動車組牽引電機轉軸螺紋損壞的一種解決方案及工藝驗證
2020-10-27 10:24:03張晶濤聶倩楠
中國電氣工程學報 2020年9期
張晶濤 聶倩楠
摘要 ?時速250公里標準動車組系列牽引電機在檢修過程中,永濟公司發現轉軸與轉向架連接螺紋M42經常有不同程度損壞,為保證產品質量和生產進度,合理解決這一問題,分析了造成螺紋損壞的原因,探討修復方法,并對其進行工藝驗證。
關鍵詞 ?螺紋 退軸 換軸 轉軸檢查
1. 電機概況
中車永濟電機公司為250公里速度級動車組研制生產的某型號電機,最高使用轉速6120r/min,電機為臥式、雙軸承的全疊片鼠籠式三相異步牽引電動機,四極三相制,防護式強迫通風結構,于2013年9月上線運行。
該電機轉子轉軸由高強度的鍛造合金鋼(42CrMo)制成,軸伸為1:10錐度,轉子鐵心熱套在轉軸上,通過螺紋緊配合和鐵心鍵傳遞扭矩,螺紋為M42(右旋)。
2. 螺紋損傷情況及原因分析
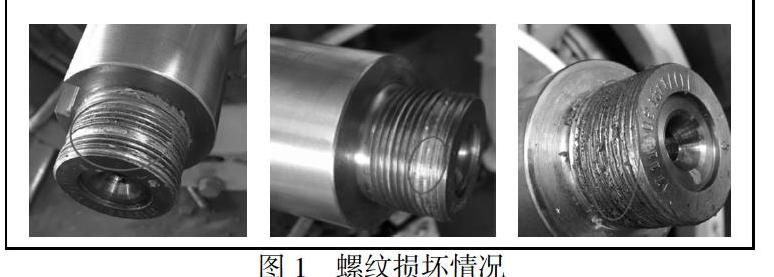
隨著線路增多、運行速度提高、運行里程增加,電機陸續進入高級檢修的首輪三級修修程,永濟電機公司在檢修過程中發現,電機轉子傳動端軸頭M 42螺紋第1~10扣有不同程度磨損、爛牙或缺肉情況,具體情況如圖1所示:
造成螺紋損傷的原因可能有以下幾方面:
1)配屬車輛運行線路路況復雜,多屬于山地、爬坡路段,彎道多、負載大、路線崎嶇,列車運行時轉軸受到不同方向、大小不一的力矩的影響,對螺紋產生疲勞破壞;
2)轉軸與聯軸節連接時涂抹螺紋緊固膠、密封脂等,可以有效改善螺紋的接觸表面應力狀態,但在操作過程中涂抹方法不當、密封脂或緊固劑用量不均等,造成螺紋嚙合時干摩擦或黏合過緊,增加了摩擦系數,在檢修拆卸過程中敲擊、拔拉等拆卸方法不當,容易造成螺紋磨損;
3)螺栓緊固過程中的齒面接觸壓力直接受緊固扭矩的影響,緊固力矩越大,齒面接觸壓力越高,有效螺紋處接觸應力越大,因此現場操作緊固螺栓時的過扭矩現象易造成螺紋磨損;
4)緊固螺栓時上扣速度過快,特別是開始引扣時,公母螺紋沒有達到正常嚙合狀態,其牙齒相互干涉,造成螺紋面的擠壓塑性變形;另外,上扣速度過快產生的熱量不易散發,使螺紋摩擦金屬面軟化,也會造成螺紋磨損;
5)動車組長期運行,螺紋強度、韌性、防腐性能下降,難免會造成螺紋磨損。
3. 解決方法
對于磨損不嚴重的轉軸螺紋,把磨損處清理干凈后,通常可采用焊修法、攻絲等方法修復;對于磨損嚴重的螺紋,需更換轉軸。轉軸材料為特殊合金鋼,加工工藝復雜,加工成本高、周期長,庫存量少,工期緊張,生產任務重,為了不影響檢修電機的正常交付,同時為了降低檢修電機的生產成本,需尋求更好的解決方法。
查圖發現,該系列下三種型號牽引電機新結構轉子與舊結構轉子的圖號、結構、材料等一致,且有成熟的電機更換轉軸工藝技術、完備的工裝模具等支持,可以考慮將兩種型號電機或新舊結構轉軸互相替換,實現轉軸復用。
4. 工藝驗證
4.1 轉子退軸
1)選取I型號電機轉子(報廢轉子,轉軸狀態合格),II型號電機新結構轉子(報廢轉子,鐵芯狀態合格)、舊結構轉子(報廢轉子,轉軸狀態合格),檢查轉軸接觸面、H值符合要求。
2)用機床對轉軸狀態合格的轉子鐵芯進行切割,為確保不損傷轉軸,切割至距轉軸2-3mm處;對鐵芯狀態合格的轉子則直接上工裝退軸。
3)退軸:安裝并擰緊轉子鐵芯退軸工裝;在油壓機平臺中心放置退壓軸底座;將轉軸傳動端朝下吊放在鐵芯墊塊上,軸伸端穿入鐵芯墊塊與退壓軸底座孔;油壓機持續加壓(壓力不超過60T),直至轉軸退出。
