激光焊接缺陷多向磁場激勵(lì)下磁光成像檢測
2020-11-05 08:43:08王聰毅高向東馬女杰張艷喜游德勇
激光技術(shù) 2020年5期
王聰毅,高向東,馬女杰,張艷喜,游德勇
(廣東工業(yè)大學(xué) 廣東省焊接工程技術(shù)研究中心,廣州 510006)
引 言
在金屬制品的生產(chǎn)過程中,激光焊接作為一種重要的加工技術(shù),日益廣泛地應(yīng)用于工業(yè)生產(chǎn)中。由于激光束光斑小及焊接過程劇烈的熱能轉(zhuǎn)換效應(yīng)對焊接工藝參量及工件固定的精度要求極高,微小的焊縫偏差即可導(dǎo)致嚴(yán)重的焊接缺陷,從而影響焊接制品的質(zhì)量[1],因此,對焊接制品進(jìn)行快速有效的缺陷檢測顯得尤為重要。
常規(guī)無損檢測都存在一定的局限性。如目視檢測易漏檢,射線檢測存在輻射危險(xiǎn)且設(shè)備成本高,磁粉檢測和滲透檢測主要是定位缺陷位置而對其形態(tài)無法具體顯示,渦流檢測等信號檢測技術(shù)的檢測結(jié)果不能直觀體現(xiàn)缺陷形貌。磁光傳感器是一種安全且能準(zhǔn)確地獲取材料磁場分布信息的可靠設(shè)備[2],磁光成像無損檢測法是可以對焊接缺陷可視化成像的新型無損檢測方法[3]。該方法基于法拉第磁光效應(yīng),具有靈敏度高和對缺陷直接成像、可以檢測微小缺陷等特點(diǎn)[2,4]。目前國內(nèi)對焊接缺陷的磁光成像檢測主要基于恒定磁場勵(lì)磁,應(yīng)用于微間隙焊縫跟蹤和無損檢測。
現(xiàn)有磁光成像技術(shù)一般采用直流U型電磁鐵對被測焊縫兩端勵(lì)磁。為了達(dá)到最佳漏磁效果,現(xiàn)有磁化方式首要條件是磁化方向與檢測缺陷的走向垂直[5],以保證感應(yīng)磁場能垂直通過缺陷位置而產(chǎn)生最佳漏磁場,使磁光傳感器獲取漏磁場信息,得到高對比度的磁光圖像[6],從而判斷焊縫結(jié)合處是否存在缺陷。傳統(tǒng)的交變勵(lì)磁方式也是保證勵(lì)磁場方向與缺陷的走向垂直,使缺陷處產(chǎn)生最佳漏磁場,獲取對比度高的磁光圖像[7]。雖然磁光成像無損檢測技術(shù)已取得一定的研究成果[8],但在傳統(tǒng)勵(lì)磁方式下,該檢測技術(shù)仍然存在一定的漏檢風(fēng)險(xiǎn)。在生產(chǎn)過程中遇到的焊接缺陷,其大小、方向、位置都未知,尤其是不可見裂紋,無法預(yù)知其位置和延展方向,則在檢測過程中,傳統(tǒng)的勵(lì)磁方式無法保證感應(yīng)磁場垂直穿過被檢測缺陷,造成磁光傳感器出現(xiàn)漏檢現(xiàn)象。
