微鉆技術最新研究進展之二
——非傳統微鉆技術
2020-04-14 07:56:54姜正義
鞍鋼技術 2020年2期
姜正義
(1.伍倫貢大學機械、材料、機電與生物醫學工程學院,新南威爾士州,伍倫貢 2522;2.遼寧科技大學,材料與冶金學院,遼寧,鞍山114051;3.鞍鋼集團鋼鐵研究院海洋裝備用金屬材料及其應用國家重點實驗室,遼寧 鞍山114009)
由于產品越來越向小、輕、薄以及多功能化和高密度化發展,這就要求在有限的空間內設置更多高質量的微鉆孔。與微型化趨勢相一致的是微鉆頭現在廣泛應用于精密工程等領域,如微電子機械系統(MEMS)、消費品、生物醫藥、化學工程、光學顯示器、流體學、無線和光通信以及印刷電路板(PCB)[1-3]。 在上述行業中,PCB 制造使用的微鉆技術最多。由于對智能手機、筆記本電腦、數碼相機和錄像機等電子設備的需求不斷增長,研究表明,PCB市場有望在2015~2020年以同期復合年增長率(CAGR)4%的速率增長。
為了滿足微鉆頭的需求,根據應用的類型、尺寸精度要求、孔壁表面質量和速度,大量不同的、傳統的和非傳統的微鉆技術已經而被廣泛應用。非傳統的微鉆頭涉及電、化學、機械、熱等手段,本文研究了六種主要的非傳統微鉆孔技術,其中包括:激光微鉆孔(LMD);電火花微鉆孔(EDM);電化學微鉆孔(ECMD);電子束微鉆孔(EBMD);放電輔助化學加工微鉆孔(SACE);超聲波振動微鉆孔(US)。
1 非傳統微鉆頭技術的發展歷史
鉆孔是最常用的機械加工技術之一,自古埃及時代就開始使用。1958 年,Levin[4]通過機床制造了一個小至0.015 mm的鉆孔,這可能是微鉆頭技術的第一次嘗試。在所有的非傳統技術中,激光微鉆孔在20世紀70年代開始被使用[5],這一時期的激光打孔是基于長脈沖CO2和YAG(釔鋁石榴石)激光系統。在這些系統中,材料通過熔體去除排料,導致尺寸精度差,孔壁上易產生裂縫,這些缺點限制了激光鉆孔技術的使用。在以后的十年里,隨著低功率波導準分子激光器和四倍頻率Nd-YAG激光器的發展,解決了一些缺陷[6-7]。然而,這些技術僅限于非金屬材料和大直徑鉆孔。在這段時期,其他一些非傳統的微鉆技術,如EDM也可用于微鉆頭。在1990~2000年,除了激光鉆孔和EDM,ECM和超聲振動手段也開始出現報道,但應用十分有限[8]。激光微鉆孔在這十年里主要致力于高精度和高展弦比微鉆頭方面的研究。這一時期,通過準分子在聚合物和PCB上進行激光鉆孔很受研究人員的追捧[9-10]。然而,在金屬上進行微鉆還存在一些問題,在上個世紀90年代末,人們做了很多關于微鉆金屬的嘗試。Zhu[11]等人使用飛秒鈦,通過藍寶石激光脈沖研究了鋁、鉬、鈦、銅、銀、金和黃銅等材料的微鉆技術。從2000年開始,激光微鉆以及其他的非傳統微鉆技術如EDM、EB、SACE和US已廣泛應用于包括金屬在內的幾乎所有的材料。
