接裝紙上膠包角調節機構的設計
2020-10-27 07:36:06卓偉河廈門煙草工業有限責任公司
環球市場 2020年20期
卓偉河 廈門煙草工業有限責任公司
卷煙濾嘴通風率是低焦油卷煙的一項重要質量指標。我公司生產低焦油卷煙采用輥式同步涂膠,上膠量的大小是影響煙支搓接質量和濾嘴通風率的重要因素之一。
一、原因分析
(一)接裝紙上膠原理
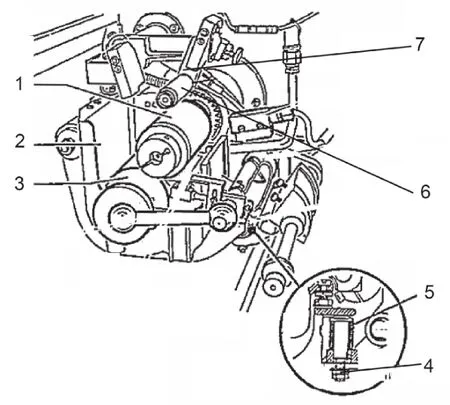
圖1 上膠裝置
如圖1所示,設備運行時,下膠輪3與上膠輪1在蝶型彈簧5的作用下緊密接觸。預打孔接裝紙的上膠方式為同步上膠,下膠輪逆時針旋轉,上膠輪順時針旋轉,兩者表面的圓周線速度與接裝紙的運行線速度大小相等。下膠輪表面存在凹陷區域,該區域與上膠輪之間有空隙,將膠水涂在上膠輪表面,形成有膠區;未凹陷區域與上膠輪表面接觸,為無膠區。上膠輪再將膠水涂在接裝紙上。
如果上膠量不足,會造成煙支搓接不良;如果上膠量過多,有膠區的部分膠水將溢出到無膠區,可能堵塞接裝紙上的預打孔,引起濾嘴通風率偏低。
接裝紙上膠量主要受兩個因素的影響:
(1)上膠輪表面的膠水厚度。通過旋轉調節螺母4改變上膠輪與下膠輪之間的間隙,間隙越小,上膠輪表面的膠水厚度越薄。
(2)接裝紙上膠包角β。通過調節支架7來改變抬紙輪6的高度,抬紙輪高度越高,包角β越小,上膠時間越短,上膠量越少。
(二)接裝紙與上膠輪接觸包角的調節局限
生產某些牌號時,即使將上膠輪與下膠輪之間的間隙調整至最小,煙支濾嘴通風率依然較低,因此需要減小包角β。
但是,預打孔接裝紙對膠水圖位置有嚴格的要求,否則將影響到煙支的搓接質量。然而膠水圖位置的調整也是通過改變抬紙輪的高度來實現的,所以包角β無法自由調節。
二、改進措施
如圖2所示,在接裝紙上膠之前增設接裝紙上膠包角調節機構。該機構可以在不影響膠水圖位置的情況下,實現包角β的自由調節。
調節機構由抬紙桿18、擺臂16、銷15、固定塊14、拉伸彈簧10及調節螺釘11等組成,其中:固定塊14通過螺釘19固定在支架7上;擺臂23通過銷15與支架7相連,擺臂可以繞銷15旋轉;螺釘8固定擺臂16與支架7的相對位置;調節螺釘11旋入固定塊14的螺紋孔中,其下部與擺臂16接觸;固定塊14和擺臂16上各安裝一根軸9,由拉伸彈簧10拉緊;抬紙桿18通過螺釘17安裝在擺臂16上。
調節時,首先調節支架7確保膠水圖位置符合要求。
松開螺釘8后:①逆時針放松調節螺釘11時,擺臂16在拉伸彈簧10的作用下繞銷15順時針旋轉,抬紙桿18下降,包角β增大;②順時針旋轉調節螺釘11時,擺臂16在調節螺釘11的作用下繞銷15逆時針旋轉,抬紙桿18上升,包角β減小。
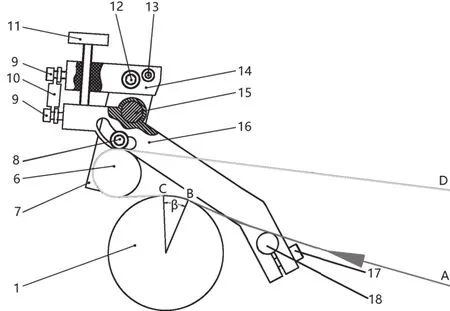
圖2 接裝紙上膠包角調節機構
三、試驗過程
在其他因素均不變的情況下,安裝了包角調節機構。在確保搓接質量和接裝紙不被卷入膠缸的前提下,調節抬紙桿使包角β發生改變。試驗結果表明:
(1)調節抬紙桿高度的過程中,接裝紙的膠水圖位置不會發生改變。
(2)濾嘴通風率的平均值隨著包角β的減少而升高,變化范圍為3.0%。
四、結束語
該機構實現了接裝紙上膠包角的自由調節,豐富了濾嘴通風率在線調整方法。
