汽車變速器異響實例分析及控制
2020-10-28 09:22:50黃興宋樹森
汽車工藝師 2020年8期
黃興,宋樹森
1.柳州上汽汽車變速器有限公司 廣西柳州 545006 2.上汽通用五菱汽車股份有限公司 廣西柳州 545006
變速器是整車傳動系統里最重要的部件之一,變速器異響會直接影響車輛運行時的聲音品質,給駕乘人員帶來最直接、最真切的不良體驗。人們往往從汽車的運行聲音去判斷一輛汽車的設計制造水平,如果不能及時發現異響原因所在,則很可能會引起變速器新的問題。
異響現象描述及案例分析
汽車手動變速器是一個復雜的齒輪傳動機構,包含齒輪、齒輪軸、軸承、同步器、齒環、換擋機構及箱體等零部件。當存在設計缺陷、制造缺陷、裝配誤差、異物及外部載荷等因素時,變速器工作會出現異常振動和磨損,并伴隨著異響出現。
變速器總成異響可分為四大類:齒輪異響、軸承配合異響、干涉異響和其他因素造成的異響。下面將對各類典型異響進行舉例分析。
1.齒輪異響
(1)齒輪M值設計不合理造成異響 前驅某型號變速器在裝配時,總成加載校驗發現大部分變速器前進擋異響,尤其是低速擋時異響最為明顯。
解決方案第一步,首先對噪聲進行分析,發現總成產生的異響表現形式類似于嘯叫聲,因此判斷問題的根源在齒輪參數上。第二步,通過測量合格總成與異響總成的齒輪參數對比,發現不合格總成的齒輪M值均小于合格總成。第三步,設計整改:輸入軸一擋齒M值由從動一擋齒M值由倒擋齒輪M值由改為主動一擋齒、從動一擋齒、倒擋齒輪M值下調之后,新零件裝配的總成校驗異響不再復現。
小結:齒輪M值設計不合理造成異響,是比較典型的齒輪振動引起的異響。齒輪在相互嚙合的時候會出現較多的摩擦與沖擊,在實際中,齒輪難以避免會出現加工偏差與裝配誤差。在有載荷的情況下,齒輪還有可能出現變形。齒輪參數設置不合理,會加劇齒輪的不穩定運行狀態,進而引起異響。
(2)齒輪加工精度超差造成異響 正常加工合格的齒輪,其齒頂倒棱、齒端倒棱都相等或者相差不大。當肉眼看得出兩邊倒棱相差很大或者是只有一邊有倒棱、另一邊沒有倒棱時,這個齒輪的齒輪精度可能超差了(見圖1)。
