子程序在數控車床編程中的應用
2020-10-21 09:35:49劉曄
新教育時代·學生版 2020年9期
關鍵詞:數控車床
劉曄
摘要:以FANUC系統經濟型數控車床為例,著重介紹了子程序的概念、編寫格式以及應用注意事項,并結合實例詳解子程序在數控車削編程中的具體應用。
關鍵詞: 子程序;數控車床;編程
引言
在程序段中,當某一程序反復出現(即工件上有好幾個部分相同的切削路線)時,把同類的程序段單獨編制,并按一定格式單獨加以命名,作為子程序,編程時調用,這樣便可使程序簡單清楚。正確使用子程序,可以有效簡化手工編程的工作量,減少程序所占內存,提高加工效率。
隨著我國數控技術的迅猛發展,數控機床的普及率越來越高。特別是一些無功能浪費、可靠性好、價格低廉的普及型機床,已成為市場上眾多企業渴求的產品,市場前景相當廣闊,且市場占有率較高。經濟型數控車床的數控加工程序一般通過手工編程方式獲得。在滿足零件的加工精度要求下編程人員應盡量編制寫較短的加工程序,選用合理的數控編程指令。
用數控機床加工具有相同、相似的幾何要素的零件時,為了簡化程序,編程人員應盡可能地縮短程序的長度,使程序簡單清楚。而熟練的應用子程序編程就是簡化程序的方法之一。
一、子程序的概念、格式及調用
1.子程序的概念
在一個加工程序中,若一組程序段多次出現,為了簡化程序,可以把這組程序段抽出來,按規定的格式寫成一個新的程序單獨存儲,這種程序就叫子程序。主程序執行過程中如果需要某一個子程序,可以通過一定的格式來調用該子程序,執行完后返回到主程序,繼續執行后面的程序段。同時,子程序也可以調用另一個子程序。這樣可以大大簡化程序的編制和節省CNC系統內存空間。
2.編程中子程序的格式
O×××× ????子程序號
M99 ??子程序結束
3.調用子程序的格式
格式一 M98 P××××L××××;
格式二 ?M98 P××××××××;
指令說明:
格式一:P××××表示要調用的子程序號
L××××表示重復調用子程序的次數,若只調用一次子程序則L及其后的數字可省略不寫。
子程序號及調用次數前的0可以省略不寫。
例:M98 P100 L5
格式二:地址P后面的8位數字中前四位表示調用次數,后四位為要調用
子程序號。調用次數前的0可以省略不寫,但子程序號前的0不可省略。
例:M98 P50010;
系統允許主程序重復調用子程序次數一般為1~9999次。此外,子程序調用另一個子程序一般最多可調用4層子程序(不同的系統其執行的次數及層次不同)。
執行到子程序結束M99指令后,返回至主程序,繼續執行M98 P××××L××××程序段下面的主程序。(注意:M99指令也可用于主程序最后程序段,區別于M30指令的是此時程序執行光標會跳回主程序的第一程序段繼續執行此程序,此程序將一直重復執行,除非按下RESET鍵才能中斷執行)
二、子程序的應用原則
①零件上有若干處相同的輪廓外形。在這種情況下只編寫一個子程序,然后用主程序調用該子程序就可以了,此時通常要以增量方式編程。
②程序的內容具有相對的獨立性。在加工較復雜的零件時,往往包含很多獨立的工序,有時工序之間的調整也是允許的。為了優化加工順序,把每一個工序編成一個獨立子程序,主程序中只需加入換刀和調用子程序等指令即可。
三、子程序應用實例
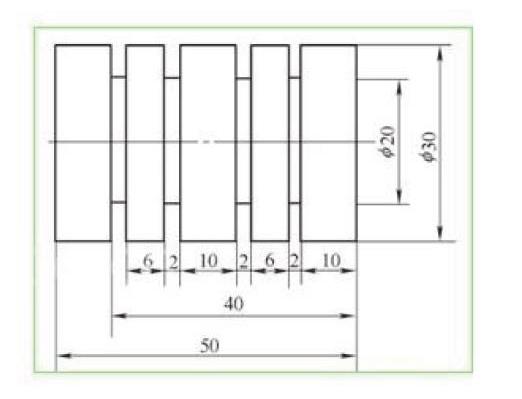
編寫如圖所示零件的精車加工程序。已知毛坯直徑φ32mm,長度L=80mm,材料為45號鋼。
刀具的選擇:按題目要求,加工圖示零件精車程序一共需要用2把刀。
(1)90°外圓車刀:設為一號刀安裝在刀架的一號刀位上(T0101);
(2)切斷刀:二號刀為刀尖寬度2mm,設為二號刀安裝在刀架的二號刀位上(T0202),以左刀尖為刀位點。
(3)工件原點的確定:工件原點設在零件右端面的中心。
裝夾定位:以工件左端外徑作為定位基準,用三爪自定心卡盤裝夾定位。
O2000;;;;;;;;(主程序)
N010 T0101;;;;;;(調外圓車刀)
N020 M03 S1200;
N030 G00 X30.0 Z2.0;
N040 G01 X30.0 Z-50.0 F0.5;(精車外圓表面)
N050 G00 X32.0 Z-50.0;
N060 G00 X200.0 Z200.0;
N070 T0202;;;;;;;(調切斷刀)
N080 G00 X32.0 Z0.0;;;(子程序循環起點)
N090 M98 P3000L2;;;;(調子程循環2次)
N100 G00 X200.0 Z200.0;
N110 M05;
N120 M30;
O3000; (子程序)
N010 G00 X32.0 W-12.0;
N020 G01 X20.0 F0.5;
N030 G04 X1.5;
N040 G01 X32.0 W0.0;
N050 G00 X32.0 W-8.0;
N060 G01 X20.0 W0.0;
N070 G04 X1.5;
N080 G01 X32.0 W0.0;
N090 M99;
四、子程序的注意事項
①子程序與主程序的命名方式沒有區別,子程序無須定義子程序開始指令,但子程序必須以M99指令表示結束返回。
②子程序中不得有循環指令;
③為使子程序編程中數值計算方便,子程序最好采用增量方式編程,但在編程中往往又容易忽略在子程序結束前或在主程序中取消增量編程,因為在主程序中用絕對方式編程計算比較方便。
結語
在數控車床中合理采用子程序編程可以縮短程序段,減少編程所占內存,提高數控加工編程速度,減輕程序員編程任務量,但并不能縮短零件加工時間。另外,在如數控銑床等其他加工編程中,采用子程序編程可以減少零件輪廓坐標計算的工作量。對企業生產來說,加工通用類零件時,可以充分利用系統中已儲存的子程序,只需對其進行相應坐標值的修改,這樣就可大大減少編程時間,提高生產效率,在具體的加工應用中,只有靈活應用了程序,才使其更有實用價值。
參考文獻
[1]高進祥.數控機床編程與操作(數控車床分冊)中國勞動和社會保障出版社,2018.
猜你喜歡
裝備制造技術(2020年4期)2020-12-25 05:26:22
制造技術與機床(2019年12期)2020-01-06 03:17:48
制造技術與機床(2017年6期)2018-01-19 02:41:24
制造技術與機床(2017年4期)2017-06-22 11:18:05
制造技術與機床(2017年2期)2017-05-04 04:17:34
現代工業經濟和信息化(2016年12期)2016-05-17 05:37:48
制造技術與機床(2015年10期)2015-04-09 07:06:08
制造技術與機床(2015年10期)2015-04-09 07:05:42
裝備機械(2015年1期)2015-02-28 22:19:52
組合機床與自動化加工技術(2014年9期)2014-03-01 02:21:42