在直流U型電磁鐵的磁場激勵(lì)下,磁光傳感器所采集到的焊接缺陷磁光圖像包含的信息有限,有時(shí)會丟失一些有用信息,并且對未知形態(tài)的缺陷進(jìn)行檢測時(shí),難以保證勵(lì)磁裝置恰好使產(chǎn)生的磁場垂直穿過缺陷。
因此,為了檢測多角度裂紋,采用可旋轉(zhuǎn)的直流U型電磁鐵和交變U型電磁鐵進(jìn)行多角度勵(lì)磁,使用磁光傳感器對缺陷信息采集。通過改變勵(lì)磁磁場與焊縫的相對角度,獲取不同磁場方向下的焊接缺陷磁光圖像,分析多角度勵(lì)磁下的磁光圖像特征。同時(shí)對十字交叉焊接缺陷進(jìn)行了多角度直流磁場勵(lì)磁和交變磁場勵(lì)磁下焊縫的磁光成像檢測,分析不同角度勵(lì)磁下采集的磁光圖像特征,為減少焊接缺陷的漏檢情況提供方法。
1 試驗(yàn)方法及步驟
1.1 焊接實(shí)驗(yàn)樣本
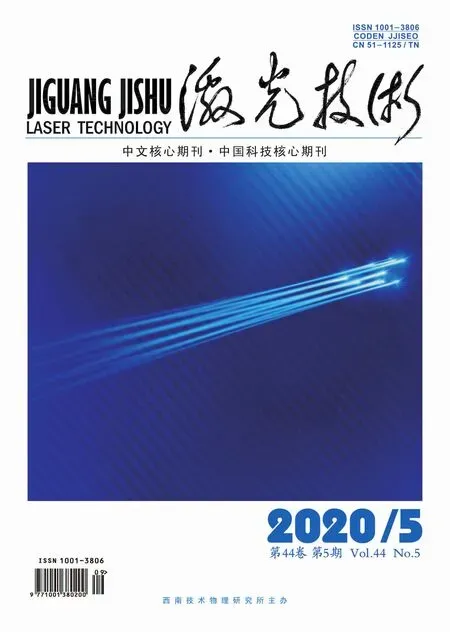
激光焊接試驗(yàn)系統(tǒng)包括YAG激光焊接機(jī)、冷卻機(jī)、工控機(jī)、4軸焊接工作平臺等。試驗(yàn)材料選用中碳鋼板,鋼板尺寸為100mm×50mm×2mm(長×寬×厚)。將中碳鋼板兩兩對接,并對4條接縫進(jìn)行編號,組成的十字焊縫如圖1所示,圖1a為示意圖,圖1b為實(shí)物圖。
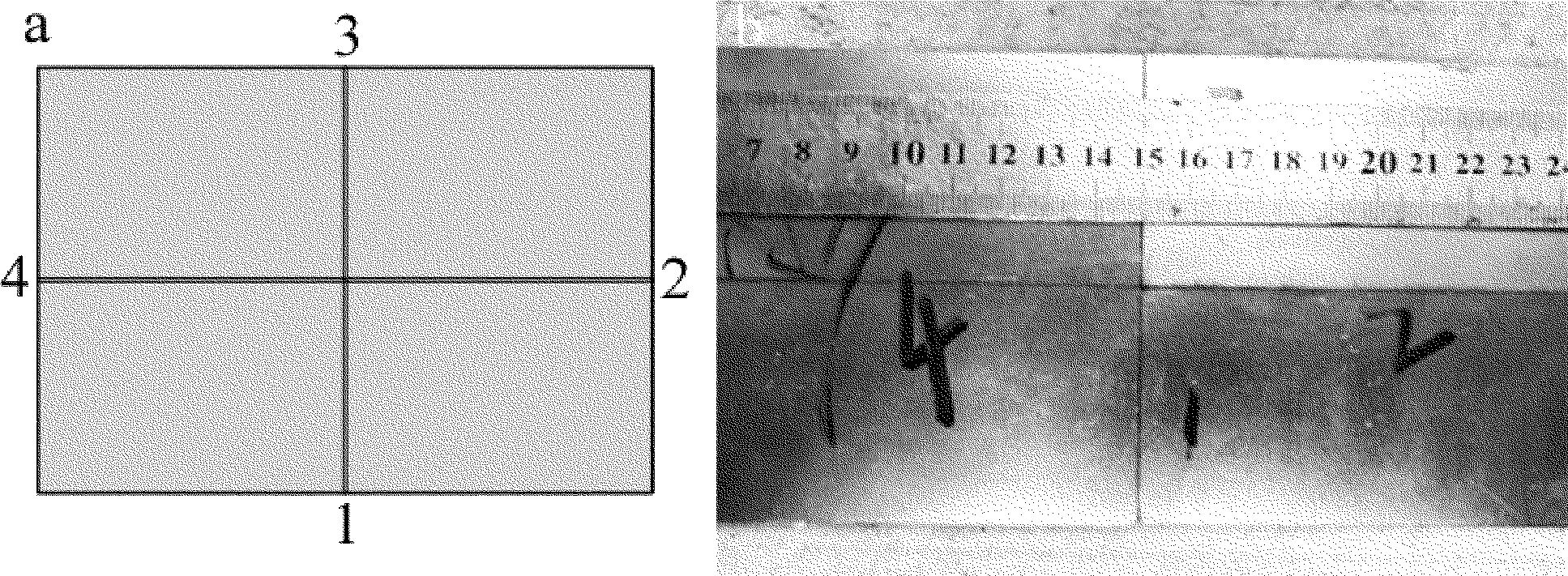
Fig.1 Crossing weldsa—schematic diagram b—welding sample
對焊縫通過敲擊、震動、拉伸等方法使十字焊縫交匯處產(chǎn)生裂紋,通過多次重復(fù)試驗(yàn),得到試驗(yàn)樣本,十字焊接缺陷的實(shí)物如圖2a所示。磁光試驗(yàn)主要檢測十字焊縫的中間部分,十字中心點(diǎn)的感興趣區(qū)域局部放大如圖2b所示。
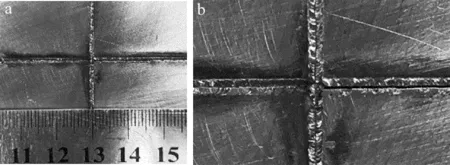
