòng)化、數(shù)字化生產(chǎn),生產(chǎn)車間缺乏網(wǎng)絡(luò)連接,無法實(shí)現(xiàn)信息數(shù)據(jù)的傳輸;缺乏智能管控系統(tǒng),無法實(shí)現(xiàn)生產(chǎn)狀態(tài)的實(shí)時(shí)監(jiān)控及信息分析等功能;缺乏工藝數(shù)據(jù)庫與知識(shí)庫,無法實(shí)現(xiàn)生產(chǎn)數(shù)據(jù)的收集存儲(chǔ)及工藝的自動(dòng)生成等。
3 ? ?型材加工生產(chǎn)線的智能化要素
要實(shí)現(xiàn)型材加工生產(chǎn)線數(shù)字化、智能化升級(jí)改造,首先在硬件設(shè)施方面要使用先進(jìn)的數(shù)字化、智能化設(shè)備代替落后的機(jī)械設(shè)備;車間需布置網(wǎng)絡(luò)系統(tǒng),型材加工信息數(shù)據(jù)可通過網(wǎng)絡(luò)實(shí)現(xiàn)設(shè)備與MES系統(tǒng)的數(shù)據(jù)交互;在軟件系統(tǒng)方面,需通過智能管控系統(tǒng),實(shí)現(xiàn)設(shè)備實(shí)時(shí)運(yùn)行狀態(tài)信息采集、生產(chǎn)狀態(tài)實(shí)時(shí)監(jiān)控、設(shè)備故障報(bào)警分析、工時(shí)物量統(tǒng)計(jì)分析、報(bào)表打印輸出、零件質(zhì)量的在線檢測等功能;通過工藝數(shù)據(jù)庫與工藝知識(shí)庫,實(shí)現(xiàn)工藝數(shù)據(jù)的存儲(chǔ)與分析、工藝自動(dòng)生成與下發(fā)等功能。
型材加工生產(chǎn)線的智能化要素如下:
(1)設(shè)備組成
型材加工生產(chǎn)線主要由數(shù)控上料單元、數(shù)控進(jìn)料單元、噴碼劃線單元、等離子切割單元、數(shù)控肋骨冷彎單元、出料單元、電氣控制系統(tǒng)等組成,并對設(shè)備進(jìn)行接口開放,便于信息及數(shù)據(jù)的傳輸。
(2)數(shù)據(jù)傳輸
通過型材加工生產(chǎn)線預(yù)留的網(wǎng)絡(luò)接口,并通過網(wǎng)絡(luò)和中控室服務(wù)器連接,采用數(shù)據(jù)接口的方式,通過網(wǎng)絡(luò)自動(dòng)接收產(chǎn)品加工信息及生產(chǎn)數(shù)據(jù)的反饋;針對數(shù)控設(shè)備系統(tǒng)及通訊接口不同的問題,設(shè)備管控系統(tǒng)與數(shù)據(jù)采集系統(tǒng)對設(shè)備數(shù)據(jù)通過網(wǎng)卡進(jìn)行采集。
數(shù)據(jù)傳輸類型:包括設(shè)備的運(yùn)行狀態(tài)數(shù)據(jù)、加工對象的數(shù)據(jù)參數(shù)、設(shè)備的工藝參數(shù)、報(bào)警信息等;
數(shù)據(jù)存儲(chǔ):通過數(shù)據(jù)采集系統(tǒng)實(shí)現(xiàn)生產(chǎn)數(shù)據(jù)的實(shí)時(shí)在線采集,并對采集后的數(shù)據(jù)進(jìn)行分析處理存儲(chǔ)到工藝數(shù)據(jù)庫中,為實(shí)現(xiàn)產(chǎn)品建造工藝數(shù)字化提供基礎(chǔ)。
