天然大漆在山東地區古琴中的運用研究
2020-09-24 03:10:31趙少俐孫莆迦
天工 2020年2期
趙少俐 孫莆迦

[摘 要]漆樹的天然樹液也稱大漆,因其不易氧化、耐濕防腐,成為傳統木器優選飾面材料。中國傳統樂器古琴因其本身的斫制工藝與大漆飾面的保護,得以傳世千年音樂依舊,成為中華文明的瑰寶。以山東地區古琴飾面類型為研究對象,探索大漆犀皮工藝在古琴飾面中的運用。
[關鍵詞] 大漆;素髹;裝飾琴;犀皮工藝
[中圖分類號] J527? ? ? ? ? ? [文章標志碼] A? ? ? ? [文章編號] 2095-7556(2020)2-0066-02
本文文獻著錄格式:趙少俐,孫莆迦.天然大漆在山東地區古琴中的運用研究[J].天工,2020(2):66-67.
古代山東地區盛產漆樹,是我國主要產地之一,《史記·老子韓非列傳》上有“莊子者,蒙人也,名周,周嘗為蒙漆園吏。”宋代《太平寰年記》上還有兗州土產有“漆絲織文”的記載。1972年調查,山東地區有成齡漆樹兩千余株,多存于淄博、棗莊、濰坊、臨沂、煙臺及泰安等地山區。
一、山東古琴飾面基本概況
山東古琴的發展案例最知名的是諸城古琴,稱“山東諸城派古琴”,又稱“瑯琊派古琴”,出自“虞山”派,形成于19世紀中葉,歷經琴家的探索、交流、吸收、發展,形成了具有諸城特點、風格、技巧和特有曲目傳譜的古琴流派。后人對于諸城派古琴的了解,主要來自諸城派琴人保留下來的很少的幾部琴譜和他們撰寫的很少的幾篇關于諸城派古琴的文章。目前,山東古琴飾面工藝手法多為素髹,如山東博物館館藏魯荒王墓出土的古琴“天風海濤”,琴身長121厘米、寬19.5厘米。琴面由桐木材料斫成,琴底則為梓木,琴身素髹黑漆,歷經數百年已裂現蛇跗紋理。琴徽嵌金,七弦,二柱、十三徽,弦已無,有七個調弦的玉軫。“天風海濤”為篆書刻于琴底部。歷史上古琴的裝飾手法很多,比如唐代古琴里的漆藝裝飾有金銀平托、螺鈿鑲嵌、戧金等工藝,隨著科技的發展和現代人對審美的需求,傳統古琴的大漆飾面工藝也越來越需要符合當代審美的藝術探索。
二、古琴飾面分類和常用制作技法
傳統古琴飾面基本分為兩大類:素琴和裝飾琴。素琴又稱單素,為單色漆髹涂,漆色有黑色、紅色、栗色等,如傳世的唐代古琴“九霄環佩”伏義式,通體紫漆髹涂,包漿現小蛇腹斷紋,顯鹿角霜灰胎,以夏布裱褙琴胎,山東地區古琴多為此類。裝飾琴有琴體描金技法,如故宮典藏的仲尼式金漆花鳥琴,琴面琴底均為蒔繪東洋花鳥紋裝飾,構圖聚散三組,底部山石花紋因采用漆堆砌隆起,影響細弦的彈奏,琴側面繪一圈金漆花。另有螺鈿平托和金片平托技法,如日本正倉院典藏唐代古琴,琴頭部分平托金片攥刻人物花紋,琴體平托螺鈿,高貴華麗。
大漆飾面素髹工藝歷史文獻多有記載。王世襄先生著《髹飾錄解說》中摘錄了北宋、元、明、清各個時期的琴書有關精制漆的常用制作具體方法介紹;北宋《琴苑要錄·琴書》中記載了“煎黳光法”:好生漆一斤、清麻油六兩、皂角二寸,油煙煤六錢,鉛粉一錢,訶子一個。用炭火同熬煎,鐵刀子上試牽成絲為度,綿濾過為黳光也;《合琴光法》也曾記載:煎成黳光一斤,雞蛋清兩個,鋁粉一錢,研清生漆六兩,在用調和勻,亦須看天時氣,并漆緊慢,如冬天用,加生漆八兩到十兩,如夏天用,即減五兩,春秋二時增減隨時,并需臨時相度。
三、大漆犀皮工藝的古琴飾面探索
通過對山東地區古琴飾面常用大漆制作工藝的考察調研,筆者發現目前面世的古琴飾面皆為素髹工藝,因此筆者嘗試對古琴飾面的裝飾工藝做了進一步探索。本次古琴的飾面工藝探索是基于將傳統大漆犀皮工藝在古琴飾面的一次實驗性研究,主要選用竹節式古琴,色調設計為綠色,通體綠金斑。“犀皮綠琴”飾面工藝具體制作步驟如下:
1.將木胎修整完形,標出1~7弦的寬度,打磨琴路,使木胎的弦路不沙音,弦路平順。
2.髹生漆一道(靠木漆)干后,糊精(用玉米淀粉熬制一種漿糊,南方也用糯米粉)。將生漆與糊精以2∶1的比例調和,將夏布在濕水里浸半小時,去掉布的漿料,使夏布的麻纖維變軟、吸水、膨脹。將調好的生漆糊用塑料刮板均勻刮在琴胎上,做到不留死角。
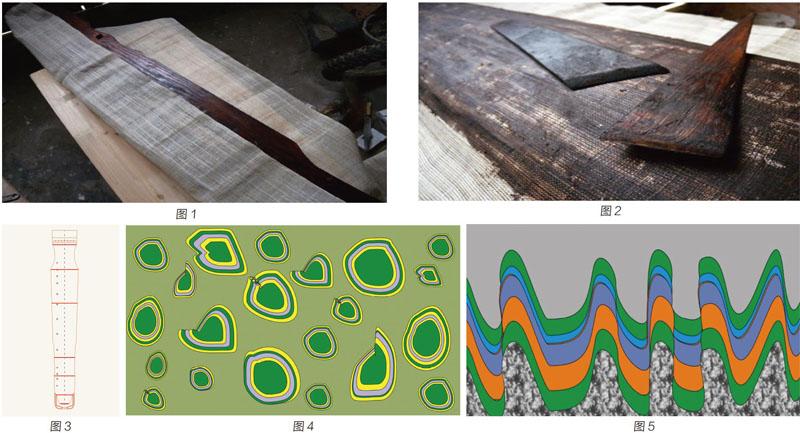
3.裱布。將夏布鋪在琴面上用橡膠刮板反復刮壓(如圖1), 將布在岳山處剪出小口,順勢折于承露處,布必須圍住邊墻,切布的接縫處在底板的中間位置,這樣做能確保合琴的縫隙不會因年久而開裂,布面平整后入蔭房干燥三天,蔭房溫度在25℃~28℃左右,濕度在80%~90%之間,取出蔭干好的琴胎,用240目的鹿角霜和生漆1∶1用手指反復抹壓,勿求夏布面的孔隙浸滿鹿角霜漆糊(此工藝環節目的是讓夏布緊貼木胎,不翹不鼓)。
4. 固形。入蔭三天,取出,將厚3毫米、寬度2厘米的橡膠條,在距琴頭頂點位置(如圖2) ,106.5毫米處、319.5毫米處、524.5毫米處、315.5毫米處、187毫米處、99.5毫米處、36毫米處分別纏繞,以保持琴的木胎不變形(特別是低頭,塌腰處準確)。
5.找平。將40目的鹿角霜與生漆拌均,比例為3∶1,刮涂于膠條的中間空隙,再用30厘米寬的刮板將高于膠條的鹿角霜刮于低處,力求與膠條平齊。入蔭干燥七天,濕度85%~90%,溫度28℃,取出琴胎,將膠條去掉,用3厘米的刮板將粗灰刮于膠條的余留縫(注:該工藝目的是使粗灰的厚度一直保持在3毫米)。粗灰完全干后用120目磨石打磨,平整后用80目的鹿角霜與生漆2∶1混合,膠條用1毫米厚度,其他即同上。蔭干后用240目磨石打磨,入蔭。后續再用0.5毫米的膠條,200目鹿角霜與生漆比例1∶1,以360目砂紙打磨(如圖3)。然后髹涂底漆,底漆用發刷生漆,底漆蔭干后,上綠色大漆一道。
6.布點。將蛋清、大漆、色粉混合成膏狀,用絲絡,在琴表面施以不規則的飾點(注:飾點布局的厚度控制在琴面釉的二分之一合適)(如圖4 花紋剖面圖)。入蔭房干燥半月,等到“點”內外全干后,上綠色漆一道,綠漆干燥后上透明漆一道,等到不粘手但依然有粘性時,貼金箔一遍,入蔭干燥一天,取出刷罩金漆一道,再刷淺色綠漆一道,如此反復二十多遍,注意漆色的明度變化(如圖5花紋立面圖)。 經過反復連續20遍的工藝操作,琴面的凸起不明顯了,用800目砂紙打磨(注:打磨時用長木條,30厘米粘貼砂紙),注意琴絡處的打磨一定要平整,一邊打磨一邊用直尺衡量平整度,琴面平整后用試音琴崩子調試,看琴絡處是否有沙音,如有再用直尺找出沙音點,在沙音點的右面打磨(注:琴頭在左),逐步磨平(如圖6)。
因山東地區地域氣候特點,以上工藝環節要求在符合大漆干燥條件的蔭房內干燥完成,蔭房配備溫控調節設施,溫度控制在25℃,濕度在80%為宜。
古琴飾面文化的傳統工藝必須在傳承的基礎上借助現代工藝手段,結合現代藝術形式,才能在現代工藝生態環境下得以發展。只有被充分保護、理解、傳承、創新、衍生,古琴傳統工藝文脈才能實現它的最大價值,才能成為本地區文化創意產業建設和發展中的原生力量,并對今后的古琴設計制作和提升山東地區文化建設質量、促進文化創意產業發展、繁榮和發展山東文化事業、建設富有齊魯地域特色的先進文化產生積極的影響。
[作者單位]
1.青島農業大學藝術學院
2.青島農業大學海都學院
(編輯:劉莉琴)