微小零件吸附式精確抓取、釋放裝置設計
2020-10-26 09:09:58魏國軍
機電工程技術 2020年9期
魏國軍
(惠州城市職業學院機電學院,廣東惠州 516025)
0 引言
現代工業制造中,裝配工作量占制造工作量的45%,裝配費用占制造總費用的20%~30%或更高[1]。隨著科技的發展,零件及設備正向小、微方向發展,且已有科研工作者涉足微觀領域零件的研發、生產、裝配。微小零件的手工裝配,增加了作業人員對于零件的抓取、釋放及裝配的難度,存在裝配效率低下、精度差的狀況,使得裝配作業人員數量及裝配成本增加,對企業的發展及產品市場占有率極為不利[2]。通過市場調研及分析,擬提出自動化抓取、釋放微小零件方案,以提高零件抓取、釋放效率及裝配精度,為裝配企業減負,提升企業生產裝配效率。
科技的發展為產品、零件實現自動化裝配打下了良好的基礎。微小零件實現自動化裝配,第一步就是實現小、微零件的抓取,之后還需將微小零件釋放植入至其他零件的孔內或與其他零件完成裝配成部件。通過自動化裝配,可實現對產品裝配的快速、高效生產。通過機器視覺對待裝配的微小零件進行圖形、圖像拍攝所形成的圖像數據進行分析,由控制系統引導機械臂以最優化的運運軌跡控制將微小零件送至指定位置并進行釋放,以實現對微小零件的裝配。
1 裝置設計及組成
該裝置由裝配作業工作臺、控制系統、機械臂、吸附頭、玻璃針頭、微力傳感器、氣管、攝像頭、攝像頭支架、氣源、空氣過濾器、壓力控制閥、第一電磁閥、第二電磁閥、真空發生器、速度調節閥等部分組成,如圖1~3所示。
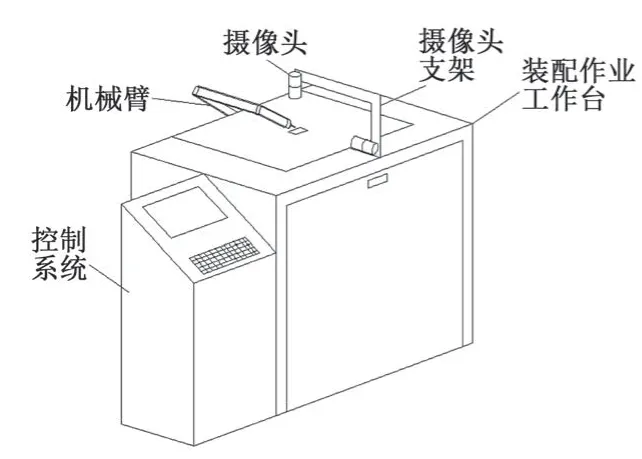
圖1 微小零件吸附式精確抓取裝置外形圖
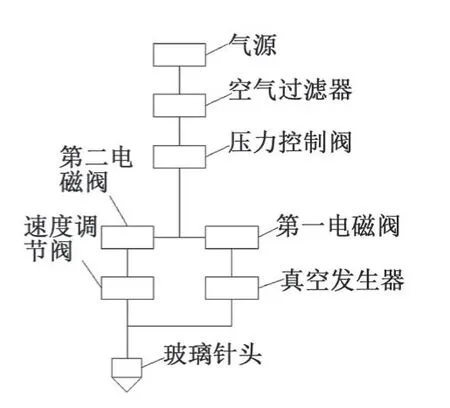
圖2 裝置各部件圖
1.1 裝配作業工作臺
為便于實現對微小零件進行自動裝配,設置裝配工作作業臺,上面設置有機械臂、攝像頭及攝像頭支架。攝像頭由補光燈、光學顯微鏡、CCD 攝像頭組成。本文闡述的裝置為24 h 不間斷工作裝置,為應對晚間光線或燈光較暗的工作環境,增加了補光燈;考慮是對微小尺寸零件進行抓取、釋放,為更清晰地知道微小零件結構,吸附時不會因看不清導致損壞微小零件,增加了光學顯微鏡,如圖4所示。
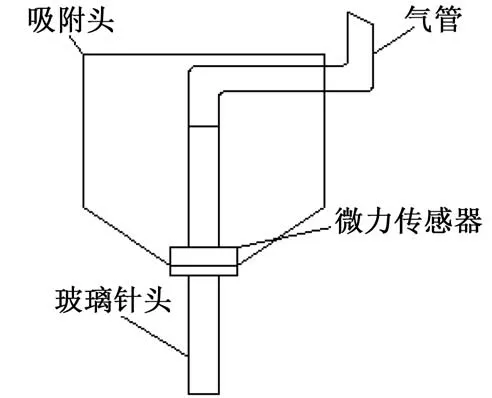
圖3 吸附頭
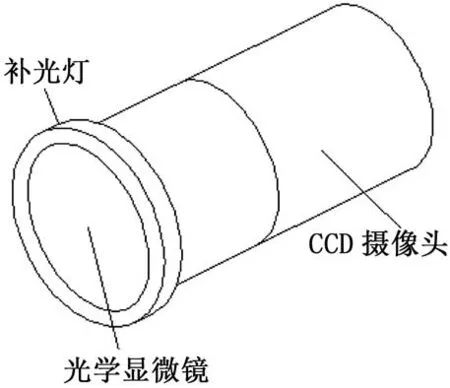
圖4 攝像頭
1.2 控制系統
控制系統由上位機和單片機系統連接組成,上位機作為該裝置的大腦,可直接對單片機及其他各控制系統發現指令,并可在屏幕上顯示各控制參數。單片機系統與機械臂、氣壓管理系統和視覺引導系統進行電性連接。將氣壓管理系統放置入裝配作業下面,通過氣管與機械臂進行連接,將氣壓輸入至吸附頭。
1.3 氣壓管理系統
為美化裝置外觀,且在不增加裝置總體尺寸的情況下,將氣壓管理系統放置于裝配作業工作臺下方,通過氣管與機械臂、吸附頭連接,由氣源、空氣過濾器、壓力控制閥、第一電磁閥、第二電磁閥組成。
2 裝置工作原理
本文闡述微小零件吸附式精確抓取、釋放裝置,采用真空變壓吸附原理[3],具體由真空發生器產生真空,借助于壓力差產生的吸附力吸取零件。對于微小零件的自動化裝配,本文闡述的裝置遵循了吸附—抓取—釋放的工藝流程,由單片機系統控制各種壓力閥不同順序的開啟,使真空發生器產生正、負壓力差[4],為吸附頭對微小零件進行吸附、釋放,依托攝像頭拍攝的各種圖形、圖像數據,轉換成能控制機械臂的運動軌跡信號,將微小零件在指定位置進行釋放。首先由智能相機采集微小零件圖形圖像,獲取微小零件吸附點,由機械臂示教點確定位置的形式運動至微小零件吸附位置,通過吸附頭對微小零件進行吸附;之后機械臂示教點確定位置的形式運動至釋放位置,對微小零件進行釋放,如圖5所示。