(3)智能管控
智能管控系統(tǒng)主要包括以下設(shè)備及軟件系統(tǒng):數(shù)據(jù)采集服務(wù)器、接口、網(wǎng)線、交換機(jī)、監(jiān)控計(jì)算機(jī)、套料軟件、數(shù)據(jù)庫與知識(shí)庫等。通過智能管控系統(tǒng)可實(shí)現(xiàn)型材加工實(shí)時(shí)運(yùn)行狀態(tài)信息采集、生產(chǎn)狀態(tài)實(shí)時(shí)監(jiān)控、設(shè)備故障報(bào)警分析、工時(shí)物量統(tǒng)計(jì)分析、報(bào)表打印輸出、零件質(zhì)量的在線檢測、工藝的自動(dòng)生成與下發(fā)等功能。
(4)在線檢測
數(shù)控肋骨冷彎設(shè)備配備精密的在線檢測裝置。在整個(gè)冷彎過程中,兩套檢測油缸和移動(dòng)導(dǎo)軌使兩個(gè)檢測滾柱始終抵靠在肋骨線形邊緣,保證實(shí)時(shí)檢測肋骨線形的準(zhǔn)確可靠。
(5)工藝生成
開發(fā)型材加工工藝知識(shí)庫。工藝知識(shí)庫在工藝數(shù)據(jù)庫的數(shù)據(jù)基礎(chǔ)上,實(shí)現(xiàn)工藝知識(shí)建模、知識(shí)挖掘、知識(shí)檢索與存儲(chǔ)、典型工藝生成等功能;針對加工對象已經(jīng)存在工藝實(shí)例與否,通過匹配型與推理型工藝生成方法實(shí)現(xiàn)工藝的自動(dòng)生成,并通過MES系統(tǒng)實(shí)現(xiàn)生成工藝的下發(fā)。
通過上述問題的解決,實(shí)現(xiàn)型材加工生產(chǎn)線涉及的智能化要素升級(jí)改造,為型材加工實(shí)現(xiàn)數(shù)字化、智能化生產(chǎn)奠定基礎(chǔ)。
4 ? ?智能化型材加工工藝流程
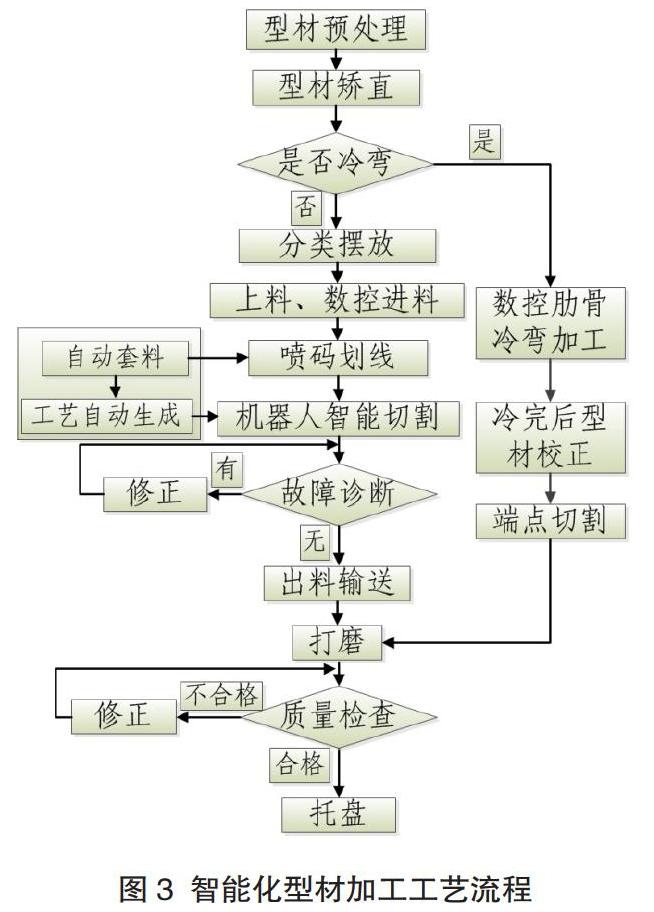
通過對智能化型材加工生產(chǎn)線的升級(jí)改造,船用型材智能制造生產(chǎn)線的工藝流程,如圖3所示。升級(jí)改造后的型材加工工藝流程,主要由以下單元組成:型材預(yù)處理單元、數(shù)控上料及進(jìn)料單元、噴碼劃線單元、機(jī)器人智能切割單元、數(shù)控肋骨冷彎單元、打磨單元、出料單元、工藝自動(dòng)生成系統(tǒng)、智能管控系統(tǒng)等。
(1)型材預(yù)處理單元
在作業(yè)區(qū)將通過型材預(yù)處理流水線實(shí)現(xiàn)型材的自動(dòng)化噴砂除銹、噴涂底漆、噴繪型材信息等工作;然后轉(zhuǎn)送到型材矯直工位,對變形不明顯的型材采用火工矯正處理、對變形嚴(yán)重的型材采用油壓機(jī)進(jìn)行矯正;然后將矯直后的型材輸送到上料工位。
(2)數(shù)控上料及進(jìn)料單元
數(shù)控上料單元:采用由7個(gè)固定高度的長輸送鏈條組成的傳動(dòng)鏈?zhǔn)綑M移輸送裝置,將擺放好的型材自動(dòng)輸送到輥式輸送位置上:輸送裝置高度900 mm、長度17 m、寬度6 m、最大輸送速度15 m/min。
數(shù)控進(jìn)料單元:將型材從進(jìn)料輥道推送至型材切割房進(jìn)行切割。通過高精度導(dǎo)軌配合精準(zhǔn)的伺服電機(jī)及減速機(jī),實(shí)現(xiàn)送料推行速度的精準(zhǔn)控制,達(dá)到型材高效、高精度切割的需求;導(dǎo)軌長度21 m、齒條長度21 m、小車鉗口高度900 mm、小車運(yùn)行速度0~30 m/min。
