鋁箔腐蝕廢水降氮磷處理試驗研究
2020-10-22 07:32:12倪蘇林李晶晶
冶金動力 2020年9期
倪蘇林,李晶晶,王 衛,董 云
(江蘇精科霞峰環保科技有限公司,江蘇常州 213022)
1 概況
江蘇某有限公司主要研發、制造鋁電解電容器用電極箔及鋁電解電容器,創建于1989 年,經過多年的努力,已形成年產陰極箔1500 萬m2、陽極箔500萬m2的規模,電極箔的品質已達國際一流水平,生產規模處于國內前列。為了解決某公司廢水系統氨氮和總氮問題,開展試驗研究。
2 江蘇某有限公司廢水現狀及需求
江蘇某有限公司廢水處理系統是由各車間的酸洗廢水和己二酸銨廢水匯集到調節池,然后用泵打到高位反應器進行一級中和反應,再到二級中和反應池進行中和,中和后進入斜板絮凝沉淀池進行沉淀處理,最后到排放水收集池。實際處理水量日平均300~500 m3,由于廢水中含硝酸、鹽酸、磷酸類多種清洗液,造成廢水中總氮、氨氮、總磷都非常高,不易處理,總氮在250~950 mg/L,最高時總氮高達950 mg/L,總磷在800~3000 mg/L。目前污水處理廠接收水質要求為:出水總氮小于150 mg/L,總磷要求小于3 mg/L。
廢水處理主要為在廢水中自動加入適當堿溶液并進行充分混合,使廢水酸堿度達到中性。
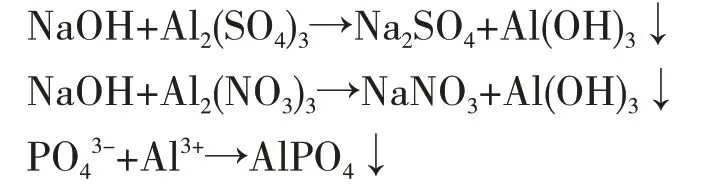