2 非傳統微鉆孔技術
非傳統微鉆孔被定義為不使用常規微鉆孔工藝加工微孔。非傳統的微鉆孔方法有激光、電火花加工、電子束、電化學和放電輔助化學加工,其中使用最廣泛的是激光打孔技術。然而,每種技術在成本、加工效率、精度、可加工材料和最小可實現尺寸方面都有其各自優缺點[12]。非傳統微鉆頭技術相對較新穎,同時也在現代生產中大量應用。與傳統鉆頭的使用方式不同,非傳統微鉆頭技術使用的是涉及各種電氣、化學、機械、熱力工藝或這些工藝過程的組合。
2.1 激光微鉆孔
在非傳統微鉆孔技術中,最常用的方法是激光(微)鉆孔。常用于微鉆孔的激光包括紫外激光(短脈沖,超短脈沖)、ND:YAG、CO2激光、有源光纖激光、金蒸氣激光、二極管陣列激光、Nd-VO4激光、準分子激光,THG-YAG激光器和銅蒸氣激光器。激光燒蝕的典型脈沖持續時間在納秒、微微秒和飛秒范圍內[13-14]。
激光(微)鉆孔非常適合在復雜形狀零件上的加工微孔,激光微鉆孔技術以其高寬高比,局部處理能力強,加工精度高,與光刻技術相比,具有成本低、生產速度快等優點,已成為克服傳統機械加工缺點的潛在替代品,廣泛用于高級硬質材料或難切削材料,如陶瓷、玻璃和超級合金復合材料。在眾多的應用中,激光微鉆孔技術在航空工程、汽車、半導體、生物醫學等領域的應用最為廣泛[15]。
典型的激光微鉆加工示意圖見圖1,它是一種將高密度光束聚焦在試樣上的一個點上,以熔化和蒸發其經過路徑上的材料的激光微鉆孔加工技術。

圖1 典型的激光微鉆加工示意圖[18]Fig.1 Typical Shematic Diagram on Processing by Laser Micro-drilling[18]
這些孔的直徑從一微米到幾百微米不等,激光微打孔發生在兩個階段:光化學階段和光熱階段。在光化學階段,激光光子能量直接落在材料上,從而使材料在光照下從基體中噴出;在光熱階段,由于材料吸收了激光能量,溫度上升到熔化點或蒸發點以上,使材料被快速沸騰或蒸發帶走[15-17]。
除此之外,許多研究者也開始關注飛秒激光微鉆孔技術。飛秒激光可用于各種材料,如金屬、半導體、透明材料、超硬材料和聚合物。傳統激光器的光源是固體激光器,其成本高、體積大并需要定期維護,而非傳統飛秒激光器具有成本低、結構緊湊、可靠性高和維護工作量小等優點。
2.2 電火花微鉆孔
微細電火花加工技術通常稱為微細電火花加工(EDM),它實際上是一種微細電火花加工工藝。近年來,這種方法在微尺度鉆孔中的應用得到了推廣。它用一根微絲作為電極,穿過工件,在工件上鏡像,最終在工件內部打一個孔。只要通上電流,該技術就可以加工復雜的幾何形狀和難以加工的強韌性的材料,例如工具鋼、航空航天合金和碳化鎢。電火花微細加工的另一個有前途的特點是該技術與傳統的微細孔相比,能加工出更高深寬比的微細孔。
