1180℃處理對GH3044材料料漿滲鋁層性能的影響研究
2020-10-09 09:51:31田秦冠江珍艷羅毅
磚瓦世界·下半月 2020年9期
田秦冠 江珍艷 羅毅
摘?要:零件要求滲鋁和高溫陶瓷工藝,針對零件滲鋁與噴涂高溫陶瓷工序安排問題,研究了空氣中1180℃熱處理時間對GH3044材料的力學性能和滲鋁層的影響。結果表明經過40min時間的保溫,滲鋁層能滿足零件的要求。
關鍵詞:料漿滲鋁;抗氧化性
滲鋁層是一種高溫抗氧化涂層,它是將粘結劑、滲劑組成的料漿噴涂到零件表面上,然后在氬氣保護條件下進行高溫擴散處理而獲得。零件通過滲鋁在表面形成鋁含量較高的鎳鋁化合物,在使用過程中表面形成致密的氧化鋁層,阻止外部的氧向基體擴散。高溫陶瓷涂層是采用高溫燒結工藝在金屬零件表面涂覆一層對基體起抗高溫氧化、燒蝕的陶瓷涂層。
如果工藝路線安排為“滲鋁-高溫陶瓷”,由于滲鋁層最高使用溫度不超過1050℃,而高溫陶瓷的燒結固化溫度為1180℃,遠高于滲鋁層的使用溫度,相關文獻資料中也沒有經過1180℃處理后滲鋁層性能的報道。于是我們開展研究了1180℃對滲鋁層抗氧化等性能的影響。
1?工藝試驗
1.1?試驗過程
噴涂高溫陶瓷需在空氣中固化燒結兩次,每次1180℃保溫(3~7)min。因此先對試樣進行滲鋁,然后對滲鋁試樣分組,1#試樣不進行熱處理;2#試樣1180℃保溫20min;3#試樣1180℃保溫40min;4#試樣1180℃保溫60min。
分析零件的使用要求,該零件使用溫度為700℃~800℃,應驗證滲鋁層經1180℃處理抗氧化性的影響。因此確定試驗的檢測項目為滲鋁層深度、鋁含量及抗氧化性。抗氧化性能按HB5258-2000檢測,試驗溫度800℃,時間為200h。
1.2?試樣制備
試樣材料GH3044,試樣規格30×20×2mm,表面粗糙度Ra0.63μm。試樣準備完成后先對試樣進行滲鋁,然后進行1180℃熱處理。
2?試驗結果分析
2.1?滲鋁層金相檢測
滲鋁層深度檢測1~4#式樣依次為0.053mm、0.055 mm 、0.056 mm、 0.059mm,由試驗數據可知,經1180℃熱處理后滲鋁層深度加深,隨著保溫時間的延長滲鋁層深度加深。
2.2?滲鋁層鋁含量檢測
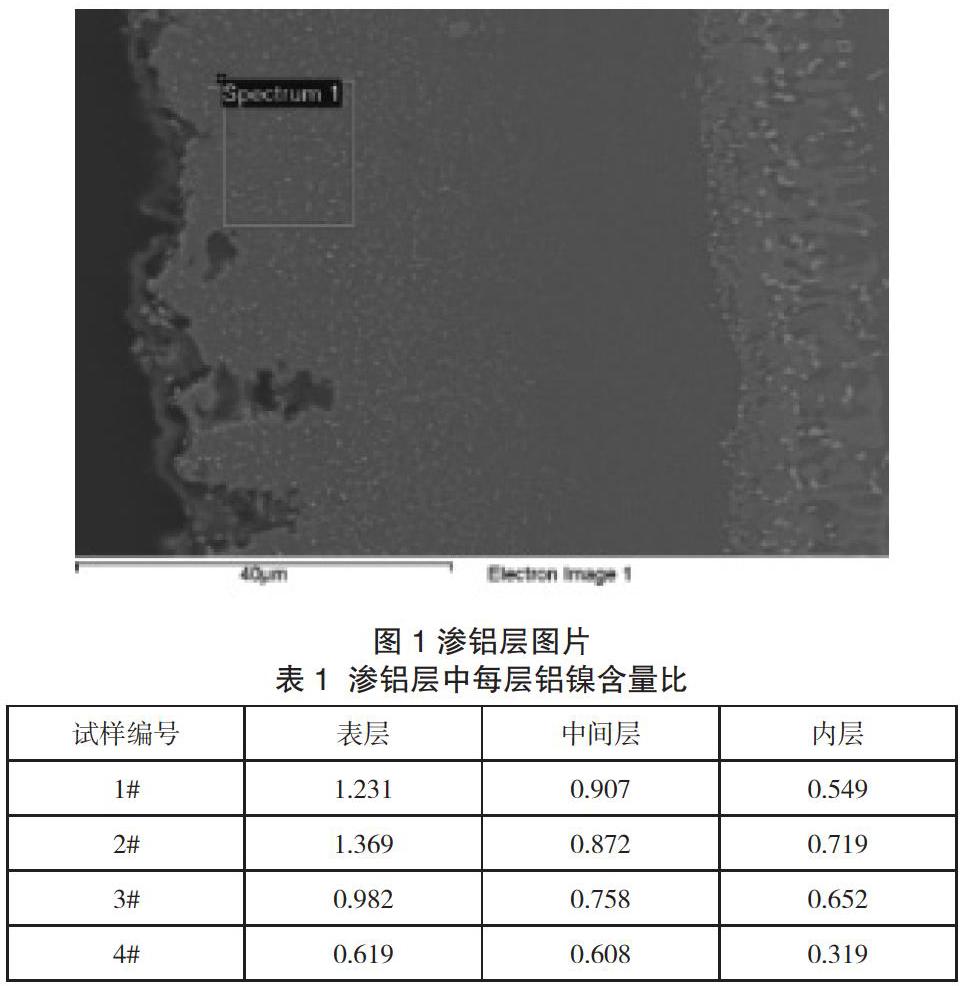