在廢水處理中,PO43-的去除主要依靠與Al3+的反應,形成磷酸鋁沉淀,同時Al3+的去除還依靠形成Al(OH)3沉淀。而其它離子的去除需要依靠后續處理。當廢水的酸堿度達到中性后再添加適當PAM,使廢水中的氫氧化鋁、磷酸鋁及其他懸浮物迅速在斜管沉降池中沉淀下來,上清液溢流進入回收水系統,沉淀池底部污泥通過排放管道進入污泥處理系統。
3 廢水系統目前存在問題分析及改進建議
3.1 存在的問題
經過溝通了解,目前現場工藝只投加液堿中和及投加PAM 絮凝沉降,出水中總氮還高達750mg/L,遠高于污水處理廠接收要求,同時由于單一用堿中和處理,絮凝沉淀的礬花小,沉降慢,處理效率低,氨氮、COD很高。
現場工藝流程圖見圖1。
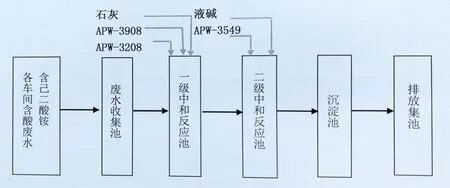
圖1 現場工藝流程圖
3.2 改進建議
(1)從源頭抓起,對車間投加硝酸進行洗滌后的硝酸廢水進行回收,盡量減少這部分水進入廢水系統。
(2)進一步篩選降氨氮、總氮、除磷類的多功能復合藥劑,選擇最佳處理效果的藥劑和用量。
4 藥劑篩選試驗
4.1 試驗1
取得廢水投加石灰7 000 mg/L調至pH 6.36,再加750 mg/L 液堿調至pH 9 左右,加APW-3908 氮磷去除劑200 mg/L,APW-3549 陽離子高分子絮凝20 mg/L;連續現場取水4 天(3 月10 日~3 月13 日),每次試驗水量6 L,實驗數據見表1。