借助于電火花加工技術的微鉆孔技術是一個復雜的加工過程,其典型原理圖如圖2所示。火花產生在兩個電極之間的間隙中,兩個電極在介質中彼此保持很小的距離,同時在它們之間施加高電壓。通過高壓電介質的液體在加工間隙中循環,燒蝕材料迅速凝固并以碎片顆粒的形式從電極間隙中沖出[12,19-20]。 結果表明,激光微鉆孔的圓度和表面質量接近常規,但由于材料是通過熔化和汽化過程去除的,因此加工表面有熱老化層或微裂紋,表面質量差。同時刀具磨損快,材料去除率(MRR)低,導致產量降低。

圖2 EDM的典型原理圖[21]Fig.2 Typical Schematic Diagram of EDM[21]
2.3 電化學微鉆孔
電化學加工(ECM)是 Gusseff于 1929年發明的專利[22]。從那時起,這項技術在科學研究和制造業越來越受歡迎。利用電解加工(ECM)或電化學微加工(ECMM)制造的微孔稱為電化學微鉆孔(ECMD)。目前,由于ECMD具有設備低廉、材料去除率(MRR)高、精度高和加工表面粗糙度小及其環境可接受性等優勢,廣泛應用于電子和生物醫學領域的抗化學腐蝕材料,如鈦、超級合金、銅合金和不銹鋼等可以通過這種方法進行微鉆孔。
ECMD是一種類似于電鍍,利用陽極溶解去除材料的方式,工作原理如圖3所示[23-24]。待鉆孔工件為陽極,刀具為陰極。陽極和陰極在電解液(通常是鹽溶液)的幫助下分離。當刀具與工件保持一定距離并通過電解液施加脈沖電壓時,陽極即工件開始局部溶解,從而產生微孔[25-26]。
化學加工或電化學加工實際上是一個無熱加工過程,不會在加工表面留下微裂紋或熱殘余應力[26-27]。ECMD的主要缺點是刀具絕緣失效和雜質去除。此外,它的加工精度不如傳統的微鉆孔。ECMD產品的最大市場主要是電子、醫藥、汽車、光學、生物技術、通信和航空電子工業,典型的例子包括壓力傳感器、光盤播放器、氣囊和噴墨打印機。
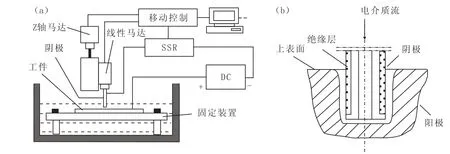
圖3 ECMD典型原理圖Fig.3 Typical Schematic Diagram of ECMD
2.4 電子束微鉆孔
電子束微鉆孔(EBMD)是在真空條件下形成的一種熱微鉆工藝。1948年,卡爾·施泰格瓦爾德在使用高分辨率電子顯微鏡時意外發現了這個過程。不久之后,他在卡爾蔡司開發了一種微型鉆孔系統,生產從50 μm到1 mm不等的微孔。圖4顯示了電子束微鉆孔整個過程的工作原理。電子束產生后,通過電磁透鏡將高加速和高濃度的電子束聚焦在試樣上,激發的光束在撞擊點立即熔化并蒸發工件材料。
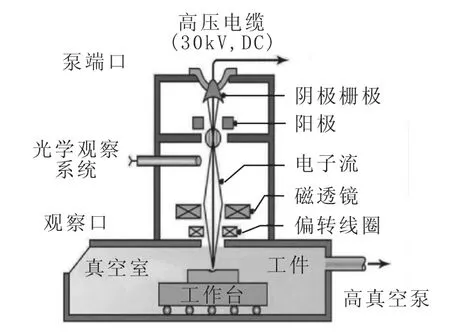
圖4 電子束微鉆孔操作裝置原理圖Fig.4 Schematic Diagram for Operating Device by Electron Beam Micro-drilling
