汽輪機閥芯部件表面強化工藝介紹
2020-11-04 11:07:32呂振家彭建強韓志雙
東方汽輪機 2020年3期
呂振家, 彭建強, 韓志雙
(哈爾濱汽輪機廠有限責任公司, 黑龍江 哈爾濱, 150046)
0 前言
受高速氣流沖刷、 震動、 沖擊、 磨損等作用,汽輪機閥桿、 襯套、 閥座、 閥碟等閥芯部件容易受到損壞, 影響機組正常運行并危及安全。 隨著汽輪機參數不斷提高, 閥芯部件的工況條件越來越惡劣。 目前, 已投入商業運行的超超臨界汽輪機機組的最高進汽溫度已經達到620 ℃, 630~650℃等級及700 ℃等級超超臨界機組正在研發。 因此, 在汽輪機閥芯部件設計時, 要采用必要的工藝對部件表面進行強化, 增加其耐沖刷、 抗震、耐沖擊和磨損能力, 提高部件的使用壽命, 保證機組安全運行。 目前, 最常用的閥芯部件表面強化工藝包括熱噴涂硬質合金、 滲氮、 噴焊或堆焊司太立合金等。
本文綜合比較熱噴涂硬質合金、 滲氮、 噴焊或堆焊司太立合金等幾種表面強化工藝的優缺點,并結合不同部件和工況條件, 給出具體工藝的應用建議。
1 熱噴涂硬質合金
1.1 原理
熱噴涂技術是一種利用熱源把噴涂材料加熱至熔化或半融化狀態, 并以一定速度噴射沉積到經預處理的基體表面形成涂層的工藝方法。 因此,涂層具有層狀結構。 常用的熱噴涂工藝有等離子噴涂、 超音速火焰噴涂(High Velocity Oxy-Fuel,簡稱HVOF)、 爆炸噴涂等。 其中, 超音速火焰噴涂技術是近年來發展起來的一種噴涂工藝, 其突出特點是火焰速度高, 可達1 500 m/s, 與等離子噴涂比較, HVOF 的溫度低, 約為3 000 ℃, 粉末采用軸向送入火焰方式, 有效防止噴涂過程中粒子的氧化, 非常適用于噴涂金屬陶瓷涂層, 而且涂層的結合強、 致密性、 耐磨性能都非常好[1~2]。
1.2 應用情況
Cr3C2-NiCr 陶瓷涂層可以應用于較高溫度(530~900 ℃)的磨粒磨損和沖蝕工況[3]。 因此, 對于高參數超超臨界汽輪機閥芯部件普遍采用超音速火焰噴涂Cr3C2-NiCr 陶瓷涂層進行強化。 目前, 國內外600 ℃等級及以上的超超臨界汽輪機主汽閥和調節閥閥桿等閥芯部件普遍采用超音速火焰噴涂Cr3C2-NiCr 涂層,且使用情況良好。
1.3 噴涂質量控制
在實際生產過程中, 超音速火焰噴涂涂層經常出現剝皮、 凸起、 開裂、 崩裂和表面開口孔洞等缺陷, 嚴重影響產品正常使用。
通常, 制造工藝流程為:
(1)首先對試樣進行噴涂,進行工藝驗證, 即制備試樣—試樣清洗、 測量—試樣噴砂—試樣檢驗—試樣噴涂—試樣檢驗;
(2)然后對零件進行噴涂, 即零件噴前檢查—零件清洗—噴砂保護—零件噴砂—檢驗—零件噴涂保護—零件噴涂—檢驗—機加工—涂層厚度測量。
