普通銑床用可彈性伸縮攻絲刀柄的改進
2020-10-26 09:00:58陳建立溫樹彬張國華
機電工程技術(shù) 2020年9期
關(guān)鍵詞:技能
陳建立,溫樹彬,張國華
(廣東省機械技師學院,廣州 510450)
0 引言
世界技能大賽(簡稱“世賽”)是由世界技能組織舉辦的國際技能界的頂尖賽事,是世界各國和地區(qū)技能展示交流的平臺,被稱為“技能界的奧林匹克”[1]。大賽共分為運輸與物流、結(jié)構(gòu)與建筑技術(shù)、制造與工程技術(shù)、信息與通信技術(shù)、創(chuàng)意藝術(shù)與時尚和社會與個人服務(wù)6大類。
制造與工程技術(shù)類的綜合機械與自動化項目需要使用普通車床和普通銑床完成一套裝置的加工和裝配,最后通過PLC 完成自動化控制。在銑削模塊中經(jīng)常需要攻絲,在普通銑床上進行攻絲技能操作中通常會采用手工攻絲和機床攻絲(銑床主軸頭升降進行攻絲)兩種方法,在攻絲過程中使用這兩種方法經(jīng)常出現(xiàn)絲錐折斷、螺紋牙型不正確、表面質(zhì)量較差、亂牙和爛牙等現(xiàn)象,影響裝配效果。在訓練考核或競賽考核中,由于攻絲不合格導致該部分丟分嚴重。市場上在銷售的攻絲伸縮刀柄有很多,但絕大部分是應用于數(shù)控銑床上或數(shù)控車床上,這些類型的伸縮攻絲刀柄并不適合技能大賽上的零件、場合使用。為了解決這些問題,對原有刀柄進行改進,使得加工質(zhì)量穩(wěn)定可靠、表面質(zhì)量好,在世界技能大賽訓練與考核中操作方便、快捷,在企業(yè)生產(chǎn)中,無需使用高精度的數(shù)控設(shè)備,而是使用普通銑床設(shè)備也可以完成批量攻絲的任務(wù)。
1 傳統(tǒng)攻絲方法合格率不高
在世賽訓練、考核中,攻絲的傳統(tǒng)方法主要有兩種:手工使用鉸手進行攻絲與使用普通銑床主軸頭升降進行攻絲。為了進一步驗證這兩種方法的可行性,組織了100個具有普通銑床中級工職業(yè)技能登記證的操作人員,分成10組使用同一批設(shè)備和工具,每人使用兩種方法各攻絲100個,攻絲圖紙如圖1 所示。成功率只有43.26%,而另外56.74%的螺紋存在各種問題,屬于不合格的螺紋。手工攻絲使用工具如圖2所示,機床攻絲使用工具如圖3 所示,手工攻絲工作過程如圖4 所示,機床攻絲工作過程如圖5所示。
2 原因分析
對上述100個操作員使用兩種方法進行攻絲的2萬個螺紋進行了分析。在使用手工攻絲時對操作者的要求較高,工件裝夾在普通銑床的夾具上進行工件攻絲時,由于人的兩手壓力不均、平衡不好,容易導致在攻絲過程中絲錐傾斜,導致螺紋孔與工件表面不垂直,影響了攻絲的精度和工件質(zhì)量。采用手工攻絲方法對操作者勞動強度大、效率低且不容易保證質(zhì)量。手動攻絲絲錐折斷圖如圖6所示,螺紋孔與工件表面不垂直圖如圖7所示。
在機床攻絲時,由于普通銑床攻絲不具備自動攻絲的功能,通常是將絲錐安裝在刀柄[2]或鉆夾頭上,利用主軸的正反轉(zhuǎn)將絲錐旋入和旋出工件,同時手動移動主軸頭升降來完成攻絲的操作過程。其可以克服手工攻絲螺紋孔不正的缺點,但經(jīng)常會出現(xiàn)絲錐折斷、螺紋牙型不正確、表面質(zhì)量較差等問題。機床攻絲絲錐折斷圖如圖8所示,止規(guī)檢測螺紋不合格圖如圖9所示。
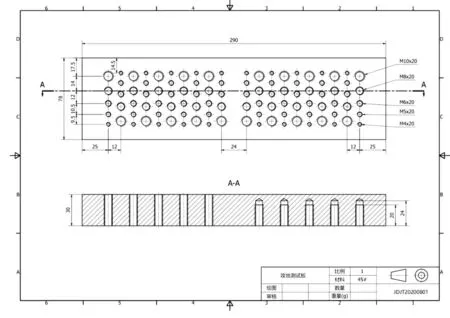
圖1 攻絲測試板圖