圖5顯示了創建孔所涉及的步驟。背襯材料用于排出熔融材料,有助于保持孔尺寸均勻,一旦電子束穿透試樣,背襯材料將發生反應,產生大量氣體,將熔融材料從鉆孔中吹出[28-29]。圖6為典型的EBMD實例。

圖5 EBMD工藝Fig.5 EBMD Process
電子束(EB)微鉆孔與激光微鉆孔類似,其原理是產生能量并精確地聚焦在特定尺寸上,以熔化和蒸發鉆孔區域。目前的電子束尖端技術有穿孔的單脈沖和擴大孔的多脈沖模式兩種基本模式。與激光、電火花或電解加工相比,由于電子束微鉆孔技術具有更高的生產力,得到了更廣泛的應用。
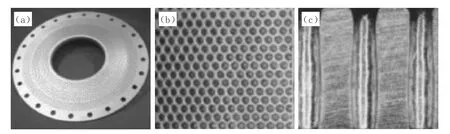
圖6 典型的EBMD實例[30]Fig.6 Typical Examples of EBMD[30]
這種方法在未來有很大的潛力,特別是在那些需要在單個零件上有10 000個以上孔的應用。對于難以切割和復雜形狀的零件,EBMD是最佳選擇之一。另外,將它安裝在可編程數控機床上會使系統更容易被用戶接受。
2.5 放電輔助化學加工
放電輔助化學加工(SACE)又稱為電化學放電加工和電化學火花加工。該系統由Kurafuji等人開發,1968年首次用于玻璃微穿孔,但后來被用于加工其他非導電材料,如石英和陶瓷。在玻璃材料中進行微鉆孔是一項具有挑戰性的工作,特別是在高長徑比的微鉆孔中,其原因是玻璃的脆性和非導電性。傳統的微鉆孔加工時間較長,表面質量較差。基于熱輔助刻蝕的SACE可以為脆性材料的微鉆孔提供一種很有前景的解決方案,但它的局限性在于該技術大多只適用于脆性材料。放電輔助化學加工的機理是基于電化學放電,而機械加工是基于熱輔助刻蝕。SACE微鉆的典型機理如圖7所示[31-32],電化學放電加工是在30%NaOH制成的電介質溶液中進行,通常使用兩個電極,較大的一個用作工件,較小的一個用作工具。在電池終端之間施加一個電位差,當它達到臨界值(通常為30 V)時,氣泡在工具電極區密集生長并聚集成氣膜。
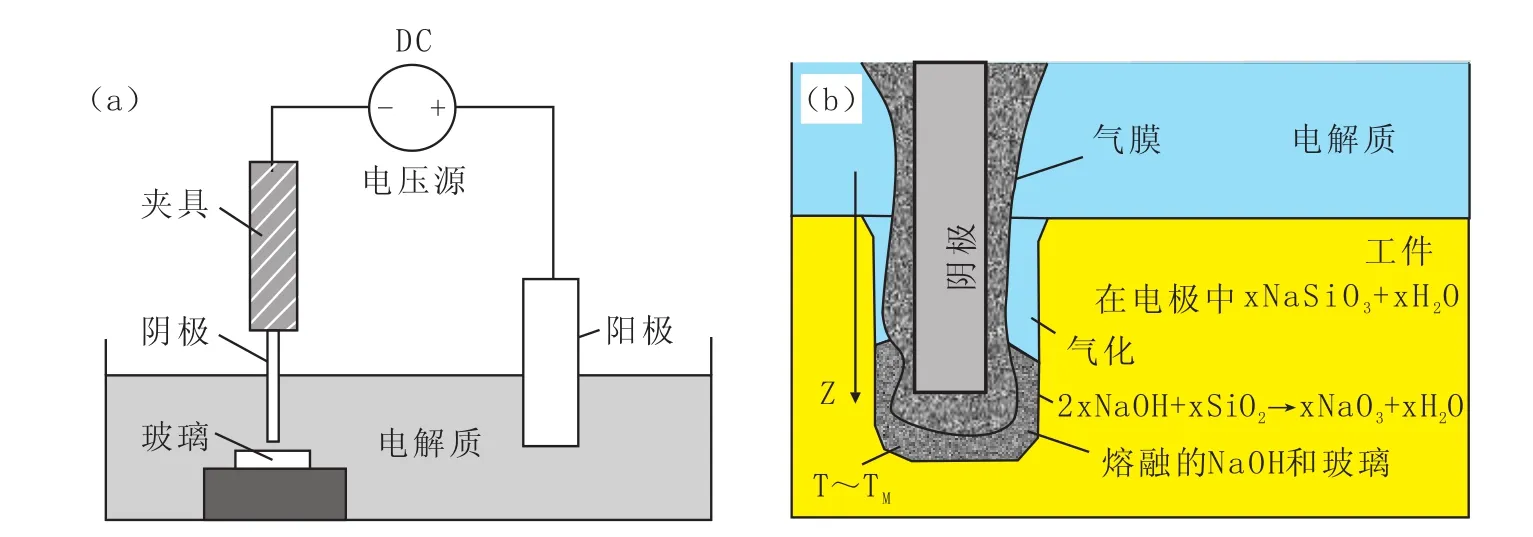
圖7 SACE微鉆的典型機理[33]Fig.7 Typical Mechanism of SACE by Micro-Drilling[33]
2.6 超聲波振動微鉆孔
超聲波輔助加工技術在微鉆孔領域的應用是一個新的發展方向[34-35]。該技術問世后,已廣泛應用于加工和切割。典型的應用實例包括高精度醫療設備、微型整合分析系統(μ-tas)、微機電系統(MEMS)、實驗室設備和許多其他設備[34]。Hung 等人[36]采用螺旋微工具,通過微細電火花加工和超聲振動相結合,在高鎳合金內部產生微孔。Aziz等人[37]采用直徑為 20 μm 的微型長直徑鉆頭,對不銹鋼進行超聲波輔助微鉆孔,當施加超聲波振動時,能夠提高工具的性能。Rusli等人[38]利用超聲波輔助電解加工技術在玻璃基板上檢查了微鉆孔的性能。超聲微孔加工見圖8,圖8(a)給出了超聲波微鉆孔工藝的典型示意圖,圖8(b)顯示了工件固定時刀具的振動,圖8(c)顯示了刀具在固定位置旋轉時工件的振動。