4)將轉子鐵芯吊放在鋪有橡膠墊的總裝架上,退出的轉軸放置在橡膠板上,保證轉軸之間不會有磕碰,檢查轉軸外觀,要求無嚴重拉傷,對轉軸接觸面部位、軸頭M42螺紋安裝防護工裝。
4.2 復用轉軸檢查
檢查轉軸各部位外觀,無磕碰、無高點毛刺等。將轉軸平穩吊運在動平衡機上,安裝百分表,緩慢轉動轉軸,觀測記錄百分表讀數,要求小于等于0.05mm。
用外徑千分尺檢測記錄轉軸傳動端、非傳動端軸承位尺寸,工藝標準為:傳動端軸承位尺寸 mm;非傳動端軸承位尺寸 mm。
目視檢查轉子鐵心外觀,無磕碰;檢查轉子鐵心與轉軸配合面,無拉傷、手摸無高點毛刺。用內徑千分尺檢測傳動端鐵心壓板位、非傳動端鐵心壓板位、鐵心位尺寸。工藝標準為:傳動端鐵心壓板位尺寸 mm;非傳動端軸承位尺寸 mm;鐵心位尺寸 mm。
通過對比上述檢測結果,對退出的8根復用的轉軸尺寸檢測,各項數據均符合圖紙要求。
4.3 復用轉軸和新結構鐵芯熱套
按照工藝要求,將復用轉軸與報廢新結構轉子鐵芯(報廢的新結構轉子拆卸轉軸后的鐵芯),或與新造新結構鐵芯熱套。
1) 檢查轉子鐵心通風孔與傳動端鐵心壓板、非傳動端鐵心壓板通風孔對齊,檢查傳動端鐵心壓板、非傳動端鐵心壓板與鐵心鍵槽是否對齊,如有錯位需轉動鐵心壓板對齊。
2)將轉子鐵心放入烘箱,加熱到180±5℃,保溫3-4小時;將迭壓墊圈放在油壓機平臺上,將轉軸放在墊圈孔內,將加熱好的鐵心從烘箱吊處,迅速熱套在轉軸上。
3)油壓機加壓約15-20T,將鐵心壓緊,保壓至鐵心與轉軸溫度一致,卸壓;吊出鐵心,檢查確認傳動端壓板與轉軸止動臺階之間間隙≤0.05mm,如果傳動端壓板與轉軸止動臺階之間間隙>0.05mm,則重新加壓,直到符合要求為止。
4)鐵心冷卻后,對稱、均勻拆除拉桿螺栓,將退軸工裝與轉子鐵心分離,將熱套好的轉子平穩放置在橡膠墊上,在整個操作過程中保護好轉子導條、端箍及鐵心,防止出現磕碰傷。
4.4 熱套后的轉子檢測
1)外觀檢查:
對熱套后的轉子進行外觀檢查,傳動端鐵心壓板、非傳動端鐵心壓板應無變形、無裂紋;檢查轉子導條、端箍及鐵心應無明顯磕碰傷、軸錐面無觸感傷痕;檢查傳動端鐵心壓板通風孔、非傳動端鐵心壓板通風孔與鐵心通風孔無明顯錯位。
2)尺寸檢測:
用塞尺檢測傳動端壓板與轉換止動臺階之間間隙,要求≤0.05mm。
3)徑向跳動量檢測
將轉子平穩吊運至動平衡機上,安裝百分表,檢測轉軸軸伸中部徑向跳動量,以轉子兩端軸承位為基準,軸伸中部徑向跳動量應<0.05mm。
5 結論
通過對I型電機轉子、II型電機舊結構轉子、新結構轉子轉軸報廢退出,并將復用轉軸與鐵心熱套后,檢測轉軸尺寸、鐵心的相關尺寸、數據均符合圖紙工藝要求。因此,復用轉軸方案可行,該換軸方案已在動車組檢修時實施,后續需進行跟蹤驗證。
此方案一方面降低了動車組牽引電機的檢修成本,壓縮了檢修周期,另一方面在質量保證和行車安全上提供了較為可靠的依據,為后續其他部件大螺紋的檢修提供了參考,具有一定的指導意義。
參考文獻
【1】于聰, 楊松, 楊新宇, 等. CRH5 型動車組構架螺紋孔修復的可行性研究[J]. 中國高新區, 2017 (17): 121.
【2】劉長杰, 李新榮, 王興隆, 等. 汽輪機轉子主軸螺紋損壞修復技術探討[J]. 今日科苑, 2008 (18): 91-91.
【3】范浩思, 韓威, 李彥軍, 等. 鉆具螺紋受力及失效形式分析[J]. 新疆石油科技, 2017, 27(2): 43-45.