圖2 手工攻絲使用工具圖

圖3 機床攻絲使用工具圖

圖4 手工攻絲工作過程圖

圖5 機床攻絲工作過程圖

圖6 手動攻絲絲錐折斷圖

圖7 螺紋孔與工件表面不垂直圖

圖8 機床攻絲絲錐折斷圖
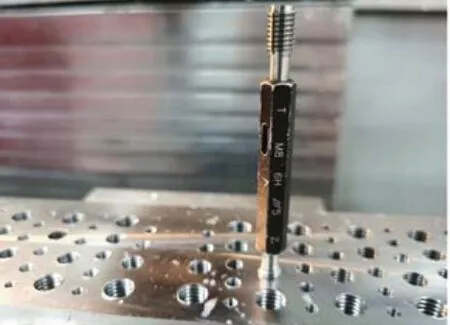
圖9 止規(guī)檢測螺紋不合格圖
經(jīng)過多次實驗總結(jié)分析,產(chǎn)生問題的主要原因有以下幾點:(1)攻絲過程中由于鐵屑堵塞、潤滑不到位等,絲錐切削阻力突然增大,未能及時調(diào)整而導致絲錐折斷;(2)攻絲時靠手動移動主軸頭升降來完成絲錐進給過程,由于手動進給不均、不穩(wěn)定,從而會發(fā)生螺紋牙型不正確或亂牙等現(xiàn)象;(3)攻絲到達預定深度值時,瞬間需進行正反轉(zhuǎn)切換,由于慣性或者機床控制的誤差,導致?lián)Q向時絲錐折斷;(4)攻盲孔螺紋時切削速度沒控制好和排屑不順,攻絲阻力大,導致絲錐折斷;(5)攻盲孔螺紋時到達深度后換向不及時,絲錐撞至孔底部切削力突然增大,導致絲錐折斷,換向過早又會導致螺紋深度不足,影響加工質(zhì)量。
3 可彈性伸縮攻絲刀柄
在參加世界技能大賽中出現(xiàn)絲錐折斷造成的影響非常大,如果斷裂后的絲錐不能取出,對后面的裝配存在很大的影響,導致整體得分影響很大。為保證選手(操作者)在世界技能大賽中穩(wěn)定發(fā)揮,并取得優(yōu)異成績,必須解決攻絲這一難題。針對上述問題,對攻絲中使用的攻絲刀柄進行了改進[3],設(shè)計出針對普通銑床攻絲的可彈性伸縮攻絲刀柄[4]。可彈性伸縮攻絲刀柄[5]效果圖如圖10 所示,可彈性伸縮攻絲刀柄結(jié)構(gòu)圖[6]如圖11所示。

圖10 可彈性伸縮攻絲刀柄效果圖

圖11 可彈性伸縮攻絲刀柄結(jié)構(gòu)圖
3.1 工作原理
工作時主軸正轉(zhuǎn),移動工件與絲錐接觸,在絲錐切削力的作用下,帶動攻絲伸縮桿在刀柄孔中滑動下降進行攻絲;到達預定深度后進行主軸換向,絲錐旋出工件,攻絲伸縮桿在伸縮彈簧的拉力下回位,完成攻絲操作過程[7]。
3.2 工作步驟
可彈性伸縮攻絲刀柄攻絲的步驟輔助圖如圖12~13 所示。在攻牙之前,將刀柄部110安裝在普通銑床的主軸上,此時安裝在安裝頭210上的絲錐400豎直向下,并將待攻牙的工件夾緊在普通銑床的加工平臺上;移動所述主軸的空間位置,使所述絲錐400與工件的攻牙底孔上下對齊;控制所述主軸進行下降,當所述絲錐400開始對工件的攻牙底孔進行攻牙后,此時所述主軸停止下降并微略向上提升;所述絲錐400隨主軸的旋轉(zhuǎn)而逐漸沿攻牙底孔的軸向進行自動進給,以對攻牙底孔進行自適應攻牙。
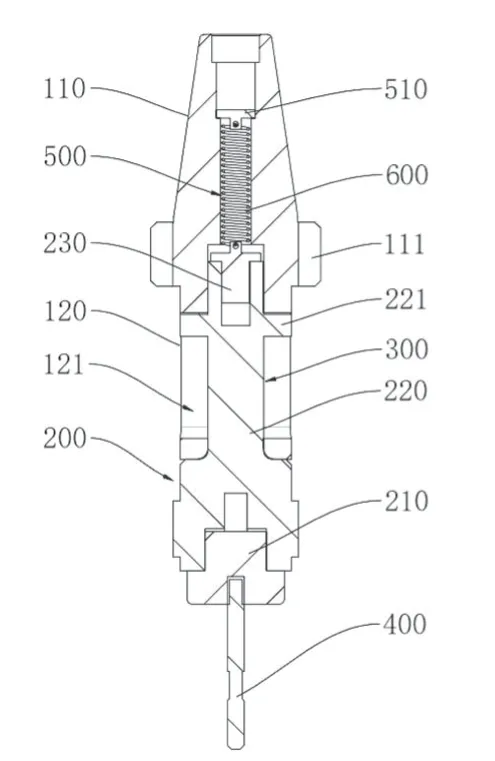
圖12 可彈性伸縮攻絲刀柄攻絲的步驟輔助圖

