某型交流發電機頻率不穩定故障分析
2020-09-24 03:24:20苑振宇
科技視界 2020年26期
王 嘯 羅 雁 苑振宇
1 故障狀況
某國產軍機在外場地面試車檢查時,發現組合傳動發電機工作頻率不穩定,穩態頻率為403.4 Hz,產品出廠頻率要求為(402±0.5)Hz。檢查產品外部調頻蝸桿保險完好,未發現人為調整現象。
2 故障原因分析
2.1 故障檢查
故障發電機返回后上試驗臺進行了性能試驗,在試驗過程中發現當輸入轉速在(5 000~9 000)r/min 變化時,輸出頻率從一開始的403.4 Hz 緩慢降低,最終穩定在402.6 Hz,符合組合傳動發電機正常工作頻率(400±4)Hz,但不滿足工藝規定的調頻點(402±0.5)Hz 要求,同時與出廠調定的頻率401.6 Hz,有較大的差異。
為進一步查明故障原因,根據頻率調整工藝驗證組合傳動發電機頻率調整工作性能。通過調整產品外部頻率調整螺桿,當順時針旋轉,觀察頻率呈線性降低,逆時針旋轉,頻率呈線性升高,初步判定調節器功能良好,調頻蝸桿嚙合可靠。
為排除產品內部運動部件的影響,進行了組合傳動發電機分解檢查。檢查泵馬達部件馬達軸、泵軸轉動順暢,耳圈斜盤組合運動靈活,隨動活塞運動無阻塞。再分解泵馬達部件,檢查隨動活塞、耳圈組件、泵斜盤、搖臂、驅動銷等零組件均完好,未見異常。離心調節器進行單獨試驗,包括滯回試驗、啟動點試驗、重復性檢查,均符合工藝。分解離心調節器部件,檢查閥芯、旋轉閥套、安裝座等零組件均完好。
分解檢查各個部件未見異常,因此將組合傳動發電機重新裝配,查找裝配過程可能導致頻率變化的原因。在裝配調頻螺桿時,發現調頻螺桿存在一定的軸向串動量。調頻螺桿由旁邊的螺釘和墊片限位,并沒有完全固定。并且由于調節螺桿工作時需要旋轉調整發電機輸出頻率,因此在設計時便預留了一定的活動間隙。
將組合傳動發電機重新裝配進行性能試驗,首先將發電機輸出頻率調整為401.5 Hz,將調頻螺桿向外拉至極限位置,觀察發電機輸出頻率升至402.1 Hz。證實了調頻螺桿軸向串動會影響發電機輸出頻率的推測。再將調頻螺桿重新推回原位置,但發電機輸出頻率仍為402.1 Hz,并未立即恢復到初始狀態。繼續進行負載沖擊、加減速試驗,發電機輸出頻率始終為402.1 Hz 左右。將組合傳動發電機停止運行,重新啟動,當轉速達到5 000 r/min 時,發電機輸出頻率降低到401.9 Hz。繼續進行負載沖擊、加減速等試驗,發現發電機輸出頻率逐漸降低,最終穩定在401.5 Hz 左右。
2.2 故障分析