滲鋁層的電子顯微鏡圖片見圖1,每組試樣均可清晰見到鋁層由內、外兩層組成。表1為滲鋁層鋁鎳比含量檢測結果,滲鋁層由外到內鋁含量呈減少的趨勢。隨著滲鋁層在1180℃高溫保溫時間的延長,1#、2#試樣的滲鋁層鋁含量基本無變化,3#試樣的滲鋁層鋁含量與1#試樣比略有減少;4#試樣的滲鋁層含量與1#試樣比明顯降低。
由鎳-鋁合金相圖可知,隨著鋁原子含量的升高,會形成4種化合物相,分別是γ'- Ni3Al相、β-NiAl相、δ-Ni2Al3相以及NiAl3相。滲層中較為常見的也就是γ'- Ni3Al相、β-NiAl相。從表1的鋁含量分析推測,在滲鋁后不進行燒結處理或者滲鋁后1180℃保溫20min的較短時間,滲鋁層表層就是以β-NiAl相的形式存在。但是隨著高溫下保溫時間延長至40分鐘,滲鋁層鋁略微含量降低,尤其是在1180℃保溫60min,滲鋁層試樣有些已經是以γ'- Ni3Al相的形式存在了。
2.3?滲鋁層抗氧化性能
抗氧化性試樣檢測結果1~4#平均氧化速度依次為0.0025 g/(m2·h)、0.008 g/(m2·h)、0.0027 g/(m2·h)、0.0028 g/(m2·h),均為完全抗氧化級,4組試樣的試樣表面狀態良好,瓷舟內僅有少量剝落物。因此在滲鋁層經1180℃保溫60min處理,在800℃的抗氧化性能仍為完全抗氧化級,也能符合零件工況要求。
3?分析與討論
通過對工藝試驗數據分析,可以得出以下結論:
3.1?滲鋁層經1180℃熱處理后,隨著保溫時間的延長滲鋁層深度加深,而滲鋁層的硬度沒有明顯的變化,
3.2?滲鋁層經過1180℃保溫40min處理表層仍為富鋁相,而經過1180℃保溫60min處理表層不再是富鋁相,
3.3?滲鋁層經過1180℃保溫60min處理在800℃檢測抗氧化性,仍為完全抗氧 化級。
3.4?噴涂W-2高溫陶瓷在1180℃保溫的最長時間為14min,生產時若W-2高溫陶瓷需返修1次,則在1180℃保溫的最長時間為28min。結合該零件的工況,該零件在使用時要求滲鋁層的抗氧化性能。因此有試驗數據證明針對該零件滲鋁層在經過高溫陶瓷固化處理后,能夠滿足零件的使用要求,該零件工序安排可為“滲鋁-高溫陶瓷”。
參考文獻:
[1] 航空制造手冊熱處理分冊[M].北京:航空工業出版社,1993.
[2] 張冀翔,徐修炎,宋健斐.鋼的滲鋁工藝技術及性能研究進展[J].表面技術,2018(02).