(3)噴碼劃線單元
噴碼劃線單元實(shí)現(xiàn)對型材零件信息的自動(dòng)標(biāo)注工作。借助計(jì)算機(jī)連接的系統(tǒng),在輥式進(jìn)料系統(tǒng)傳送過程中,按照要求在型材上標(biāo)注零件信息等。其中,零件信息由自動(dòng)套料軟件生成,主要包括:噴墨打印器1臺(tái)/每線,打印速度0~5 m/min(字符)、字符高度15 mm、字符格式為單行字母或數(shù)字、字符串長度為50個(gè)字符。
(4)機(jī)器人智能切割單元
配備等離子切割設(shè)備,實(shí)現(xiàn)型材零件的智能切割功能。在切割過程中,根據(jù)型材切割的尺寸及材料種類,機(jī)器人自動(dòng)調(diào)用切割程序進(jìn)行切割。在切割前,操作者可以根據(jù)選擇的割嘴型號(hào)手動(dòng)調(diào)整切割參數(shù)。
(5)數(shù)控肋骨冷彎單元
本單元可以實(shí)現(xiàn)型材的彎曲和校直加工,可采用自動(dòng)或者手動(dòng)方式對球扁鋼、角鋼、T型材等進(jìn)行正彎、反彎、S彎等多種彎曲加工和型材校正工作;并能完成端切劃線、工藝孔劃線、噴印特定符號(hào)等任務(wù);通過控制系統(tǒng)實(shí)現(xiàn)型材彎曲全自動(dòng)生產(chǎn),并具備全自動(dòng)控制和手工控制兩種狀態(tài);
數(shù)控肋骨冷彎設(shè)備主要包括:彎曲機(jī)構(gòu)、夾緊機(jī)構(gòu)、反變形機(jī)構(gòu)、連續(xù)進(jìn)退料機(jī)構(gòu)、避讓機(jī)構(gòu)、實(shí)時(shí)在線檢測機(jī)構(gòu)、氣動(dòng)打印機(jī)構(gòu)、液壓與數(shù)控系統(tǒng)等。數(shù)控肋骨冷彎機(jī)根據(jù)型材加工指令自動(dòng)進(jìn)行型材逐段冷彎工作,并在冷彎過程中針對冷彎成形后的型材逐段進(jìn)行實(shí)時(shí)檢測,不合格的進(jìn)行二次成形加工直至合格為止;彎曲后通過打印機(jī)構(gòu)進(jìn)行零件信息的噴繪等工作,然后通過輸送裝置移到下一個(gè)工位。
(6)打磨單元
將加工后的型材零件自動(dòng)輸送到打磨工位,目前主要依靠人工進(jìn)行零件自由端打磨工作。
(7)出料單元
將型材切割后的零件運(yùn)輸出切割工位的出料裝置,包括氣缸側(cè)推機(jī)構(gòu)、鏈排輸送臺(tái)架等:鏈排輸送臺(tái)架的鏈排上平面高度為900 mm、鏈排輸送速度為0~30 m/min、出料型材長度為0.8~16 m;氣缸側(cè)推機(jī)構(gòu)作為型材出料后的過渡裝置,出料鏈排將型材零件傳送到固定位置后,由氣缸側(cè)推機(jī)構(gòu)將型材零件移動(dòng)到儲(chǔ)料平臺(tái)上,長型材進(jìn)行正面和反面倒角,然后使用電磁吊車將型材吊出。
(8)工藝自動(dòng)生成系統(tǒng)
通過對來料型材的掃描確認(rèn)型材的規(guī)格,采用自動(dòng)套料軟件對型材進(jìn)行自動(dòng)套料,并將信息反饋至噴碼劃線單元完成噴碼劃線工作;套料后的型材,通過型材加工工藝知識(shí)庫對加工工藝進(jìn)行自動(dòng)匹配和推理生成相對應(yīng)的工藝,并對生成后的工藝通過MES系統(tǒng)下發(fā)到設(shè)備中。
