一汽大眾涂裝車間滑橇鎖緊站項(xiàng)目研究
2020-10-30 09:19:54楊壽宏
電力與能源系統(tǒng)學(xué)報(bào)·上旬刊 2020年2期


摘要:一汽大眾佛山分公司涂裝車間底漆滑橇鎖緊站,引進(jìn)德國(guó)涂裝設(shè)備巨頭EISEBMANN公司具有世界先進(jìn)水平的電控技術(shù),采用西門子$7-319F安全型PLC,通過STEP7軟件編程,實(shí)現(xiàn)整個(gè)鎖緊站工藝的全自動(dòng)控制,在中控室安裝工控機(jī),在現(xiàn)場(chǎng)安裝觸摸屏,通過Emos系統(tǒng)實(shí)現(xiàn)中控室和現(xiàn)場(chǎng)兩級(jí)操作和監(jiān)控。
關(guān)鍵詞:一汽大眾;涂裝鎖緊站;自動(dòng)化控制;PROFINET
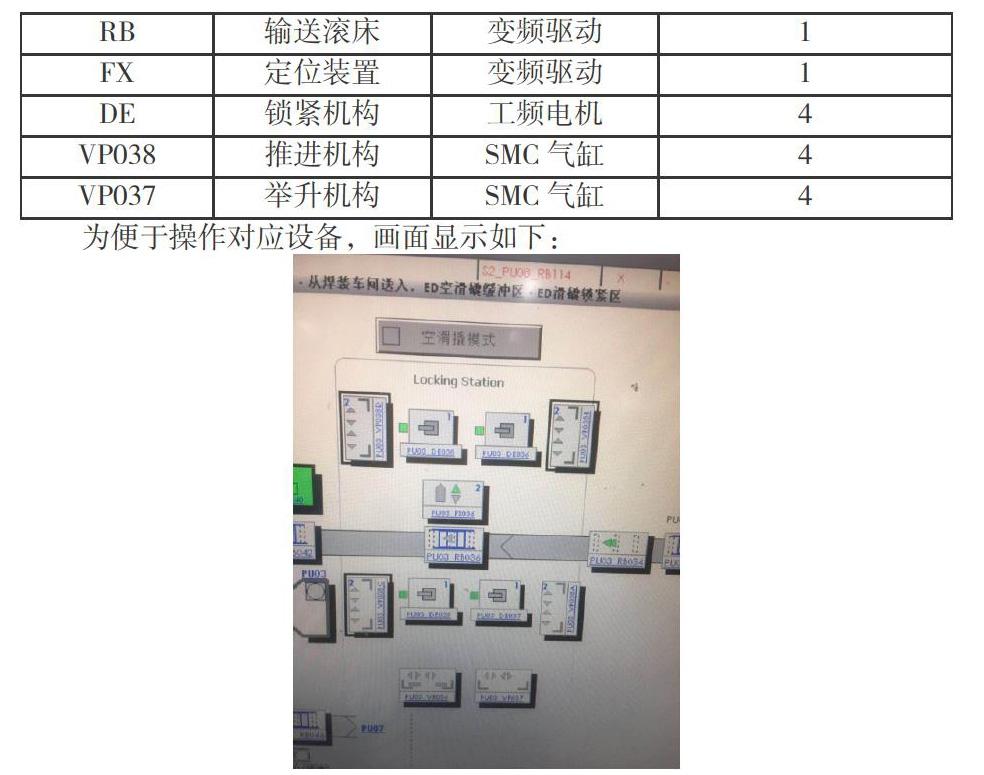
底漆滑橇鎖緊站由傳輸滾床、滑橇定位裝置、滑橇鎖緊裝置、鎖緊檢測(cè)機(jī)構(gòu)組成。系統(tǒng)由西門子$7-319F安全型PLC控制,通過STEP-/
軟件編程,PLC和變頻器及從站之間通過PROFINET通訊,通過SEW變頻器驅(qū)動(dòng)執(zhí)行電機(jī),鎖緊檢測(cè)機(jī)構(gòu)的推進(jìn)和舉升通過SMC八組氣缸實(shí)現(xiàn)。
控制方式:
(1)自動(dòng)模式:設(shè)備自動(dòng)運(yùn)行,無需人工參與
(2)手動(dòng)模式:按照工藝流程,在HMI上選中設(shè)備通過鑰匙授權(quán)
和操作按鈕控制設(shè)備,受程序邏輯保護(hù)
(3)維修模式:通過維修鑰和手動(dòng)鑰匙授權(quán),在HMI上選中設(shè)備操作按鈕控制設(shè)備,此操作脫離程序邏輯保護(hù),需謹(jǐn)慎使用
操作箱按鈕布置如下圖1示:
工藝流程:
1、鎖緊站滑橇RB036處于空車狀態(tài),定位機(jī)構(gòu)FX036處于中間位置(阻擋誤出車兼待定位),推進(jìn)機(jī)構(gòu)在初始位置(BACK位),舉升氣缸在低位,帶車滑橇從前一個(gè)滾床RB034輸入,感應(yīng)到減速開關(guān)減速,慢速到位后停止,定位機(jī)構(gòu)伸出到上位,進(jìn)行定位,定位完成后,進(jìn)行車型識(shí)別,對(duì)應(yīng)相應(yīng)的車型,后續(xù)舉升機(jī)構(gòu)將舉升到不同的高度。
2、鎖緊檢測(cè)開關(guān)檢測(cè)鎖緊爪位置是否在解鎖狀態(tài),在解鎖狀態(tài)進(jìn)行鎖定,在鎖緊狀態(tài)不進(jìn)行鎖緊動(dòng)作(屬于人工干涉過車輛)