齒輪副正確嚙合時,其齒面印痕應該是均勻的平行四邊形。當一對齒輪副中的一個齒輪出現異常時,齒輪的嚙合印痕就會與正常的不同,尤其是經過加載后,齒輪嚙合的印痕尤為明顯。當嚙合的印痕異常發亮、發黑、條紋或者出現不均勻的印痕時,說明這對齒輪副中肯定有一個齒輪出現了問題(見圖2)。
小結:齒輪加工精度超差引起的異響,大多能夠通過仔細的目視檢查來發現齒輪齒面、倒角等外觀與合格總成有差異。當初步判定故障齒輪后,可以通過測量齒輪精度來進一步確認故障齒輪,鎖定問題所在。
2.軸承異響
(1)滾針軸承過盈配合造成異響 前驅某型號變速器在加載校驗三、四、五、六擋時,變速器會發出“嗡嗡嗡”的異響聲。
解決方案第一步,首先對異響表現形式進行分析,發現總成產生的異響隨著轉速的提高而變得明顯,因此判斷問題的根源在于齒輪軸承上。
第二步,對變速器拆解,檢查旋轉軸承與齒軸時,從動一擋齒輪旋轉輕微卡滯,其內孔有異常刮痕,輸出軸襯套軸肩處有臺階,如圖3所示。
第三步,故障件測量(見表1),發現異常數據(襯套壓入輸出軸后,測量其圓柱度,數值較大),根據異常數據和換件試驗發現異響與輸出軸有必然關系,再進一步檢查后,確定異響的原因是壓裝一擋襯套時,輸出軸臺階將襯套撐大,襯套呈錐狀,導致裝入滾針軸承與從動一擋齒后兩者處于過盈狀態,從而出現高速擋異響。新零件重點去除輸出軸臺階后,異響故障不再復現。
(2)滾針軸承質量缺陷造成異響 滾針彎曲、保持架變形或斷裂都會導致滾針軸承異響(見圖4)。
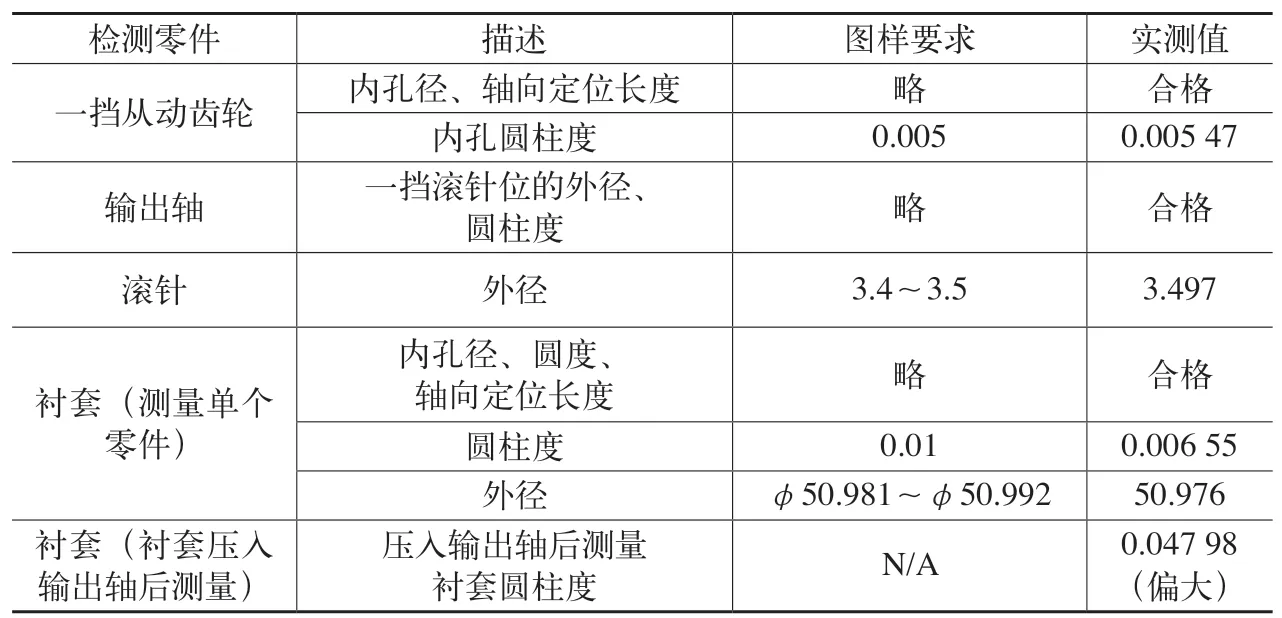
表1 異響零件測量 (單位:mm)
(3)軸承異物造成異響 軸承異物造成異響的聲音表現形式基本一致為“沙沙沙”的聲音,且擋位越高,聲音越明顯。常見的軸承異物有鋼丸和鐵屑,故障總成的軸承外圈內壁、內圈滾柱上易發現整圈連續點狀痕跡。如SC16某型號變速器上的軸承,在顯微鏡放大150倍下檢查(見圖5),可見軸承內圈滾道工作面存在圓周劃痕,其中1位置劃痕比較嚴重,這些圓周劃痕在顯微鏡下觀察呈等距抖動間距的震痕狀態。1位置圓形等距抖動間距壓痕明顯,說明這粒雜質比較大,且剛好在滾道面與小端油溝邊緣位置,因此產生凹坑,邊緣有凸起。通過泰勒輪廓儀檢測油溝邊緣凸出點,發現凸起4.64μm。
從碾壓圓形分析,碾壓痕是變速器在工作時,各齒輪磨合過程或變速器箱體內本身存在硬質雜質,隨著潤滑油流動嵌在保持架縫隙中,與內圈滾道、滾子表面接觸碾壓產生。變速器內較硬的雜質,一般為細小的鋼丸。