Fig.2 Physical map of test samplea—defect of crossing welds b—area of interest
1.2 檢測原理及方法
焊接缺陷磁光成像檢測原理如圖3所示。圖3a為漏磁成像檢測原理,焊縫成型后若出現(xiàn)焊接裂紋等缺陷,當(dāng)采用電磁鐵給被檢測試件施加外部磁場時(shí),磁化后的試件內(nèi)部產(chǎn)生感應(yīng)磁場。當(dāng)感應(yīng)磁場垂直穿過裂紋時(shí)會出現(xiàn)強(qiáng)漏磁,磁光傳感器中的磁光介質(zhì)對試件表面的磁場分布狀態(tài)敏感,能檢測到漏磁場并輸出成磁光圖像。
多角度缺陷圖像采集系統(tǒng)如圖3b所示,采集系統(tǒng)主要包括:磁光圖像采集系統(tǒng)、磁光成像傳感器、運(yùn)動平臺控制器、交流/直流電源和磁場發(fā)生裝置。通過旋轉(zhuǎn)軸對勵(lì)磁裝置進(jìn)行旋轉(zhuǎn)角度的精確控制,改變激勵(lì)磁場與試件的相對角度。
在恒定磁場和交變磁場勵(lì)磁下,通過改變磁極與焊縫的夾角對十字焊縫中心進(jìn)行磁光成像無損檢測試驗(yàn)。研究磁場與焊接缺陷在不同夾角下磁光圖像的變化規(guī)律。
在那次競標(biāo)成功以后,寧波一院承擔(dān)起寧波市糖尿病、心腦血管病、口腔疾病防治臨床指導(dǎo)任務(wù)。醫(yī)院隨后成立慢病管理中心,來承接這一項(xiàng)新工作。
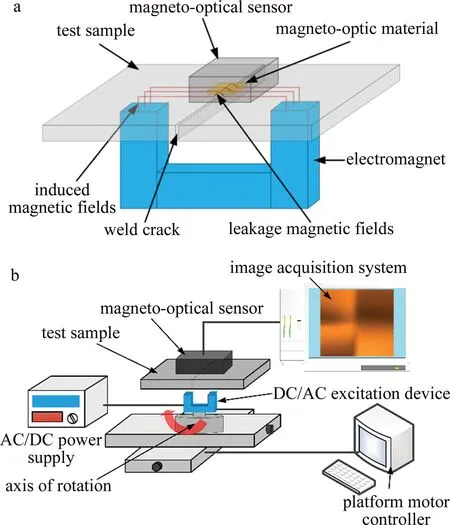
Fig.3 Principle of welding defect detection based on magneto-optical imaging
磁極與焊縫的夾角如圖4所示。初始狀態(tài)下,如圖4a所示,勵(lì)磁裝置的磁極位于1-3焊縫上,后續(xù)實(shí)驗(yàn)以此狀態(tài)開始順時(shí)針旋轉(zhuǎn)。當(dāng)旋轉(zhuǎn)到45°時(shí),如圖4b所示,1焊縫上的磁極位于1-4焊縫之間,3號焊縫上的磁極位于2-3焊縫之間。當(dāng)旋轉(zhuǎn)到90°時(shí),如圖4c所示,磁極位于2-4焊縫上。當(dāng)旋轉(zhuǎn)到135°時(shí),如圖4d所示,兩磁極分別在1-2焊縫之間和3-4焊縫之間。