3、4臺(tái)鎖緊機(jī)構(gòu)DE36、DE37、DE38、DE39同時(shí)運(yùn)轉(zhuǎn),確認(rèn)鎖定后,鎖緊檢測(cè)機(jī)構(gòu)的四臺(tái)推進(jìn)氣缸VP038A、VP038B、VP038C、VP038D將舉升機(jī)構(gòu)推進(jìn),推進(jìn)到位后,四臺(tái)舉升機(jī)構(gòu)VP037A、VP037B、VP037C、VP037D同時(shí)舉升,舉升到位且穩(wěn)定后,在舉升機(jī)構(gòu)頂部的托塊上的壓力傳感器檢測(cè)四角壓力值,壓力值回傳到PLC,進(jìn)行相對(duì)應(yīng)車型的壓力匹配,在所對(duì)應(yīng)的車型壓力值范圍則認(rèn)為檢測(cè)成功,記人車橇鎖緊合格標(biāo)志位。若壓力檢測(cè)值不符合車型規(guī)定,則舉升機(jī)構(gòu)下降,延遲2秒后,進(jìn)行第二次檢測(cè)。若兩次檢測(cè)都不合格,則記人車橇鎖緊標(biāo)不合格標(biāo)志位。
5、舉升機(jī)構(gòu)下降,到位后,推進(jìn)機(jī)構(gòu)后退,回到原始位。
6、定位機(jī)構(gòu)下降到下位,放行車輛,車輛床送到下一工位,定位裝置上升到中間位。
至此,一個(gè)完整的檢測(cè)過程完成。此外,在觸摸屏上設(shè)置空滑橇按鈕,如果是空滑橇,不參與檢測(cè),直接放行到下一滾床。如果現(xiàn)場(chǎng)出現(xiàn)緊急情況,可以拍下急停按鈕,停止設(shè)備,保障人員安全。
系統(tǒng)架構(gòu)配置如下:CPU選擇319F-3PN/DP,從站為IM 151-3 ET200S,變頻選擇SEW MOVIFIT驅(qū)動(dòng),電機(jī)為SEW電機(jī),推進(jìn)和舉升機(jī)構(gòu)為SMC氣缸。現(xiàn)場(chǎng)IO信號(hào)部分進(jìn)ET200S輸入輸出模塊和SEW變頻器輸入輸出通道,壓力傳感器輸出4-20mA電流信號(hào)到模擬量輸入模塊,PLC運(yùn)算后,輸出控制。
此檢測(cè)站實(shí)現(xiàn)多種車型的車橇鎖緊,鎖緊二次檢測(cè),對(duì)鎖緊合格與不合格的車橇組合進(jìn)行分流等自動(dòng)化,生產(chǎn)節(jié)拍為54秒一輛車,在現(xiàn)場(chǎng)實(shí)現(xiàn)目視化操作和遠(yuǎn)程畫面與程序編程。針對(duì)現(xiàn)場(chǎng)設(shè)備的報(bào)警,維修班組能第一時(shí)間知悉并及時(shí)處理,減少設(shè)備故障時(shí)間,保障車間的連續(xù)性生產(chǎn)。
作者簡(jiǎn)介:
楊壽宏(1983)男漢族河北廊坊現(xiàn)供職宜科(天津)電子有限公司,擔(dān)任電氣工程師,多年來參與建設(shè)多個(gè)電氣自動(dòng)化項(xiàng)目。
