
交流伺服電機驅動系統在輥壓生產線控制系統中連續切斷的應用
2020-09-28 08:16:26伍其文
裝備維修技術 2020年36期
關鍵詞:自動控制系統
伍其文

摘 要:本文通過交流伺服電機驅動系統在輥壓生產線上的應用案例,介紹一種新型切斷裝置控制方法在輥壓生產線自動化控制系統的設計與實現方法。輥壓生產線是生產汽車的車門窗框、汽車保險杠等產品的重要設備。
關鍵詞:交流伺器系統;輥壓生產線;可編程控制器(PLC);自動控制系統
1 引言
隨著高性能集成電路、電力電子技術及交流可變速驅動技術的迅速發展,交流伺服驅動技術突破性的發展。交流伺服電機驅動系統已成為當代高性能伺服系統的主要發展方向,直流伺服電機驅動系統因固有缺點面臨著被淘汰的危機。
2 交流伺器系統特點
交流伺服電機驅動系統與直流伺服電機驅動系統相比,交流伺服電機具有轉矩/轉動慣量比高,易于提高系統的快速性和適應于高速大力矩工作環境。交流伺服電機無電刷和換向器,工作相對更加可靠。
3 輥壓線工作方式
輥壓成型是以多組輥輪組作為成型工裝,輥輪由電機驅動減速機然后帶動旋轉運動,將鋼帶向前輸送并同時成型,以獲得所需斷面形狀的一種加工方法。
鋼帶成型后的切斷由液壓站提供油壓驅動切刀完成切斷,產出1件完成產品件。切斷裝置的隨動切斷機構往產品件輥出方向上的? 往返移動動作可由液壓驅動或伺服電機驅動,其中液壓驅動方式對驅動硬件和控制軟件的要求較高,實際使用過程中由于硬件或軟件系統不穩定會導致出現“頂刀”等現象;用伺服電機驅動切斷裝置的隨動切斷機構的方式相對穩定,故障低,本文主要介紹該控制方式。
4 切斷裝置控制要求
輥壓生產線在實際生產時,先按工藝要求在上位機中設置產品件的長度參數,機器運行中通過測長裝置和可編程控制器(PLC)計算出產品實時長度,產品件輥出長度快到達設定長度后,切斷裝置工作,隨動切斷機構移動將產品切斷并回位。機器后續運行中切斷裝置不斷循環將連續輥出的產品件等距切斷。要求切斷裝置的隨動切斷機構可快速起動,并到達并維持與產品件輥出的線速度同步,隨后完成切斷動作并快速回位。
4.1 切斷裝置
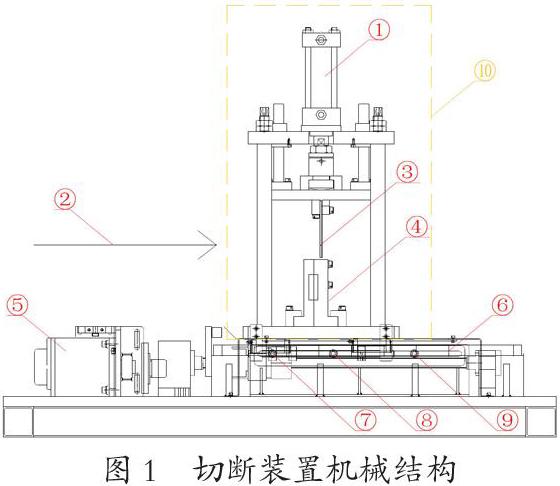
4.1.1 切斷裝置機械結構(如圖1)
②產品件輥出方向。③切刀。④切刀模具。⑤交流伺服電機,用于驅動切斷裝置的隨動切斷機構。⑥導軌,隨動切斷機構的活動導軌。⑦限位接近開關。⑧原點接近開關,隨動切斷機構機械原點位置。⑨限位接近開關。⑩隨動切斷機構。
4.1.2 切斷裝置工作方式
輥出產品件達到設定長度,交流伺服電機啟動并驅動隨動切斷機構移動,隨動切斷機構加速到指定速度并保持;當隨動切斷機構移動速度與產品件輥出線速度同步并保持時,隨即液壓站給油缸供油并驅動切刀下切,切刀下切到位后切刀回位,產品件切斷;隨即交流伺服電機減速并反轉,驅動隨動切斷機構移動回到機械原點。整過程中隨動切斷機構往返移動行程不可超過限位接近開關(⑦)和限位接近開關(⑨),并保證隨動切斷機構回位在機械原點位置(⑧)處。
4.2 測速裝置
測速裝置主要有編碼器,測長輪及固定支架組成;編碼器通過聯軸器與測長輪相連接。機器工作時測長輪的旋轉直接由產品件帶動,此時與編碼器同軸轉動,產生反饋脈沖。