繼續(xù)旋轉(zhuǎn)磁極,旋轉(zhuǎn)180°時(shí),恒定磁場磁極交換位置,這僅使磁光圖像的明暗區(qū)域交換了位置,對于缺陷成像無影響。而交變磁場,由于磁極以50Hz的頻率交替變換,故此時(shí)的成像效果也0°相同。由于恒定磁場和交變磁場下磁極旋轉(zhuǎn)180°后,焊接缺陷圖像的效果與0°的效果一樣,故本次試驗(yàn)著重研究0°,45°,90°和135°。
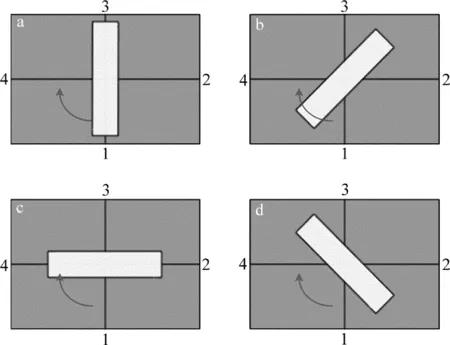
Fig.4 Schematic diagram of the relative angle of the excitation device on the welded test sample
2 磁光成像實(shí)驗(yàn)
磁光成像傳感器基于法拉第磁致旋光效應(yīng),其內(nèi)部產(chǎn)生的線偏振光通過傳感器窗口的磁光介質(zhì)時(shí),受到介質(zhì)中磁場強(qiáng)度的影響,發(fā)生偏轉(zhuǎn),經(jīng)檢偏器檢測后,在感光元件上成像,從而將焊縫缺陷轉(zhuǎn)變?yōu)楣鈴?qiáng)圖,實(shí)現(xiàn)缺陷的可視化成像[12]。
2.1 多角度恒定磁場勵(lì)磁
采用直流電磁鐵進(jìn)行4個(gè)角度下的磁光成像試驗(yàn),通過磁光成像試驗(yàn)采集得到4組磁光圖像,如圖5所示。恒定磁場勵(lì)磁,磁極不會隨著時(shí)間的推移發(fā)生變化,所得到的磁光圖像每一幀都相同。4個(gè)角度下獲得的4組數(shù)據(jù)中,同一組磁光圖像都相同,故每組選一幀磁光圖像進(jìn)行圖像處理,并分析恒定磁場激勵(lì)下,勵(lì)磁角度對磁光成像試驗(yàn)的影響。
勵(lì)磁角度為0°時(shí),兩磁極分別位于橫向焊縫的兩側(cè)。由圖5a可知,磁光圖像中橫向裂紋的上下呈現(xiàn)明顯的明暗分區(qū),上方為亮區(qū),下方為暗區(qū),圖像中間水平方向上有明顯的分割線,此處為裂縫所在位置,而此時(shí),縱向裂縫也有所呈現(xiàn),但沒有橫向清晰。角度為45°時(shí),磁極產(chǎn)生的磁場同時(shí)穿過了橫向和縱向的裂紋。由圖5b可知,在磁光圖像上呈現(xiàn)出對角方向上的明暗分布,可以看到明暗交界處呈現(xiàn)出十字形的缺陷圖像。