
高強鋼(HSS)焊接結構件制造技術規范:Ys>355 MPa
2020-09-28 13:32:17李飛
裝備維修技術 2020年36期
李飛

摘 要:該技術文件描述了本文描述了水力發電產品中調質高強鋼(HSS)焊接結構件生產的主要規范。主要涉及屈服強度Rp0.2高于355MPa的調質態結構鋼。嚴格控制焊接各個環節,并制定標準化的工藝過程,以形成合格焊接接頭。
關鍵詞:高強鋼;焊接規范;焊材;預熱溫度;焊接熱輸入
1 鋼板采購
鋼板采購參照相關國際標準。
注意:對于調質鋼,材質證書中必須明確標識回火溫度,以確保該鋼種可進行焊后熱處理:回火溫度高于熱處理保溫溫度30℃以上。
2 熱切割
所有熱切割邊緣不允許有冷裂紋。因此,鋼板熱切割有以下三種選擇:
選擇1:熱切割時不預熱,鏟磨清除所有的熱影響區,需鏟磨的熱影響區深度約為1mm,鏟磨露出金屬光澤,并確保表面硬度不大于380HV10
選擇2:熱切割時不預熱,鏟磨至露出金屬光澤并在表面進行NDT檢驗。在切割表面及邊緣25mm區域進行PT或MT檢驗。
選擇3:熱切割時預熱,鏟磨至露出金屬光澤。不同厚度及強度級別的高強鋼局部最低預熱溫度如下表所示:
3 壓型
3.1總體要求
壓型過程中,要求基體材料的性能(耐蝕性、表面處理、力學性能等)保持不變,甚至壓型后高于該基體材料的最低性能要求。
若壓型前切割坡口與倒角,要求壓型前打磨火焰切割產生的硬化區域并進行PT或MT檢驗。
為防止在剪切及火焰切割邊緣形成裂紋,提出如下建議:
鏟磨壓型區域
壓型區域鋼板表面的缺口增加裂紋形成的風險,壓型前給予清除(不允許缺口深度大于2mm)
為避免脆性斷裂,鋼板溫度低于10℃不允許進行壓型。
3.2延展率評估方法:變形率
EN13445-5 §9的公式用來計算變形率。
對于不存在中間熱處理的多次壓型,變形率為各次壓型變形率的總和。
對于存在中間熱處理的壓型過程,變形率為最后一次熱處理并壓型后的變形率。
3.3特定要求
相應條款見EN13445-4。
冷成型
冷成型溫度應低于去應力最高允許溫度至少30℃。 變形率不允許超過5%。
高溫成型
若對調質鋼進行高溫成型,則高溫成型后必須對調質鋼重新進行一次完整的熱處理(包括淬火與回火),并重新測試其力學性能。
火焰矯直
不推薦使用手工火焰矯直。
4 焊接
4.1焊材的管理
尤其需要注意:為降低焊材熔敷金屬中擴散氫的含量,要求焊材儲存環境干燥,必要時烘干焊材。
4.2焊接評定認證