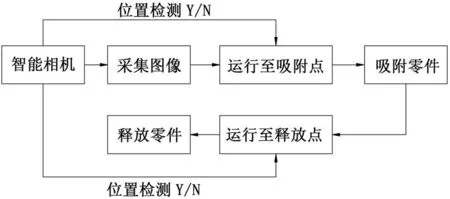
圖5 裝置工作原理圖
2.1 吸附力產生原理
作業人員通過上位機輸入符合要求的壓力值數據,由氣泵及氣壓管理系統為裝置提供符合的壓力空氣,并由上位機將壓力信號輸入至下位機單片機系統,以控制壓力閥將壓力調整至相應值。控制電磁閥開啟,電磁閥關閉,壓力空氣進入真空發生器以產生負壓,使吸附頭的玻璃針頭產生吸附力,為吸附微小零件做好準備,如圖2所示。
2.2 吸附微小零件
裝配過程中,攝像頭可將裝配作業工作臺垂直和水平方向拍攝的畫面轉換為圖像信號傳送至上位機,以控制機械臂步進電動機,使機械臂位置進行相應調整,直至微小零件被吸附玻璃針頭吸附。
視覺引導系統包括光學顯微鏡和高分辨率CCD 攝像頭,通過設置于作業臺上的支架以支撐攝像頭,從水平和垂直方向對準吸附頭末端,從垂直和水平方向兩個正交光路作業于裝配作業臺側面。CCD 攝像頭鏡頭周邊設置有環形補光燈,里面設置有若干個獨立的LED 燈,分布在攝像頭鏡頭周邊。結合光學顯微鏡的作用,對于微小零件的識別、垂直和水平方向的拍攝圖像更清晰,甚至在夜間也不影響攝像頭拍攝的清晰度。為避免在吸附微小零件時,出現亂花或損傷零件,吸附頭玻璃針頭針尖磨平。為排除靜電對吸附造成干擾,選用硼硅酸玻璃材質的針頭,考慮到玻璃針頭材質在吸附過程中容易碎裂,在針頭處配置微力傳感器[5],以防止吸附力過大造成針頭破碎,如圖3所示。
因微小零件尺寸較小且精密,為便于多方位、多角度吸附微小零件,機械臂的運動軌跡需盡可能自由。機械臂上設置多段金屬固件,且每段之間通過鉸鏈方式進行連接,以使機械臂產生更多的自由度,實現較多任意位置的運動。各關節處裝有混合式步進電機[6],設置了細分驅動器,使得吸附頭在吸附、釋放過程中,可實現對機械臂的運動軌跡精細調整[7]。
2.3 釋放微小零件
當視覺光學系統引導機械臂運動至相應位置時,此時需釋放微小零件。由上位機、單片機及氣壓管理系統共同作用控制第一電磁閥關閉,第二電磁閥打開,空氣經過速度調節閥調整后產生正壓,將微小零件緩慢釋放。
微小零件由于尺寸小、質量輕,在吸附頭玻璃針頭釋放過程,快速釋放容易造成偏差或受氣流影響滾動[8]。設置速度調節閥實現微小零件緩慢釋放,提高釋放精度,以免因快速釋放而造成位置偏差。
3 結束語
本文設計的一種吸附式微小零件精確抓取、釋放裝置,通過視覺引導系統攝像頭對垂直、水平兩正交方向拍攝形成圖像數據,控制機械臂運行至相應位置,控制系統控制氣壓使吸附頭產生真空形成正、負壓力差來吸取或釋放微小零件,完成對微小零件自動抓取、釋放動作,減少了作業人員數量并降低了勞動量,提高了勞動生產率,進一步保證完成精確抓取、釋放,提高裝配質量。
猜你喜歡
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
當代工人(2020年8期)2020-05-25 09:07:38
電子制作(2019年13期)2020-01-14 03:15:28
電子制作(2019年15期)2019-08-27 01:12:10
電子制作(2019年9期)2019-05-30 09:42:02
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
故事大王(2016年7期)2016-09-22 17:30:08
科技知識動漫(2016年8期)2016-07-29 20:40:09
兒童故事畫報·發現號趣味百科(2015年12期)2016-01-25 00:41:49
電子設計工程(2015年15期)2015-02-27 12:07:30