圖13 可彈性伸縮攻絲刀柄攻絲的步驟輔助圖
需要說明的是,由于所述絲錐套本體200與所述刀柄本體100包含止轉(zhuǎn)和軸向活動的連接關(guān)系,因此一旦所述絲錐400開始對攻牙底孔進行攻牙時,所述絲錐400便能對攻牙底孔進行自適應攻牙,而無需在攻牙時進行人工進給。當所述主軸開始反轉(zhuǎn)時,此時所述絲錐400能夠逐漸旋出螺紋孔,并最終實現(xiàn)絲錐400的退刀。自主研發(fā)的可彈性伸縮攻絲刀柄實物圖如圖14所示,使用可彈性伸縮攻絲刀柄工作過程如圖15所示。
4 結(jié)束語

圖14 可彈性伸縮攻絲刀柄實物圖

圖15 使用可彈性伸縮攻絲刀柄工作過程
通過可彈性伸縮攻絲刀柄的改進后,再組織100 個具有普通銑床中級工職業(yè)技能登記證的操作人員,分成10組使用同一批設(shè)備和工具,每人使用兩種方法各攻絲100個,攻絲圖紙如圖1 所示,成功率為100%。2019 年8 月在俄羅斯喀山舉辦的第45屆世界技能大賽中,綜合機械與自動化項目選手使用了可彈性伸縮攻絲刀柄在普通銑床上進行攻絲,螺紋合格率100%,并且效率高,最終獲得金牌,實現(xiàn)了中國參加世界技能大賽綜合機械與自動化項目上金牌零的突破。解決了在普通銑床上傳統(tǒng)攻絲兩種方法存在的問題,其具備以下優(yōu)點:(1)柔性攻絲,保證絲錐不被折斷。絲錐安裝在快換柔性攻絲夾頭上,當攻絲到達螺紋盲孔底部或攻絲過程中阻力超過快換柔性攻絲夾頭設(shè)置的力時,連接頭自動切斷與絲錐的扭力,保證絲錐不被折斷,提高攻絲可靠性;進行不同規(guī)格螺紋攻絲時,使用不同規(guī)格的柔性攻絲夾頭,可快速安裝、便捷,提高工作效率。(2)無需普通銑床主軸頭升降,保證攻絲的進給穩(wěn)定。攻絲過程中普通銑床主軸頭不需要進行升降,攻絲進給由攻絲伸縮桿在刀柄內(nèi)滑動完成,且阻力小,保證了攻絲的進給穩(wěn)定。(3)主軸換向扭矩傳遞平穩(wěn)。由于安裝了柔性攻絲夾頭,攻絲過程中主軸換向時扭矩傳遞平穩(wěn)可靠,避免換向慣性過大而導致折斷絲錐的現(xiàn)象。(4)可進行深孔螺紋的攻絲操作。配合普通銑床工作臺的升降,可以進行深孔螺紋的攻絲操作。(5)提高加工質(zhì)量和效率。杜絕了人為操作不及時而造成絲錐折斷的現(xiàn)象,降低攻絲操作難度,有效提高加工質(zhì)量和效率。
猜你喜歡
意林(2025年4期)2025-05-10 00:00:00
故事作文·高年級(2023年10期)2023-10-23 11:21:18
紅領(lǐng)巾·萌芽(2023年8期)2023-07-21 09:36:25
工會博覽(2022年16期)2022-02-04 16:58:24
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:58
中國公路(2017年19期)2018-01-23 03:06:33
學苑創(chuàng)造·A版(2017年6期)2017-06-23 14:10:46
學生天地(2016年26期)2016-06-15 20:29:39
Coco薇(2015年11期)2015-11-09 13:03:51
中國衛(wèi)生(2015年4期)2015-11-08 11:16:02