角度為90°時(shí),兩磁極分別位于縱向焊縫的兩側(cè)。由圖5c可知,橫向裂縫沒有清晰的在磁光圖像上體現(xiàn),幾乎看不到,但是縱向上的裂縫十分明顯。角度為135°時(shí),此時(shí)磁極的分布情況與45°類似。由圖5d可知,對角方向呈現(xiàn)出明顯的明暗變化,圖像上呈現(xiàn)出十字裂縫的圖像。
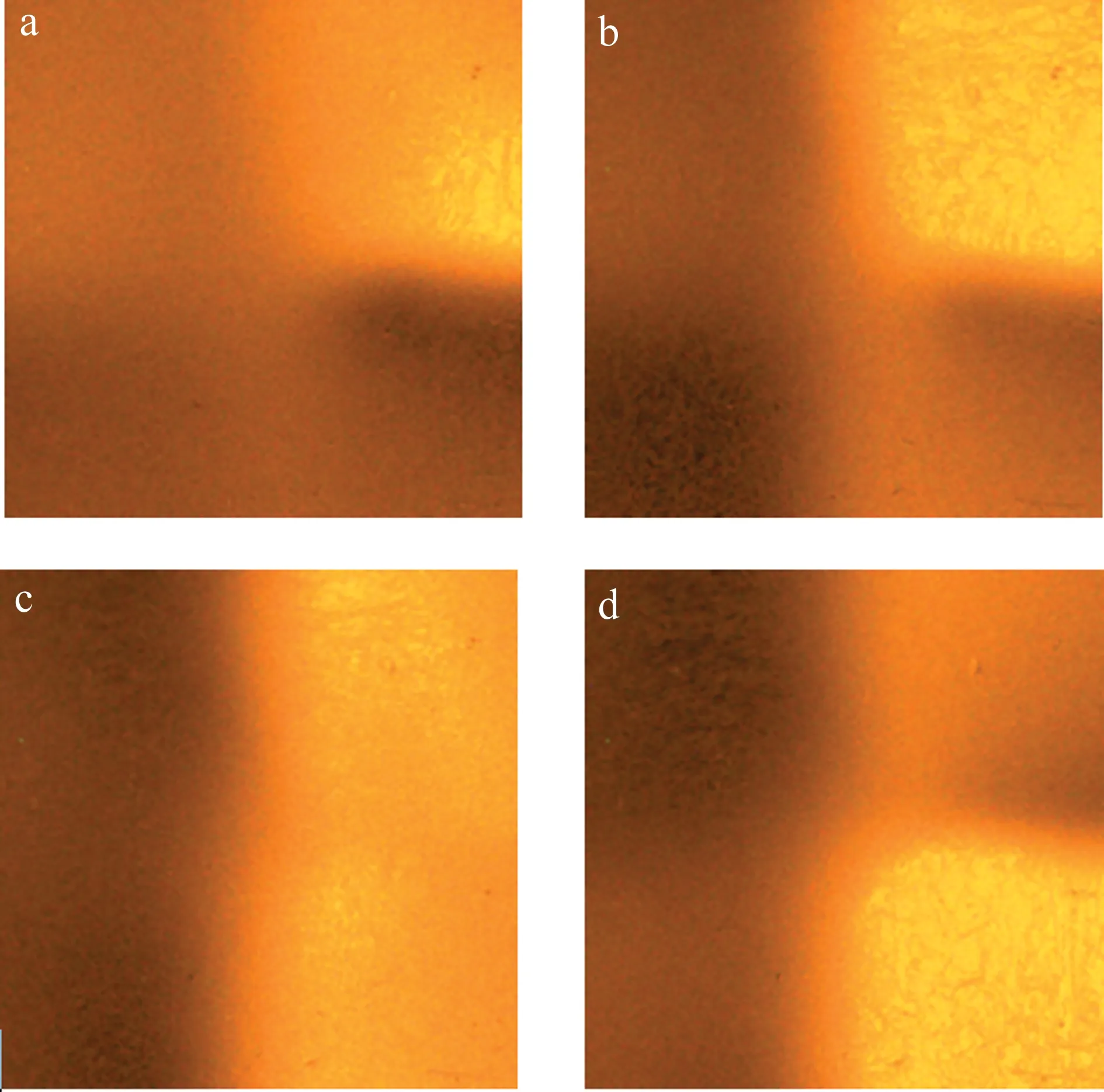
Fig.5 Magneto-optical images of cross weld under DC excitation at different angles
2.2 多角度交變磁場勵(lì)磁
采用交流電磁鐵在4個(gè)角度下進(jìn)行磁光成像試驗(yàn),同樣采集到4組磁光圖像。交變磁場勵(lì)磁頻率為50Hz,磁光傳感器的采樣頻率為75frame/s,則試驗(yàn)獲取的磁光圖像會呈現(xiàn)3幀一個(gè)周期[13]。對交流勵(lì)磁下的樣本進(jìn)行同樣的多角度的圖像采集,獲得4組不同角度下裂紋的磁光圖像,每組圖像選擇連續(xù)3幀磁光圖像進(jìn)行分析,如圖6所示。
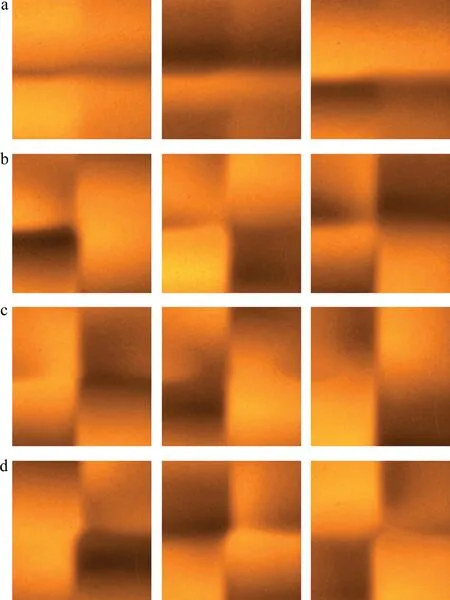
Fig.6 Three consecutive frames of magneto-optical images for cross weld under different angles alternating magnetic field excitation
由圖6a可知,角度為0°時(shí),磁極同樣橫跨橫向焊縫兩側(cè),在圖6a角度為0°的3幀磁光圖中,磁光圖像橫向缺陷信息明顯,而縱向缺陷信息清晰度不明顯。由圖6b可知,角度45°時(shí),磁極產(chǎn)生的磁場在橫向和縱向兩個(gè)裂紋方向均有分量磁場穿過焊縫處,3幀磁光圖像上可以清晰地看到橫向與縱向兩個(gè)方向的缺陷信息。由圖6c可知,角度為90°時(shí),磁極位于縱向裂紋兩側(cè),磁光圖像縱向缺陷信息明顯,橫缺陷信息不明顯。由圖6d可知,角度為135°時(shí),磁極產(chǎn)生的磁場在橫向和縱向兩個(gè)裂紋方向均有分量磁場穿過焊縫處,磁光圖像上可以清晰的看到橫向和縱向兩個(gè)方向的缺陷信息。
3 磁光圖像處理