4.2.1 測速裝置電氣原理。直流5伏開關電源給編碼器提供電能,編碼器旋轉產生脈沖輸出;其中一路脈沖出至可編程控制器(PLC)輸入模塊,經過可編程控制器(PLC)內部運算后得到產品件輥出的線速度。另一路脈沖輸出至伺服器輸入端子,用作為伺服器的控制脈沖。伺服器按實際硬件控制要求設置電子齒輪、控制類型、加減速曲線及各類增益等參數。直接通過編碼器輸出脈沖作為伺服器的控制脈沖,這樣的好處在于響應快,同步性好。由于可編程控制器(PLC)硬件的性能限制,程序有刷新頻率的存在,會導致脈沖輸出有滯后現象。若通過可編程控制器(PLC)計算產品件輥出的線速度后在換輸出伺服器的控制脈沖,則在實際中會導致隨動切斷機構移動速度與產品件輥出線速度不同步,存在滯后現象。
4.3 交流伺服電機驅動系統
交流伺服電機驅動系統的硬件主要有伺服器及伺服電機。伺服電機電機控制方式主要有三種,即:①位置模式,②轉矩模式,③速度模式。本文介紹的應用案例主要用速度模式控制伺服電機來實現。通過用脈沖頻率并配合方向信號來控制伺服電機的旋轉速度,從而獲得隨動切斷機構所需的移動速度。
4.3.1 伺服器電氣原理如圖2。伺服器主電源接線端L1、L2、L3接入三相380V 50Hz交流電,控制電源接線端L11、L21用短接片接入交流電。伺服器U、V、W端子接入伺服電機電源線,同時將伺服電機編碼器線纜插頭插進伺服器CN2口。伺服器及伺服電機外殼接地。伺服器J1口連接至可編程控制器(PLC)通訊模塊,用于速度等數據等交互,CN1口連接脈沖輸入端。伺服器其余控制端子接入可編程控制器(PLC)輸出或輸入模塊,用于開關量信號交互使用。
4.3.2伺服器控制方式
輸入信號:Q0.0為ON時,對伺服器進行報警復位;Q0.1為ON時,表示外部信號正常;Q0.2為OFF時,伺服器緊急停止,伺服電機立即停止轉動;Q0.3、Q0.5為ON時,為手動模式下,伺服電機正轉或反轉的點動;Q0.4或Q0.6為ON時,表示隨動切斷機構移動到前或后限位位置;Q0.7為ON時,伺服系統自動運行工作;Q1.0為ON時,選擇速度1,為同步速度;Q1.1為ON時,選擇速度2,為回原點速度;Q1.2為ON時,表示隨動切斷機構回到原點位。Q1.3為ON時,為隨動切斷機構同步速度動作結束;Q1.4為ON時,伺服系統程序復位。
輸出信號:I0.0為ON時,伺服系統準備完成;I0.1為ON時,伺服系統故障報警;I0.2為ON時,此時速度保持同步;I0.3為ON時,切刀下切;I0.4為ON時,切斷完成;I0.5為ON時,隨動切斷機構完成回機械原點位置。
參考文獻:
[1]劉福才,方一鳴,王洪斌. PLC在型材輥壓生產線飛剪控制系統中的應用
[2]韓振宇,劉東海,趙飛,寇立. 基于 PLC 控制的輥壓線連續切斷裝置的設計
[3]楊雪,王淑俊,孫連福,崔禮春. 汽車門檻沖壓及輥壓工藝對比
猜你喜歡
企業技術開發·下旬刊(2016年11期)2016-12-27 10:26:50
電子技術與軟件工程(2016年22期)2016-12-26 21:36:26
中國科技博覽(2016年18期)2016-10-19 06:57:16
科技視界(2016年14期)2016-06-08 19:01:12
科技視界(2016年11期)2016-05-23 11:08:57
中國科技博覽(2016年14期)2016-04-25 01:47:51
