一種搖臂耳片空間尺寸的快速檢測裝置
2020-09-24 00:27:36萬國俊陳賢亮樊娜娜
設備管理與維修 2020年17期
萬國俊,張 艷,付 杰,陳賢亮,樊娜娜
(航空工業成都飛機工業(集團)有限責任公司,四川成都 610092)
0 引言
某批量生產的帶錐孔止動凸臺的搖臂零件,在工程設計藍圖上給出了多處功能尺寸,以目前的通用量具檢測這些功能尺寸,存在檢測精度低或無法檢測的實際情況,如圖1 所示。該零件用通用量具測量效率低、檢測難度大,而采用測量機測量,存在測量成本高、測量效率低等問題。
1 檢測難點分析
(4)檢測耳片端面對相應錐孔軸線的垂直度0.06。目前現場常用的量具無法測量,現采用在精密車床用杠桿千分表找正24錐面,使其跳動誤差小于0.005,再用杠桿千分表測量端面的跳動誤差來判斷是否合格。由于垂直度對零件2 個端面都有要求,需要裝夾2 次,同時,零件外形是異形,裝夾難度大,找正效率低又占用機床的生產資源。
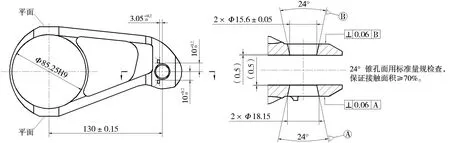
圖1 零件要求檢測尺寸
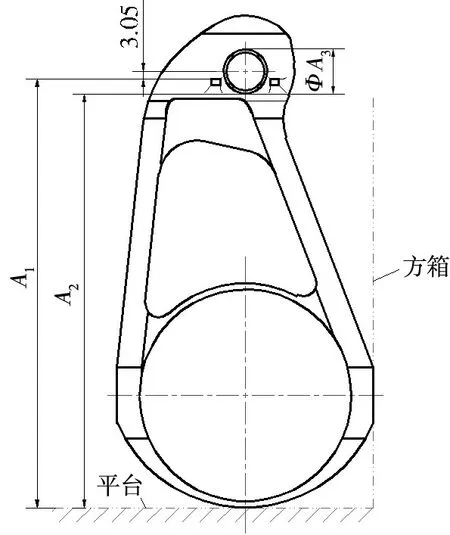
圖2 檢測尺寸3.05 的方法
2 解決方案
2.1 專用檢測量具設計
利用此結構原理,并對該結構進行改裝,設計1 套專用檢測量具,使其一次能滿足圖1 中所有尺寸的測量,專用檢測量具結構如圖4 所示。