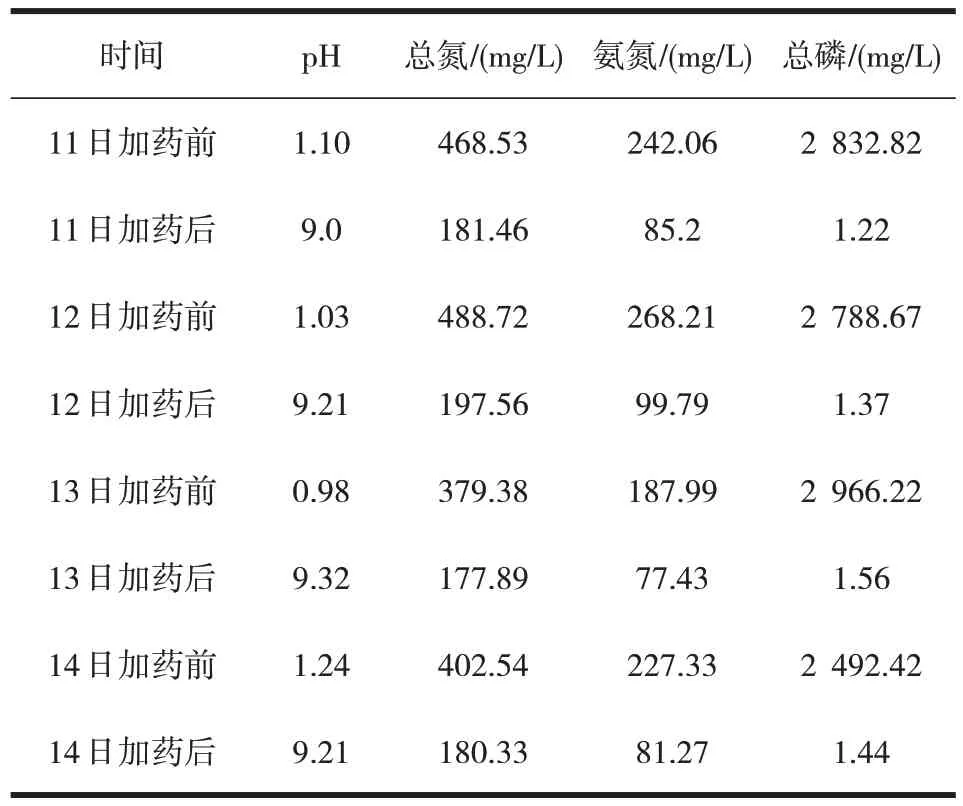
表1 水樣投加藥劑試驗數據分析
4.2 試驗2
取得廢水投加石灰8 000 mg/L 調至pH 7.0,加APW-3208 復合特效絮凝劑1 000 mg/L,APW-3549 陽離子高分子絮凝劑30 mg/L,絮凝后取上清液加1 500 mg/L 的液堿將pH 調到9.0~10.0 后再加APW-3908 氮磷去除劑1 000 mg/L;連續現場取水4天(3月10日~3月13日),每次試驗水量6 L,實驗數據見表2。
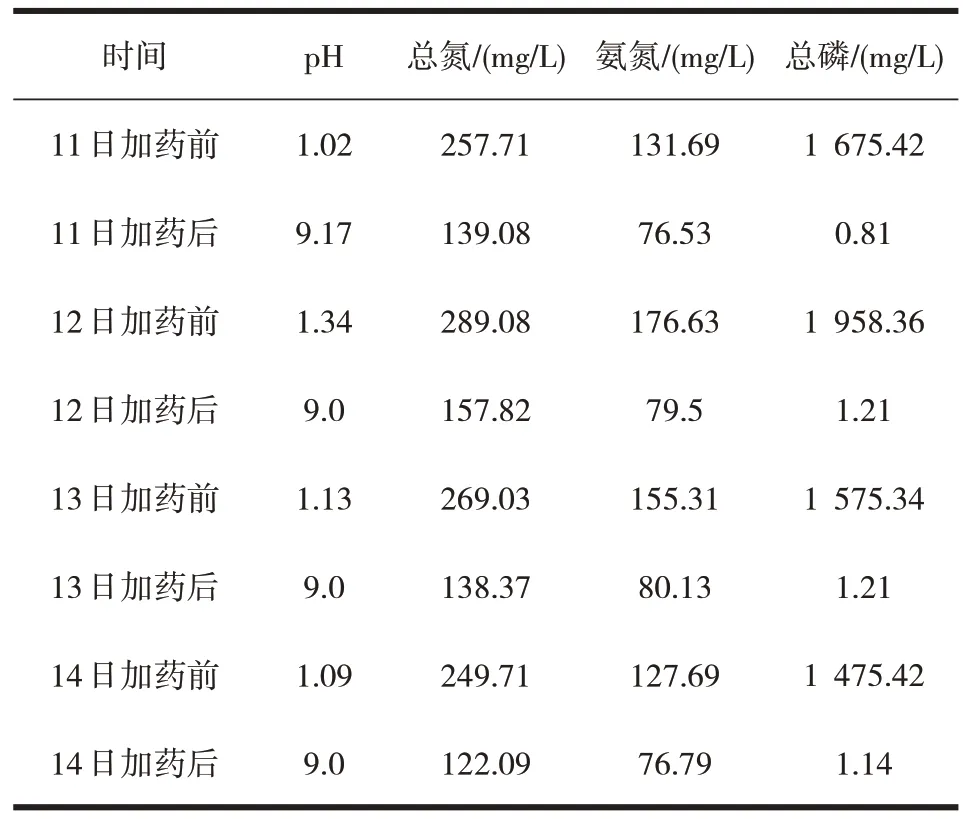
表2 水樣投加藥劑試驗數據分析
通過進行一系列藥劑選擇和藥劑量的試驗,綜合試驗結果對比,產品APW-3908氮磷去除劑,確保效果建議用量為:1 000~1 500 mg/L,同進配合APW-3208 復合特效絮凝劑(用量為:800~1 500 mg/L)和APW-3549 陽離子高分子絮凝劑 30~40 mg/L,配合使用,使用后廢水酸堿度為中性。
5 預期效果
通過方案中增加APW-3208 復合特效絮凝劑、APW-3549 陽離子高分子絮凝劑和APW-3908 氮磷去除劑處理,可以使系統運行全面優化,達到預期的目標效果如表3。