在空域上圖像增強(qiáng)主要是針對圖像像素而言,通過改善圖像的對比度、灰度來增強(qiáng)圖像[14-15]。直方圖均衡化是圖像增強(qiáng)的基本方式之一[16-17],主要是利用灰度變換自動調(diào)節(jié)圖像對比度。
其方法是:首先將彩色圖像轉(zhuǎn)換為灰度圖像,灰度圖像有256個(gè)灰度級,假設(shè)轉(zhuǎn)換后的圖像灰度值為r,第k級的灰度值為rk,直方圖均衡化后的圖像中,第k級的灰度值為sk,則原直方圖灰度級分布概率Pr(rk)可表示為:
(1)
式中,n是圖像中像素總和,nk是第k級灰度值為rk的像素個(gè)數(shù)。計(jì)算直方圖概率累計(jì)函數(shù)Ps(sk):
(2)
式中,nj是第j級灰度值為sj的像素個(gè)數(shù)。通過概率累計(jì)率與原圖像灰度級進(jìn)行取整拓展,得到均衡化后第k級的灰度值為:
sk=int{[max(rk)-min(rk)]·Ps(sk)+0.5}
(3)
3.1 恒定磁場勵(lì)磁下圖像分析
磁極0°時(shí),對磁光圖像通過直方圖均衡化進(jìn)行圖像增強(qiáng),直方圖均衡化后的灰度圖及灰度變化曲線如圖7所示。
由圖7中水平方向與垂直方向上的灰度變化曲線可知,水平方向上的裂紋兩側(cè)灰度值發(fā)生了劇烈變化,且縱向變化區(qū)域200pixel~250pixel之間存在明顯的明暗分界線。同樣對磁極為45°,90°,135°時(shí)的磁光圖像進(jìn)行直方圖均衡化處理,獲得灰度圖像和水平垂直方向上的灰度變化曲線,如圖8所示。
由圖7和圖8可知,當(dāng)磁極角度從0°~90°旋轉(zhuǎn)時(shí),勵(lì)磁裝置改變勵(lì)磁角度時(shí),垂直方向上的缺陷會越來越明顯。當(dāng)角度到達(dá)90°時(shí),垂直方向上的缺陷最明顯,磁光圖像上缺陷的分界線位于像素150pixel~240pixel之間,且垂直裂紋兩側(cè)的灰度值發(fā)生劇變,而此時(shí)水平方向上的缺陷信息已經(jīng)很難識別到。當(dāng)勵(lì)磁裝置改變角度至135°時(shí),水平方向上的缺陷重新顯現(xiàn),從灰度變化曲線中可以明顯看出,兩個(gè)方向上的裂紋交界處均有灰度數(shù)值劇變,都出現(xiàn)在200pixel附近,但跨度較大。