3.梅角干涉異響
后驅某型號變速器在進行加載校驗時發現一、二、三、四擋有較小聲類似毛頭異響聲,在進行空載時發現二、四、五、六擋齒輪呱啦異響。對故障件進行拆解,發現二擋齒結合齒梅角異常磨損。但對齒輪、同步環、軸承等零件及尺寸排查發現無異常。于是將正常總成和故障總成的錐軸承壓板做平面度測量(見圖6),結果發現故障件(軸承板)的平面度為0.232 4mm,正常件的平面度為0.049 8mm,工藝要求為0.02mm,由此可推斷故障件的平面度要求不合格。
通過進一步的換件試驗,最終分析得出結論:錐軸承壓板變形后輸出軸軸向竄動,導致二擋主動齒與從動二擋齒梅角干涉,引起異響。針對該異響問題,優化軸承壓板的熱加工工藝,提高其硬度,制定措施后異響不再復現。
4.其他因素造成的異響
耐磨隔圈強度不足造成異響前驅某型號變速器在加載校驗過程中,曾大概率出現類似金屬干涉的尖銳刺耳的異響聲。針對該問題,對有異響的變速器總成進行拆解,發現僅耐磨隔圈凸鍵有磨損。經分析,在倒擋加載后,一齒耐磨隔圈受一擋從動齒擠壓摩擦的影響,會有徑向竄動情況發生,使耐磨隔圈與輸出軸花鍵接觸長度變短。在潤滑不足時,情況更加惡化,造成耐磨隔圈凸鍵限位失效,產生異響。通過有限元分析(見圖7),進一步證明單牙耐磨隔圈強度不足,磨損位置為耐磨隔圈凸鍵與輸出軸花鍵接觸位置,分析異響來源于耐磨隔圈(見圖8)。
分析出原因后,設計由單凸鍵的耐磨隔圈改為全凸鍵耐磨隔圈(見圖9)。經過該優化,倒擋加載校驗異響消除,問題得到了解決。
異響的分析及控制
1.分析異響來源
解決異響問題,第一步必須先找到異響來源。變速器噪聲由兩部分構成:一個是固體聲,另一個是氣體聲。變速器動力傳導過程中出現振動,在經過齒輪副、軸、軸承傳至外部箱體,導致箱體振動朝著空氣散射的噪聲叫做固體噪聲;變速器箱體中的齒輪、軸與軸承的振動導致出現噪聲,同時齒輪攪油聲、齒輪運動擾動空氣發出聲響,齒輪相互嚙合出現的摩擦聲等,經過變速器箱體內的氣腔導至箱體外層,繼而傳播到空氣中產生的噪聲稱作氣體聲。判斷變速器的異響來源,可沿著這兩種聲音的路徑去分析。