取廢水投加:石灰8 000 mg/L 調至pH 7.0,加APW-3208 復合特效絮凝劑1 000 mg/L,APW-3549 陽離子高分子絮凝劑30 mg/L,絮凝后取上清液加1 500 mg/L 的液堿將pH 調到9.0~10.0 后再加APW-3908 氮磷去除劑1 000 mg/L;連續現場取水4天(3月10日~3月13日),每次試驗水量6 L,實驗數據見表3。
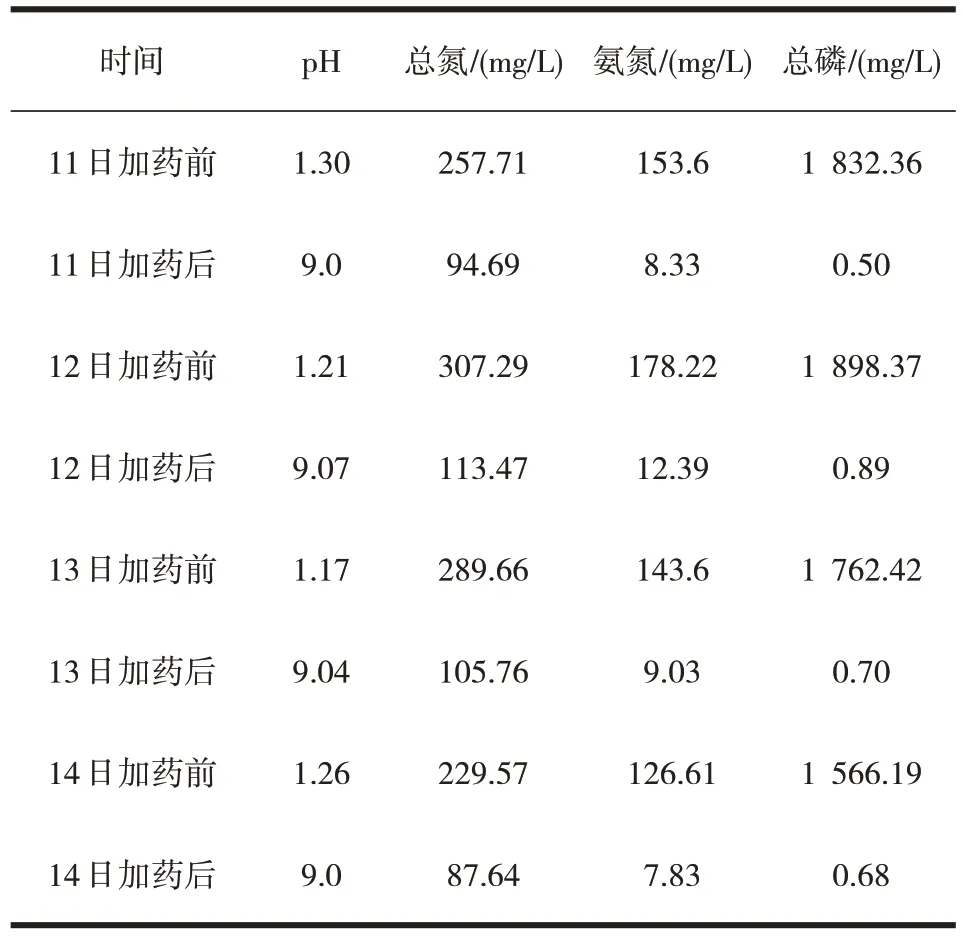
表3 投加藥劑試驗數據分析
通過APW-3549 陽離子高分子絮凝劑、APW-3908 氮磷去除劑的使用,可以提升氨氮、總氮去除率。可將原來出水總氮從幾百降到100~150 mg/L。在不改變現有工藝的情況下,可達到園區廢水接收要求。見表4。
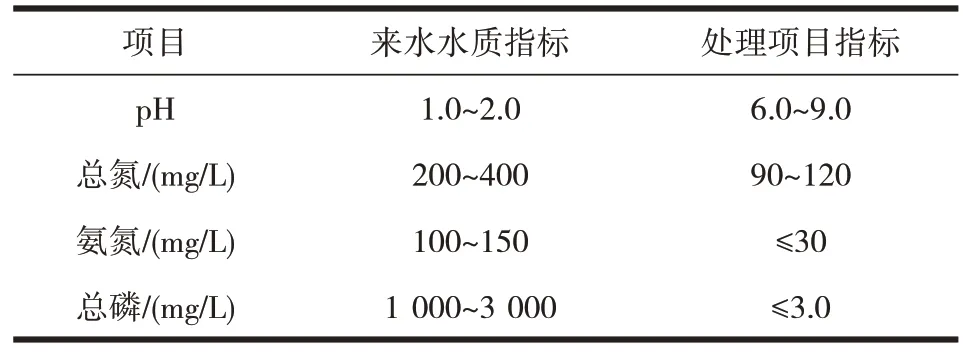
表4 廢水進水水質指標和處理后水質指標
6 現場實際應用
現場連續運行取水分析結果見表5。
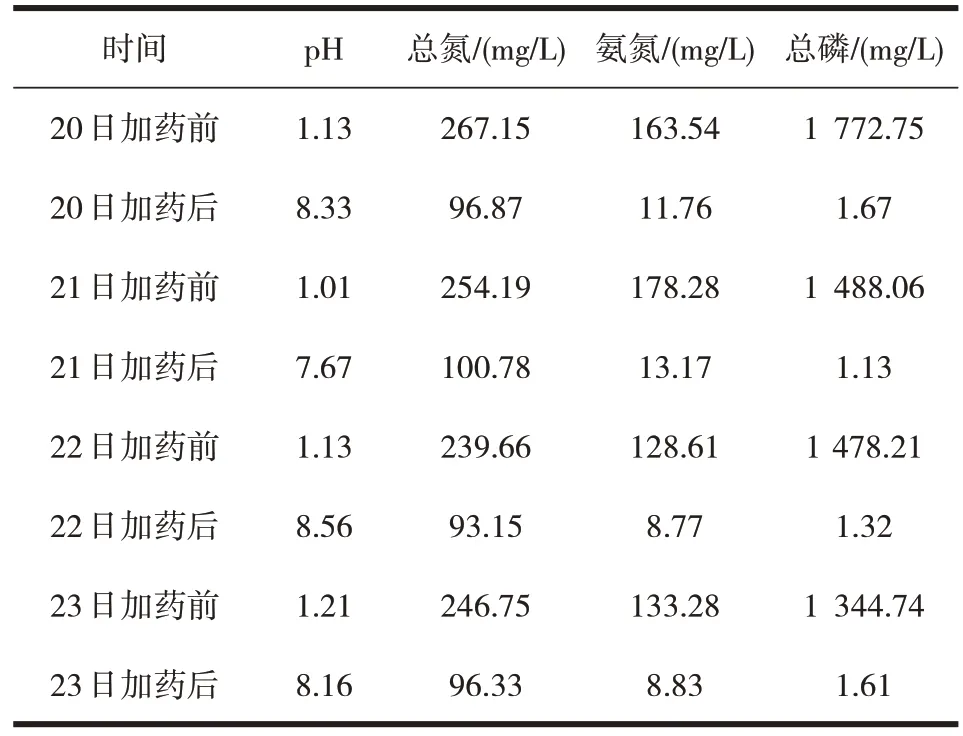
表5 現場連續運行投加藥劑排口數據分析
通過現場實際運行水質數據分析,可以看出在不通過大規模的工藝改造,增加化學藥劑處理方式可以有效降低水體氨氮、總氮、總磷指標。