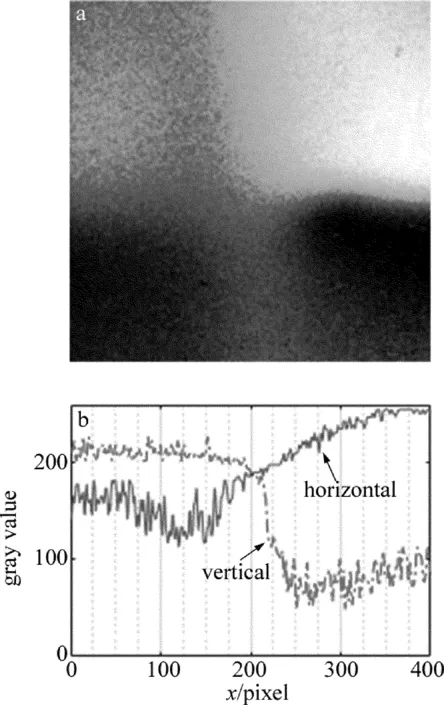
Fig.7 Gray images and gray curve images of cross crack
通過恒定磁場勵(lì)磁下多角度勵(lì)磁,驗(yàn)證了垂直通過裂紋的磁場產(chǎn)生的漏磁能最有效地使得磁光傳感器成像,同時(shí)切向磁場也能使缺陷暴露,但變化區(qū)域不明顯。
3.2 交變勵(lì)磁裝置多向勵(lì)磁成像分析
交變勵(lì)磁下所采集的磁光圖像呈現(xiàn)3幀一個(gè)周期的變化。因此在每個(gè)角度勵(lì)磁穩(wěn)定后選取3幀連續(xù)的磁光圖像,這3幀是不同勵(lì)磁強(qiáng)度下獲得的磁光圖像。由于磁極的分布位置一樣,不同的只是磁場強(qiáng)度,故對3幀圖像進(jìn)行圖像融合[12],將3幀磁光圖像上的特征融合呈現(xiàn)在一幅圖像上[18-20]。融合后的圖像如圖9所示。
對融合后的灰度圖像進(jìn)行直方圖均衡化處理。直方圖均衡化灰度圖和灰度曲線變化圖如圖10、圖11、圖12和圖13所示。
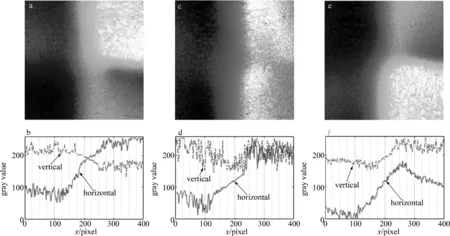
Fig.8 Gray images and gray curve images of cross crack under different angle excitation
由圖10可知,當(dāng)勵(lì)磁角度為0°時(shí),可以得到明顯的橫向缺陷圖像信息,從水平垂直灰度分布曲線上可以看到,裂紋的分界線位于垂直像素195pixel~220pixel處,兩側(cè)的圖像灰度值變化明顯;但縱向裂紋信息明顯不足,從分布曲線上無法表現(xiàn)出來。

Fig.9 Fusion image of the cross-cracked magneto-optical imagea—0° b—45° c—90° d—135°
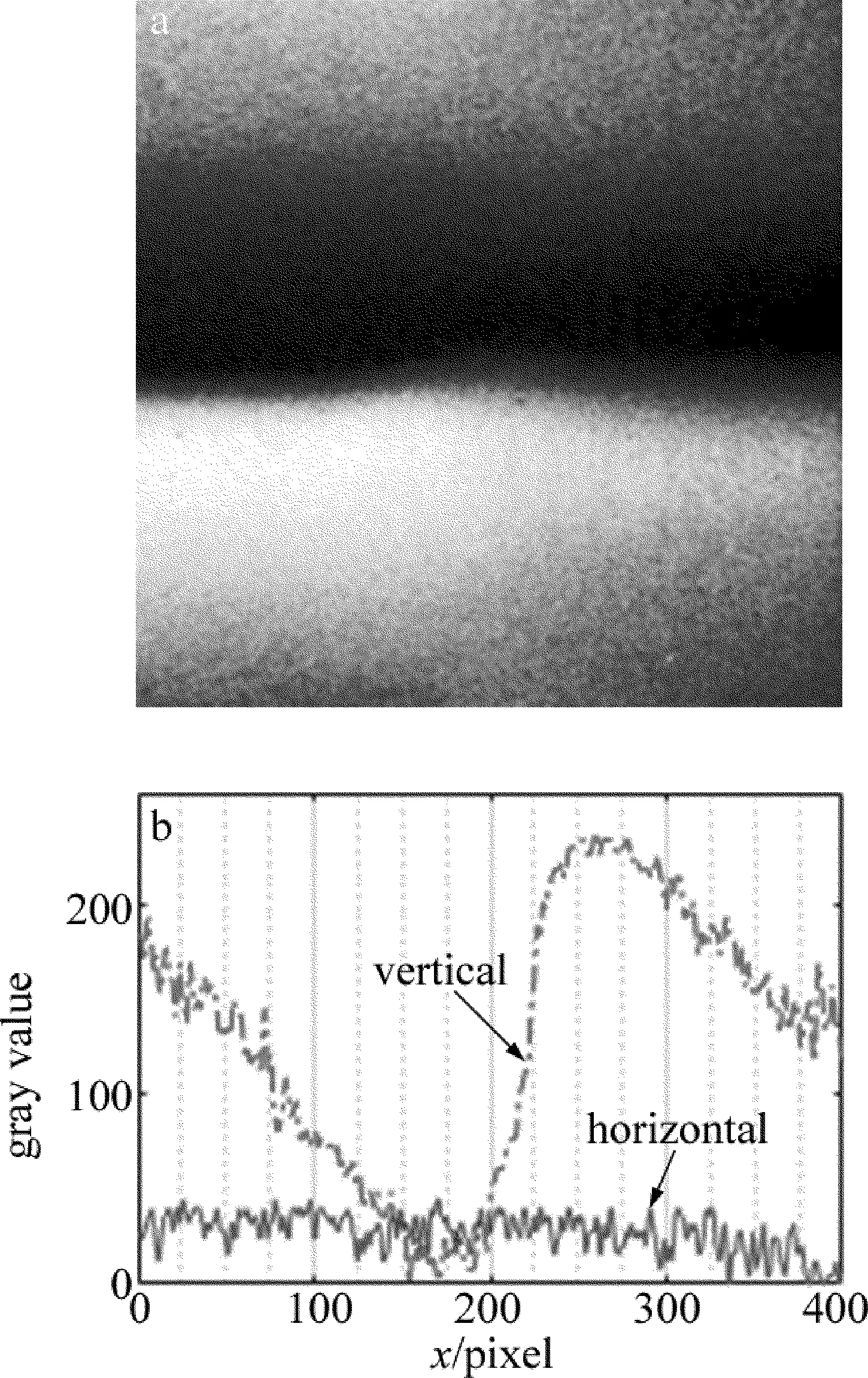
Fig.10 Grayscale image and gray curve image of transverse crack(0°)