專用檢測量具由3 部分組成,圓錐塞規、通端樣板、止端樣板。圓錐塞規是在傳統圓錐塞規的基礎上進行了3 處改進:手持部位設計成大小為15.6的光滑極限量規的通、止端,用于測量15.60.05;將圓錐塞規的錐度小端制成標準芯軸,與游標卡尺配合,用于檢測85.25H9 的孔壁面到標準芯軸一側的素線距離;手持部位與圓錐面大端面的結合處增加1 個高精度的圓柱面,保證其軸線對圓錐面軸線同軸并與圓錐面大端面垂直,使用通端樣板、止端樣板組合檢測尺寸
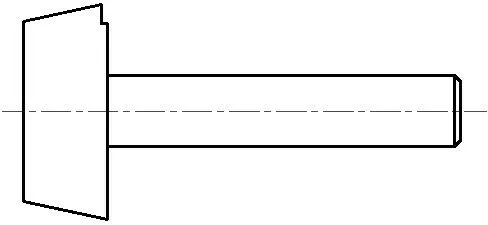
圖3 常用的圓錐塞規結構

圖4 專用檢測量具
2.2 測量方法
專用檢測量具可一次性檢測圖1 中所有尺寸,具體檢測方案如圖5 所示。
(3)垂直度的測量。將通端樣板套入圓錐塞規中,通端樣板端面與塞規錐度大端端面貼合后,使用塞尺的尺寸差來檢測垂直度,當尺寸差在0.06 mm 內時,即為合格,如圖6 所示。
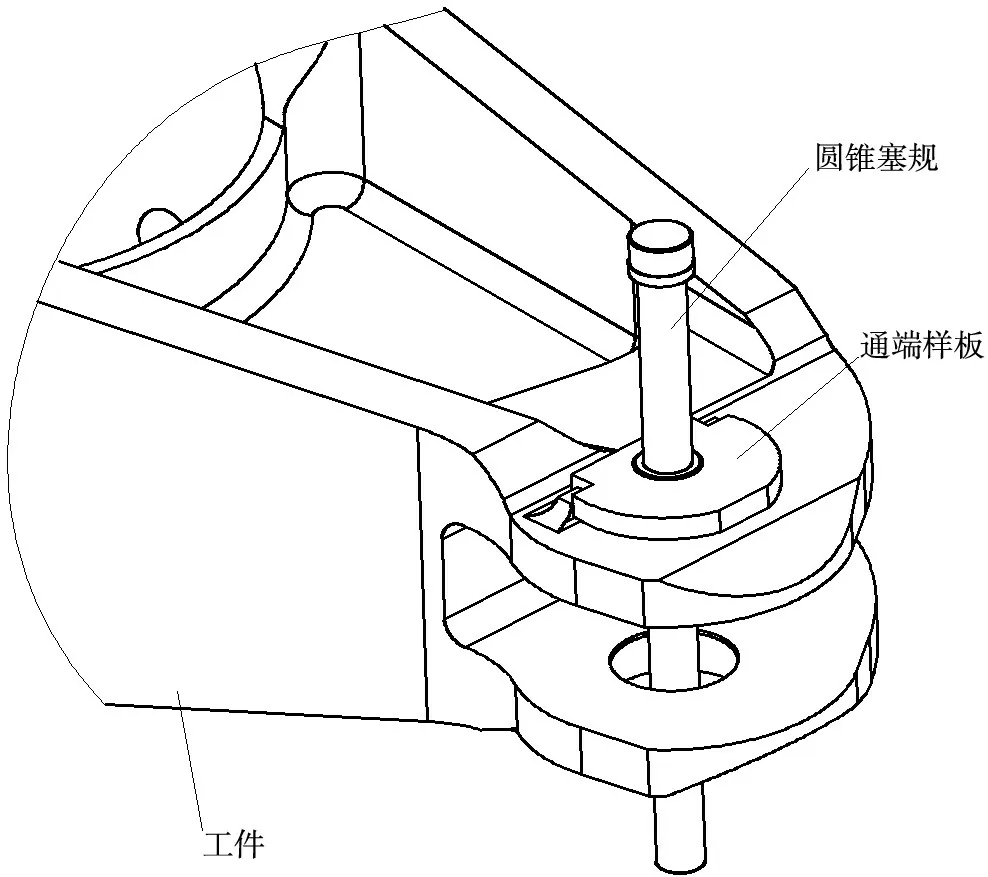
圖5 專用量具檢測
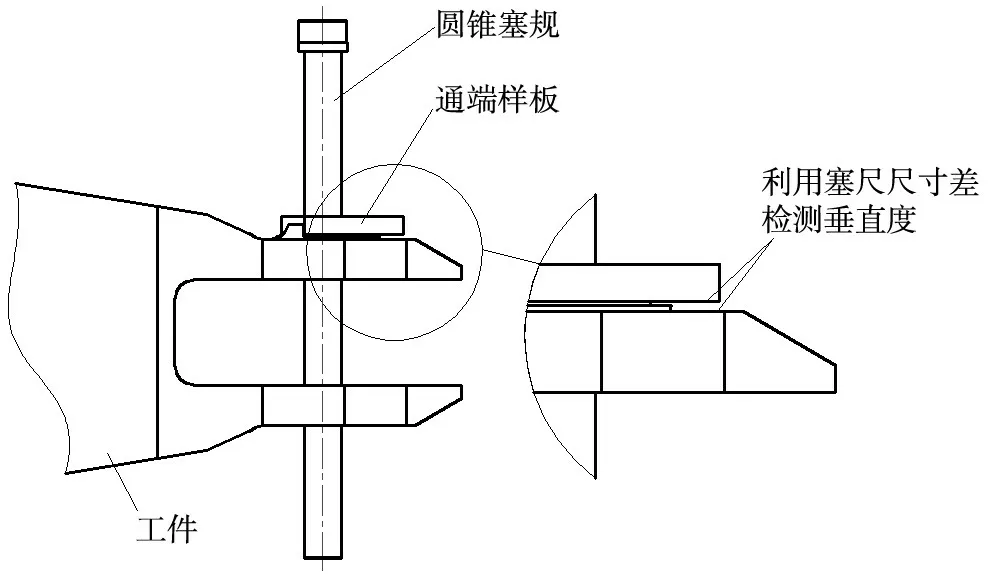
圖6 專用量具檢測垂直度
2.3 1300.15 檢測方法的尺寸鏈分析
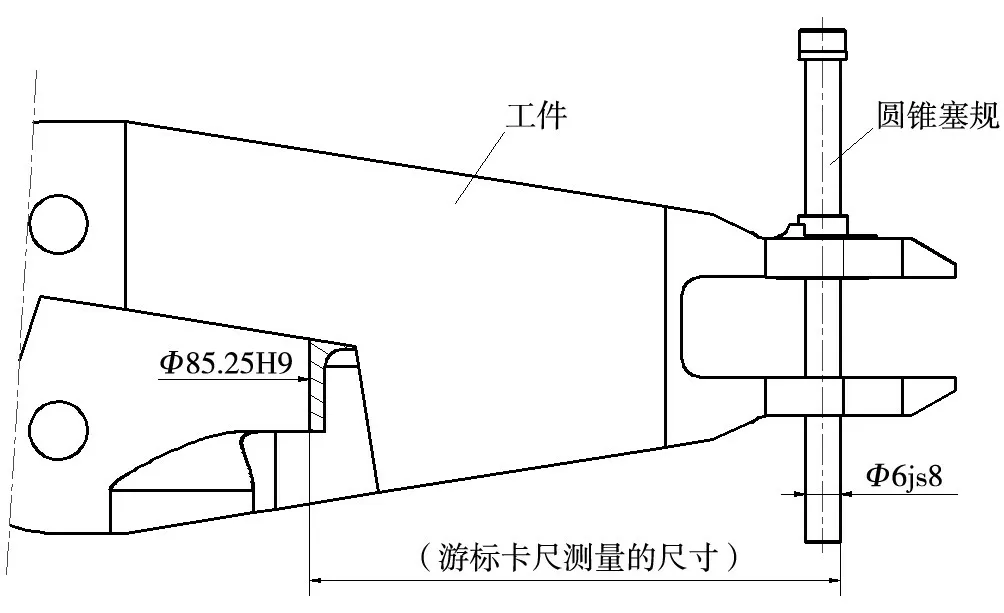
圖7 專用量具間接檢測130依0.15

圖8 尺寸鏈分析
從圖9 得出A1、A2為減環,A3、A4為增環;A1為同軸度誤差,直徑上的6js80.009,取在半徑上為30.0045,A4在直徑上為82.25H9(+0.087,0),取在半徑上為41.125(+0.0435,0)。根據:封閉環基本尺寸=(所有增環基本尺寸之和)-(所有減環基本尺寸之和)
N=(A3+A4)-(A1+A2)