圖8 超聲微孔加工Fig.8 Processing by Ultrasonic Micro-drilling
3 非傳統微鉆孔技術對比分析
文中涉及到的非傳統微鉆孔技術在現代醫學、工程以及不同科學領域有著廣泛的應用前景。雖然激光微鉆孔是最受歡迎的一種非傳統微鉆孔技術,但也有許多缺點。這些問題包括尺寸精度差,碎片需要清除,由于重鑄層的形成而導致孔內微裂紋產生熱殘余應力以及生產成本高。較為流行的非傳統微鉆孔技術是電火花微鉆孔,只要工件是導電的,這項技術就可以用于任何幾何形狀或難以切割的高硬度材料。然而在加工過程中,材料去除仍然是一項具有挑戰性的任務,需要正確控制,因此該方法存在微裂紋和表面光潔度差的問題。與電火花微鉆加工技術相比,電化學微鉆具有材料利用率高、安裝成本低、生產率高、環境友好等優點,近年來受到了廣泛的關注。電子束微鉆孔和超聲振動微鉆孔是制備微孔的較新技術,一方面,電子束微鉆孔是為復雜形狀或難以加工材料而開發的批量微孔技術,該技術可配備可編程數控機床;另一方面,超聲波振動微鉆孔主要用于制造高質量的微孔,該特征可以添加到其他類型的微孔鉆孔方法中,以獲得優質的孔壁表面。
4 結語
非傳統微鉆孔是指不需要鉆頭的技術,本文重點概述了五種非傳統微鉆孔技術:激光微鉆孔、電火花加工微鉆孔、電化學加工微鉆孔、電子束微鉆孔及超聲振動微鉆孔,并討論了每種技術的工作原理、優缺點、挑戰和未來前景。在所有的非傳統技術中,激光微鉆孔是最常用的技術。
(1)由于高速的優勢,激光微鉆孔在工業應用中一直是一個不錯的選擇。
(2)短脈沖,例如飛秒激光微鉆孔,由于具有最小飛濺、微裂紋和重鑄層形成的優點,近年來受到了廣泛關注。
(3)只要試樣是導電的,電火花微鉆孔就可以適用于任何幾何復雜零件。目前,該技術缺乏材料去除的改進方法以用來提高生產速度、減少電極磨損。
(4)與電火花相比,電解加工有助于提高材料去除率。
(5)對于不需要高質量孔的微孔批量生產,電子束微鉆孔是更好的選擇,該技術更適合復雜形狀的零件或難以切割的材料。
(6)在要求最終孔質量的應用中,超聲波振動微鉆孔是最佳選擇。這種方法可采用多種刀具類型和尺寸。然而,這項技術因其緩慢的生產速度而受到限制。為了提高其適用性,有必要進一步研究以提高生產率。
總之,由于市場非常廣闊,有許多替代品可供選擇,因此選擇合適的微鉆孔削技術不僅需要深入了解現有技術,而且還需要仔細考慮一些因素。對于難以加工材料或形狀復雜的試樣,推薦采用非傳統的微鉆孔技術。如果生產量大,更推薦使用激光或電子束。
致謝
感謝國家自然科學基金對本研究的財政支持。
特別感謝來自遼寧科技大學張紅梅教授、李娜副教授、趙大東博士和夏壘博士對論文的翻譯工作。