(9)智能管控系統(tǒng)
通過自動(dòng)控制系統(tǒng)實(shí)現(xiàn)生產(chǎn)線的遠(yuǎn)程實(shí)時(shí)監(jiān)控、運(yùn)行狀態(tài)信息采集、在線檢測、設(shè)備故障報(bào)警分析、工時(shí)物量統(tǒng)計(jì)、均衡生產(chǎn)工位的生產(chǎn)負(fù)荷等功能。其中,型材智能切割生產(chǎn)線布置圖,如圖4所示;數(shù)控肋骨冷彎單元,如圖5所示。
5 ? ? 結(jié)論
(1)梳理了企業(yè)傳統(tǒng)的型材加工工藝流程,挖掘了需進(jìn)行數(shù)字化、智能化升級(jí)改造的元素,為型材加工的數(shù)字化、智能化流水線升級(jí)改造奠定了基礎(chǔ);
(2)通過對型材加工生產(chǎn)線的實(shí)時(shí)運(yùn)行狀態(tài)信息采集、生產(chǎn)狀態(tài)實(shí)時(shí)監(jiān)控、設(shè)備故障報(bào)警分析、工時(shí)物量統(tǒng)計(jì)分析、報(bào)表打印輸出、零件質(zhì)量的在線檢測、工藝的自動(dòng)生成與下發(fā)等功能的實(shí)現(xiàn),完成了型材加工生產(chǎn)線的數(shù)字化、智能化升級(jí)改造,實(shí)現(xiàn)型材構(gòu)件的智能化生產(chǎn),提高了型材加工效率與質(zhì)量。
本文所介紹的型材加工生產(chǎn)線智能化改造方案,僅適用于近階段特定船企。由于每個(gè)船舶企業(yè)的生產(chǎn)場地及生產(chǎn)過程的特殊性,需要做適當(dāng)調(diào)整才能適用于其他船舶企業(yè)。
參考文獻(xiàn)
[1]閆立梅. 船體型材下料圖形系統(tǒng)的研究與實(shí)現(xiàn)[D]. 大連:大連理工大學(xué),? ? ? 2008.
[2]應(yīng)長春. 船舶工藝技術(shù)[M]. 上海:上海交通大學(xué)出版社,2013.
[3]馬月勝,顧勝,林光裕. 船體型材智能加工生產(chǎn)線工藝需求分析[J]. 造船技術(shù),? ? ?2019(04):79-82.
[4]謝新. 船舶制造工藝裝備的發(fā)展與創(chuàng)新[J]. 造船技術(shù),2007(03):1-4.
[5]胡勇,劉強(qiáng),周冬生. 建立船舶型材加工流水線的探索[J]. 造船技術(shù),2004?? ? (5):31-33.

- 廣東造船的其它文章
- 學(xué)會(huì)秘書處參加聯(lián)合黨支部“不忘初心、牢記使命”主題學(xué)習(xí)系列活動(dòng)
- 學(xué)會(huì)成功舉辦“標(biāo)準(zhǔn)引領(lǐng) 提升企業(yè)發(fā)展動(dòng)力”培訓(xùn)講座
- 學(xué)會(huì)在玉柴船動(dòng)組織內(nèi)河船舶LNG動(dòng)力改造專項(xiàng)調(diào)研活動(dòng)
- 學(xué)會(huì)順利完成“2019社會(huì)團(tuán)體年度工作報(bào)告”工作
- 廣東省工程師學(xué)會(huì)召開成立大會(huì) 廣東造船工程學(xué)會(huì)參與發(fā)起
- 破土凌云節(jié)節(jié)高