其中, 對試樣的噴涂, 是工藝驗證試驗, 驗證試驗為周期性控制, 包括金相、 彎曲、 結合強度及Almen N 型殘余應力4 項。
殘余應力是導致熱噴涂涂層開裂、 剝離和脫落的主要原因之一。 熱噴涂涂層殘余應力的主要影 響 因 素[4]: (1) 涂 層 材 料; (2) 噴 涂 工 藝;(3) 涂層厚度。
Almen N 型殘余應力測試方法具有很好的重復性和可靠性, 可有效檢測超音速火焰噴涂殘余應力的大小。
2 滲氮
目前, 廣泛應用于閥芯部件氮化工藝有氣體氮化和離子氮化。
2.1 原理
2.1.1 氣體滲氮原理
將氨氣通入加熱到滲氮溫度的密封滲氮罐中,使其分解出活性氮原子, 并被鋼件表面吸收、 擴散形成一定深度的滲氮層。 氨氣(NH3) 在450 ℃以上溫度與鐵接觸后分解: 2NH3→3H2+2 [N] α-Fe 吸收活性氮原子, 先形成氮在α-Fe 中的固溶體, 當氮含量超過α-Fe 的溶解度后, 便形成氮化物Fe4N 和Fe2N。 這些氮化物沿與金屬表面垂直和平行方向長大; 氮原子從氮化物層向金屬內部擴散, 金屬表面依次形成γ'相和ε 相; 滲氮層逐漸變厚[5]。
2.1.2 離子滲氮原理
目前, 對于離子滲氮的原理, 主要有濺射與沉積理論、 分子離子理論、 中性氮原子模型、 碰撞離解產生活性氮原子模型等理論, 其中, 被廣為接受的是濺射與沉積理論[6]。
離子滲氮是在低真空的含氮氣氛中, 以爐體為陽極, 被處理工件為陰極, 在陰陽極間加上數百伏的直流電壓, 使之產生的輝光放電進行滲氮處理的化學熱處理工藝。
2.2 2 種工藝比較
2 種滲氮工藝比較如表1 所示。
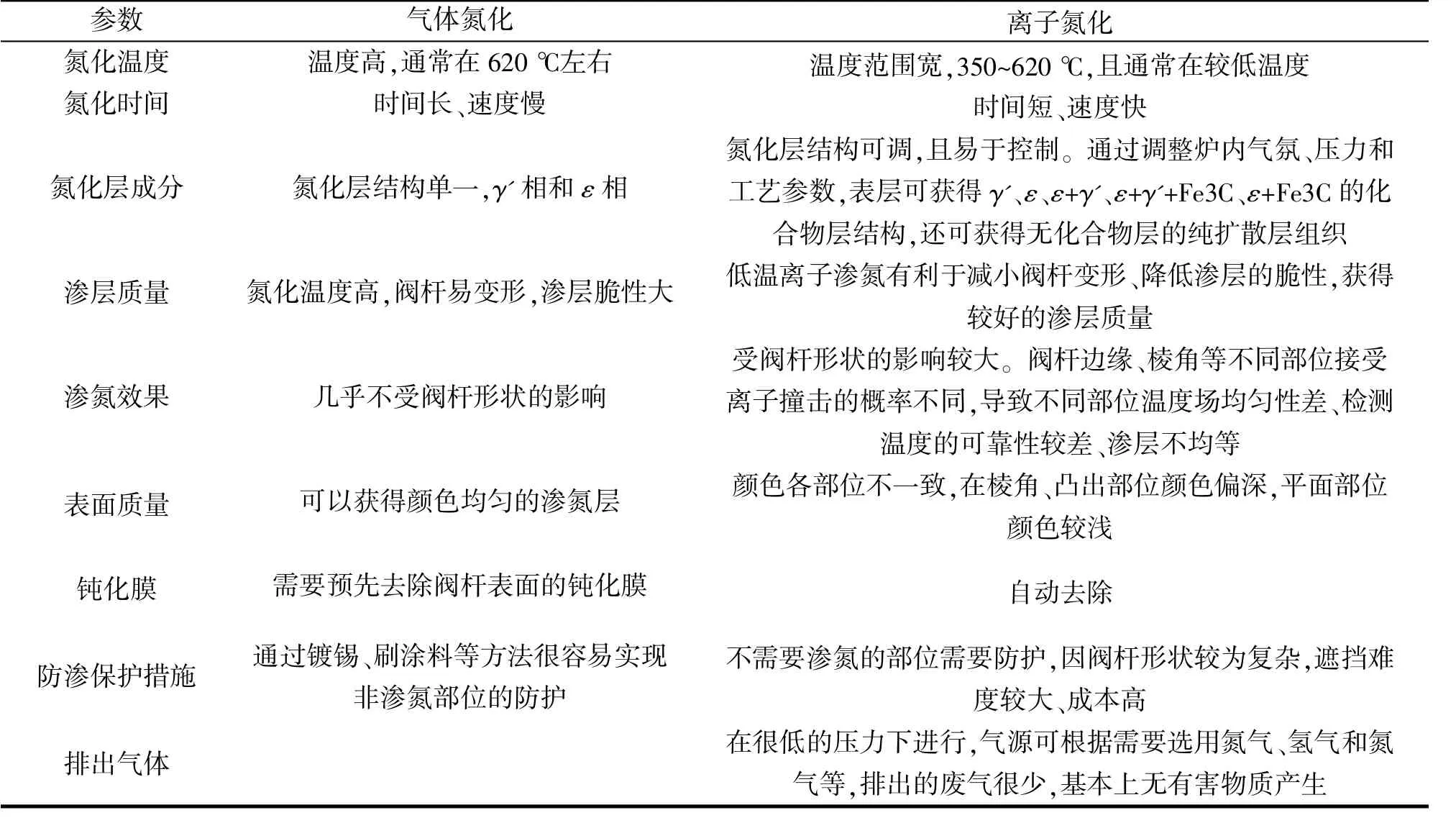
表1 2 種工藝比較
從表1 可以看出, 2 種氮化工藝各有優缺點,其中氣體氮化最大的優點是不受零件尺寸、 形狀限制, 且防滲氮工藝簡單; 而離子滲氮最大的優點是溫度低、 周期短。 然而2 種氮化工藝的最高溫度均在620 ℃左右, 對于工作溫度超過600 ℃的超超臨界汽輪機閥芯部件采用氮化工藝進行表面強化是否合適值得商榷。
3 噴焊
3.1 噴焊原理
等離子噴焊是1 種利用等離子作為高溫熱源,采用粉末狀合金作為填充金屬的1 種熔焊工藝,優點有[7]:(1)易于實現自動化; (2)生產效率高;(3)勞動強度低; (4)焊縫稀釋率低。
3.2 噴焊產品
對于要求表面強化的閥芯部件, 按結構型式可分為3 類:
(1)外圓面: 如閥桿, 堆焊量大, 容易觀察;
(2)內孔面: 如套筒、 襯套等零件, 內孔噴焊不易觀察, 噴焊槍尺寸受到限制, 熱輸入功率不大, 散熱不好;
(3)斜坡面:如閥碟、閥座類零件堆焊量不大,但堆焊區厚度大, 工件剛性大, 裂紋傾向嚴重。
3.3 難點
等離子噴焊強化主要難點:
(1)設備要求高。 目前, 國內外均無專用的等離子噴焊設備, 需要研制; 其中噴焊槍是關鍵,不同產品采用適宜的等離子噴焊槍焊接才能保證產品質量。
(2)工藝參數影響因素多。 如轉弧電流、 電壓、 擺速、 送粉量、 離子氣流量、 送粉氣流量等。
(3)材料焊接難度大。 閥芯部件材料主要有兩類, 一類是CrMo 類耐熱鋼, 一類是馬氏體耐熱鋼, 兩類鋼焊接裂紋敏感性強, 而焊接材料司太立合金塑韌性很差, 在焊接應力的作用下, 極易開裂。
4 堆焊
堆焊司太立合金可采用氧-乙炔火焰焊、 鎢極氬弧焊、 焊條電弧焊和等離子弧焊等多種方法。然而, 焊條電弧焊和氧-乙炔火焰焊存在生產效率低、 勞動環境差、 對焊工技術水平要求苛刻等缺點, 等離子弧焊存在工藝設備復雜、 生產成本高等缺陷。 相比較而言, 鎢極氬弧焊的成本相對較低, 勞動環境好, 焊接質量優良, 是目前應用最廣泛的堆焊司太立工藝。
文獻[8] 成功采用鎢極氬弧焊工藝對閥芯部件用馬氏體耐熱鋼1Cr11MoNiW1VNbN 堆焊了司太立合金。 由于兩者的成分和性能差異很大, 直接堆焊的工藝復雜, 且容易產生開裂問題, 因此選用ERNiCrMo-3 焊材為過渡層焊材, 原因如下:
(1)鎳基材料焊接性好, 抗冷裂紋能力強, 可不預熱或低溫預熱焊接, 減少司太立合金出現裂紋的概率, 同時降低工藝難度;
(2)鎳基材料具有優異的塑韌性,變形能力好,可緩沖機組運行過程中對合金層的沖擊;
(3)與ENiCrFe-3 相比, ERNiCrMo-3 的使用溫度高, 高溫性能好, 接近1Cr11MoNiW1VNbN鋼和司太立合金的強度。
5 總結
綜上所述, 各類閥芯部件強化工藝各有優缺點, 針對部件具體用途和要求, 對于不同表面強化工藝應用, 給出如下建議:
(1)工作溫度在600 ℃以上的閥桿應采用高速火焰噴涂工藝金相表面強化, 并嚴格加強過程控制, 保證涂層質量;
(2)對于工作溫度在600 ℃以下的閥桿, 應首先選用離子氮化工藝, 但應研究最佳滲層組織和防滲工藝, 既能保證滲層質量, 又不增加成本和難度;
(3)對于閥座、 閥碟、 襯套等部件可以采用等離子噴焊或氬弧焊堆焊司太立合金等工藝。
猜你喜歡
能源工程(2020年5期)2021-01-04 01:29:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
廣西電力(2016年4期)2016-07-10 10:23:38
工業設計(2016年4期)2016-05-04 04:00:23
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
機械制造與自動化(2014年1期)2014-03-01 04:21:47
河南科技(2014年24期)2014-02-27 14:19:40