從異響的聲音類型上可以大致判斷異響的問題類型。例如嘯叫聲、尖叫聲大部分是齒輪異響;沙沙聲很有可能是軸承異響;只有正轉或者反轉有異響的,可以排除軸承異響,基本上可以確定為齒輪異響;出現單擋異響時,基本上就是那對齒輪副中的某一個齒輪出現了問題;出現尖銳的或金屬摩擦的、非連續的異響很有可能是某個零件強度不足,產生了干涉。判斷方法,可用表2總結。
分析異響的零件,還可以通過目視或手摸零件來判斷,如:
1)從齒輪的倒棱判斷故障齒輪。
2)從齒面的嚙合印痕判斷異響。
3)觀察各種零件是否有異常磨損。
4)手摸零件表面判斷是否有異常。
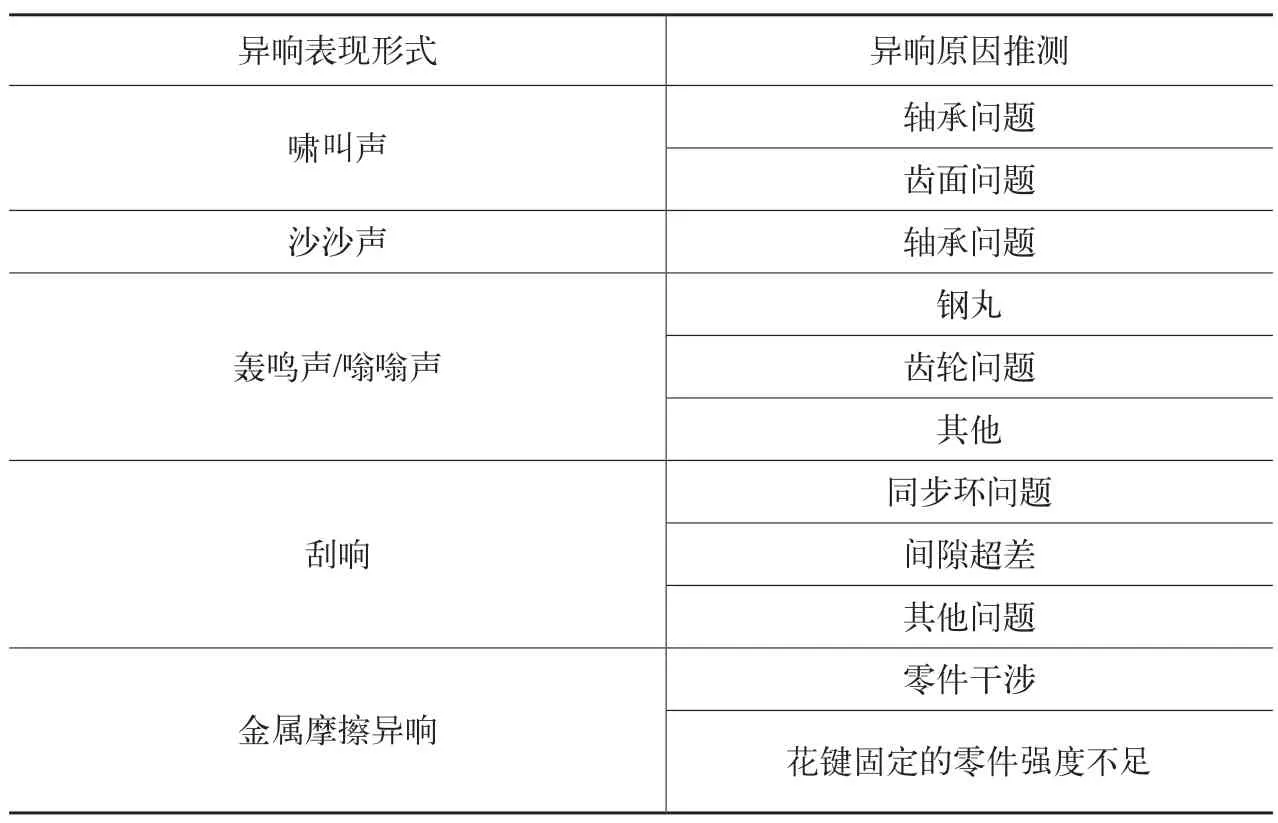
表2 變速器內部異響聲音判斷
2.異響的預防與控制
預防和控制異響,可以從以下幾個方面來進行:
1)降低基節誤差、避免產生齒面中凹齒形,提高接觸精度,增加嚙合度,合理設計側隙,優化齒形齒向。
2)軸上與滾針軸承配合的區域,提高其圓柱度及降低表面粗糙度。
3)采用有密封蓋的軸承,避免異物進入軸承造成異響。
4)提高零件及油品清潔度,減少鋼丸等雜質進入變速器箱體中。
5)在不產生干涉的情況下,盡量減小同步環在齒轂中的間隙,減小同步環的晃動量,或者采用同步器環簧,避免同步環與同步器碰撞發出異響。
6)提高軸承壓板、耐磨隔圈、卡簧等零件的強度,避免干涉及齒輪的軸向竄動。
7)改善潤滑,避免干磨,有隔圈結構建議使用平面推力軸承。
8)降低箱體機構的柔度、增加箱體外表面的表面粗糙度,降低聲音傳遞過程中的能量,增大箱體結構的固有頻率。
結語
變速器內部齒輪異響主要由M值和加工精度超差引起;軸承異響主要由滾針軸承過盈配合,軸承制造質量和軸承異物造成;干涉異響主要由梅角干涉引起;其他異響主要由耐磨圈強度不足引起。提高制造和裝配的質量和精度,提高關鍵件的強度和固有頻率等措施,可以有效預防和控制上述異響問題。
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
汽車維修與保養(2019年7期)2020-01-06 03:30:42
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
汽車維護與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