調頻螺桿與離心調節器調整齒輪嚙合(圖1),通過旋轉調頻螺桿帶動調整齒輪轉動,以調整離心調節器的輸出控制壓力,進而調整組合傳動發電機的輸出頻率。調頻螺桿軸向串動會直接影響離心調節器的輸出控制壓力,而影響組合傳動發電機的輸出頻率。

圖1 調頻螺桿嚙合關系
通過測量,發現調頻螺桿串動量約為0.4 mm,螺桿螺紋螺距為1 mm,線數為2,軸向串動0.4 mm 相當于調頻螺桿旋轉0.4*1/2=0.2 圈。根據調節螺桿旋轉一圈頻率變化2 Hz,因此調頻螺桿旋轉0.2 圈頻率約變化0.4 Hz。
經過試驗驗證,調頻螺桿軸向拉出再次復位后,頻率并不會立即恢復,而在重新啟動后頻率由高緩慢降低,最終達到穩定狀態,這就是該組合傳動發電機返廠檢查頻率從403.4 Hz 緩慢降低到402.6 Hz 的原因。
2.3 故障定位
產品修理工藝中規定,在設定溫度條件下,輸入轉速(5000±50)r/min 時,給組合傳動發電機加負載(5±1)KW,此時,組合傳動發電機的輸出頻率f=(402±0.5)Hz,如果輸出頻率不符合,應旋轉調整螺桿進行調整,順時針旋轉降低頻率,逆時針旋轉增加頻率,每一圈改變2 Hz,調整合格后,給調速器調整螺桿打好保險絲,再進行后續試驗。工藝注明:給調速器調整螺桿打保險絲時,注意不要使調整螺桿轉動。
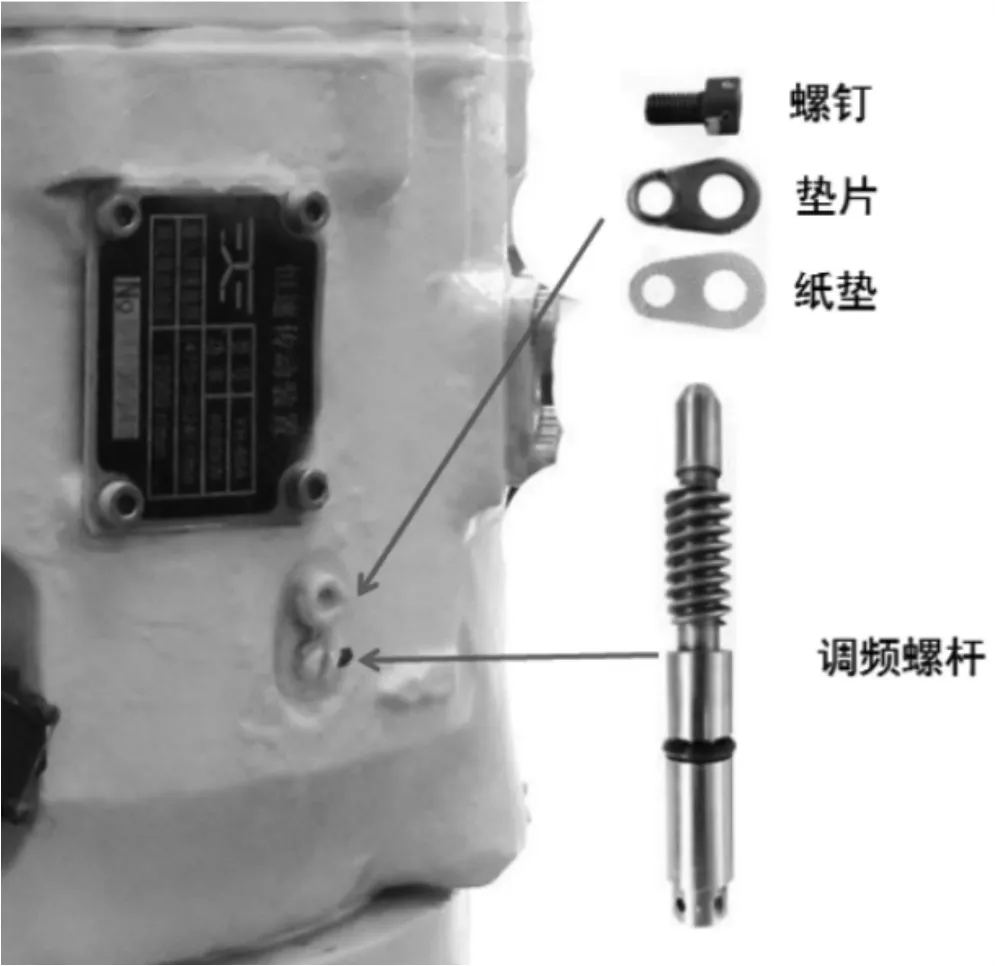
圖2 調頻螺桿裝配示意圖
針對本次頻率超差故障,問題原因:一是頻率檢查合格后打保險時,意外轉動了調頻螺桿,使頻率發生變化;二是后續試驗檢查時需要拆除保險,重新調整或打保險時,調頻螺桿拉出未能恢復到調定的位置,而最終打完保險后沒有對頻率進行檢查和確認。
3 改進措施
(1)在工藝中細化調頻螺桿保險要求,規定頻率調整合格后,在試驗臺上給調頻螺桿打上保險,并在打完保險后對輸出頻率重新檢查。
(2)規定只要動過調頻螺桿保險,必須打完保險后對頻率重新檢查。
4 結論
本文針對組合傳動發電機工作頻率不穩定故障進行了分析和驗證,從故障查處、分析及排除過程進行闡述,為同類產品故障分析提供參考。
猜你喜歡
故事作文·高年級(2021年12期)2021-12-21 02:32:35
汽車維修與保養(2019年7期)2020-01-06 03:30:42
大電機技術(2017年3期)2017-06-05 09:36:02
軍事文摘(2016年16期)2016-09-13 06:15:49
汽車維護與修理(2016年10期)2016-07-10 08:17:41
智能建筑電氣技術(2015年5期)2015-12-10 05:52:30
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39