130=41.125+A3-3-0
A3=130-41.125+3=91.875
根據:封閉環的上偏差=(所有增環的上偏差之和)-(所有減環的下偏差之和)
ESN=(ESA3+ESA4)-(EIA1+EIA2)
0.15=(0.0435+ESA3)-(-0.01+(-0.0045))
ESA3=0.15-0.0435-0.01-0.0045=0.092
根據:封閉環的下偏差=(所有增環的下偏差之和)-(所有減環的上偏差之和)
EIN=(EIA3+EIA4)-(ESA1+ESA2)
-0.15=(EIA3+0)-(0.01+(+0.0045))
EIA3=-0.15+0.01+0.0045=-0.1355
(ESX表示上極限偏差,EIX表示下極限偏差)
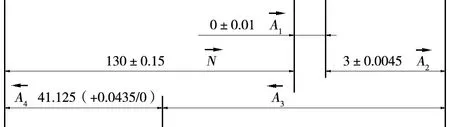
圖9 尺寸鏈
3 結束語
此套專用檢測量具借助圓錐塞規涂色法檢測的結構,運用了通、止端原理及間接測量的思路進行設計。將專用檢測量具應用于帶錐孔止動凸臺的搖臂零件的功能尺寸的測量,解決了用常規量具難以檢測的檢測難題。使用專用檢測量具與使用常規量具手工測量對比提高檢測效率10 倍左右,與使用測量機測量對比提高檢測效率4 倍左右。同時,該專用檢測量具對其他類似結構的零件亦有借鑒意義,特別是以工件錐孔軸線為基準的尺寸特征有廣泛的借鑒意義,此方法值得推廣。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
海峽科技與產業(2016年3期)2016-05-17 04:32:12