在進行焊接操作之前,要求操作者按照合適的WPS進行施焊(該WPS按照評定合格的PQR編制),且操作者本身應通過相關認證。焊接工藝及焊工的認證參照ASME ,EN或相關標準進行。
4.3焊前準備
(1)焊接接頭的準備
用機加工或者熱切割方法制備焊接坡口。若熱切割焊接坡口,應嚴格按照第2章的要求執行,且坡口切割后鏟磨去除熱影響區。
(2)部件的清理
打磨坡口表面及其附近25mm區域,確保無氧化物、熔渣、油脂等雜質。
4.4焊接過程中的操作
設備
設備狀態良好且必須校驗合格。采用焊接凸耳或螺栓、或狀態良好的地線夾進行接地。
氣刨
與其它熱工藝一樣,氣刨前對母材進行預熱,否則需將熱影響區徹底清除。預熱溫度取決于鋼板的強度級別及厚度。
起弧
在坡口內部起弧,否則,在專用的起弧板上起弧。若在焊縫外偶然起弧,必須打磨清理干凈,打磨深度不小于1mm,且PT檢測無缺陷。
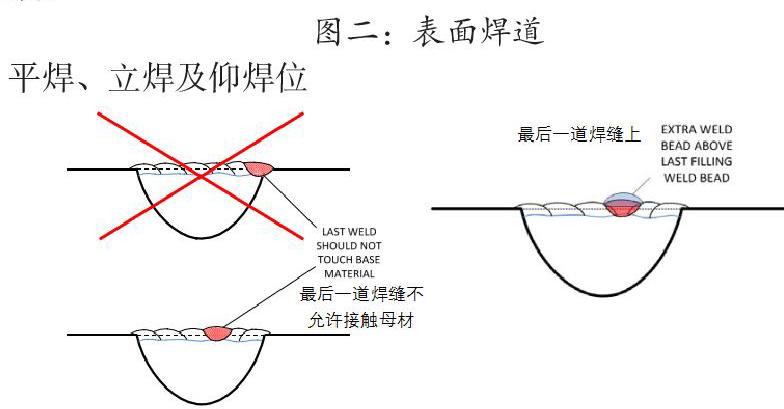
表面焊接回火焊道
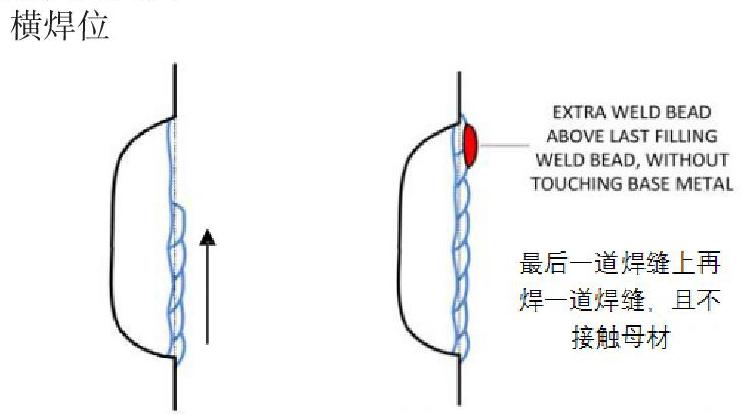
蓋面焊縫的焊接,最后一層焊縫由兩側往中間焊接(如下圖2所示)。且在蓋面焊縫的最后一條焊道上再焊接一道,打磨去除超高區域。
圖二:表面焊道
平焊、立焊及仰焊位
橫焊位
熱參數
采用電加熱進行焊接預熱及后熱,保證溫度值及時間良好的可控性,且由記錄員對溫度進行監控,并按照客戶的要求提供記錄報告。
異種材質接頭焊接的要求更加嚴格。
高強鋼(Ys>355MPa)焊接預熱溫度,層間溫度及后熱溫度
\\
焊接參數:熱輸入
注意:焊接熱輸入計算公式為:E = (60 * U * I) / (1000 * v)。
在整個焊接過程中,應嚴格遵守以下熱參數(根據板厚、碳當量及熱輸入確定)。
4.5焊后操作
焊后熱處理
原則上不允許進行焊后熱處理,包括整體和局部熱處理。若要進行焊后熱處理,熱處理前,提交熱處理的技術規范。
修復
VT檢測、裝配、制造及NDT檢測過程中在焊縫及母材上發現的缺陷,通過鏟磨或焊接進行修復。
修復區域及標記
修復區域標記以保證其可追溯性,同一區域最多允許進行兩次修復。
缺陷的清除
缺陷清除方法有:選用合適的機械方法(如加工或打磨),或者氣刨等熱工藝。若用氣刨清除缺陷,要求氣刨后鏟磨去除熱影響區(表面1mm深的區域),且氣刨前要求進行預熱。
挖缺
缺陷清除后要求進行MT或者PT檢驗。
修復后熱處理
對于80ksi/90ksi 級別鋼,修復后不熱處理是不允許的。
NDT檢測
NDT檢測需在進行焊后熱處理或后熱后48小時進行。