由圖11可知,當(dāng)勵(lì)磁角度為45°時(shí),可以得到橫向縱向兩個(gè)角度的缺陷信息。從水平垂直灰度分布曲線上可以看到,橫縱兩個(gè)方向上的均能明顯成像,裂紋的分界線位于200pixel兩側(cè),均能呈現(xiàn)出明顯的邊界。但與0°勵(lì)磁相比,橫向裂紋的位置出現(xiàn)了輕微的上偏移。圖中左邊出現(xiàn)了兩個(gè)邊界,下邊界靠近磁極,出現(xiàn)邊界線向磁極放線彎曲的現(xiàn)象。此時(shí)縱向邊界出現(xiàn)在180pixel~190piexl處。
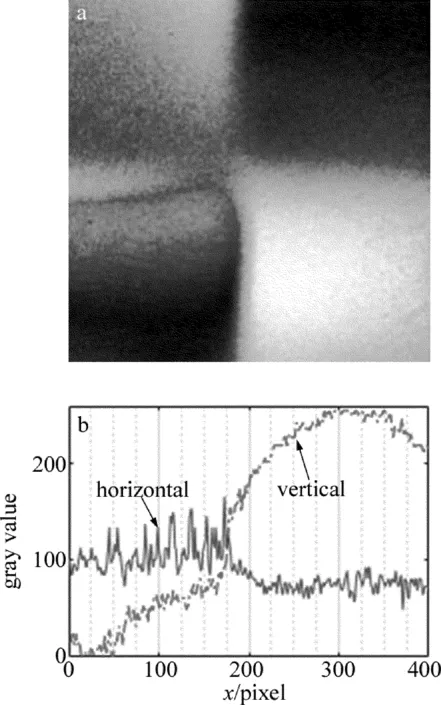
Fig.11 Grayscale image and gray curve image of horizontal and vertical cracks(45°)
由圖12可知,當(dāng)勵(lì)磁角度是90°時(shí),可以得到縱向裂紋明顯的缺陷信息,分界線位于190pixel~200pixel兩側(cè),同時(shí)橫向裂紋也有所顯現(xiàn),但過渡帶太大,不能明顯得到邊界位置信息。
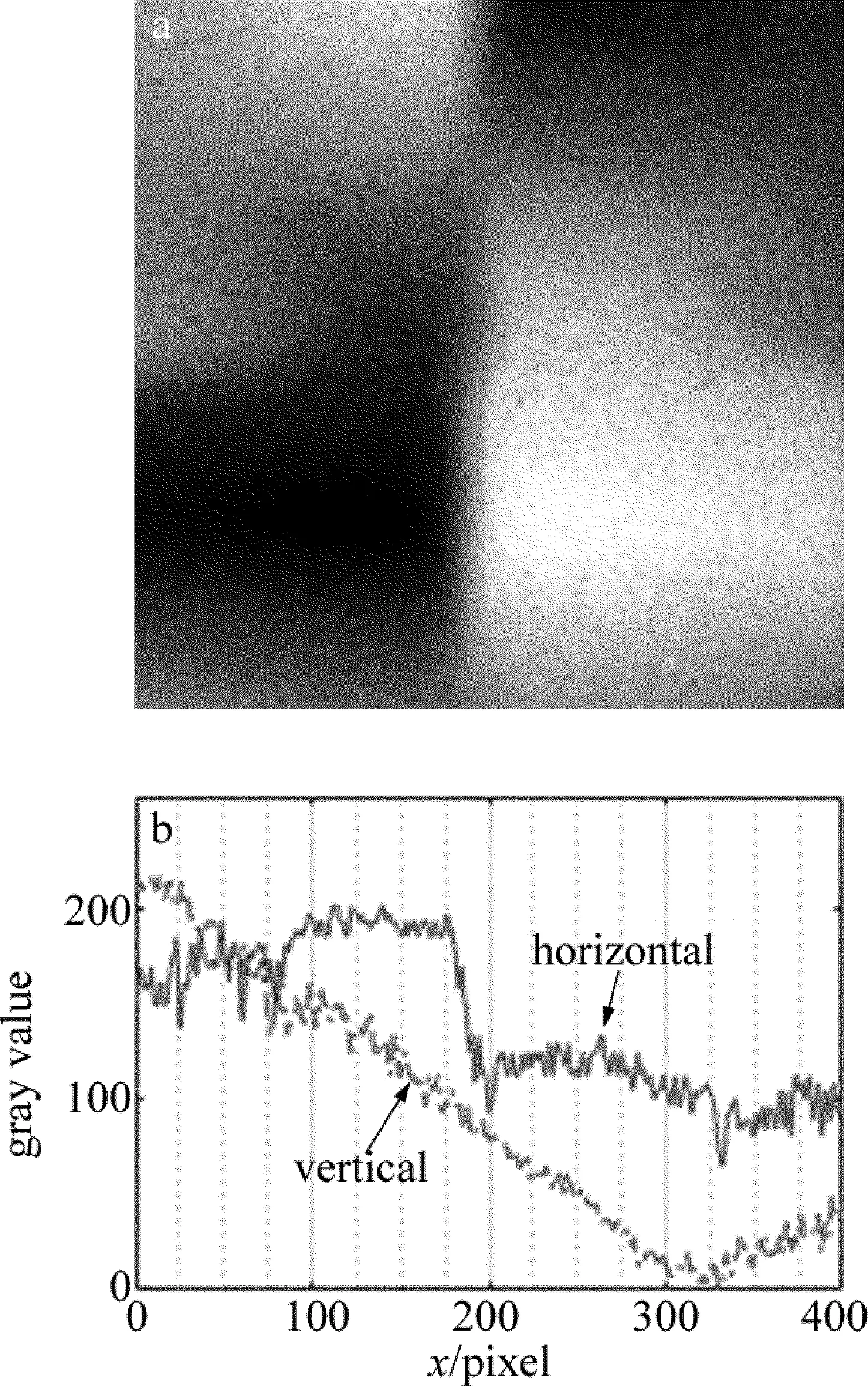
Fig.12 Grayscale image and gray curve image of longitudinal crack(90°)
由圖13可知,當(dāng)勵(lì)磁角度為135°時(shí),重新可以得到橫向縱向兩個(gè)角度的缺陷信息,從均衡化后的灰度分布曲線上可以看到,橫縱兩個(gè)方向上的均能明顯成像,橫向裂紋分界線位于190pixel~200pixel兩側(cè),縱向裂紋分界線位于195pixel~205pixel均能呈現(xiàn)出明顯的邊界。與45°角勵(lì)磁相比較,此時(shí)可以看到圖像中上下兩個(gè)邊界線都向磁極所在區(qū)域發(fā)生彎曲。
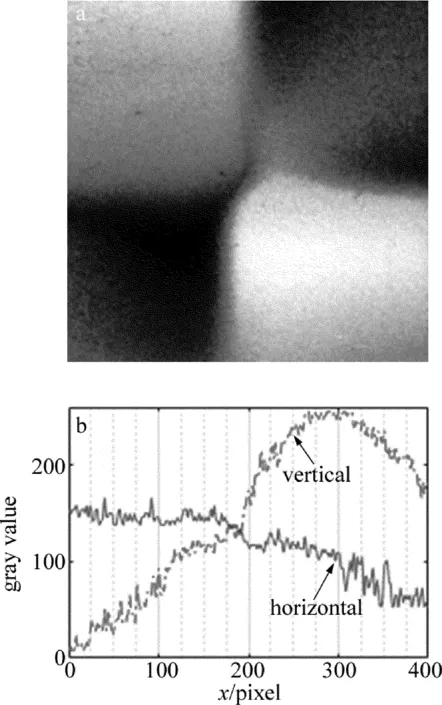
Fig.13 Grayscale image and gray curve image of horizontal and vertical cracks(135°)
4 結(jié) 論
在單一角度勵(lì)磁的情況下,無論是直流勵(lì)磁還是交變勵(lì)磁,磁光成像無損檢測只能明顯成像出垂直磁場方向的缺陷,而平行于磁場方向的缺陷很難明顯成像,甚至無法成像。而多角度勵(lì)磁有利于位置形態(tài)焊接缺陷的檢測,特別是當(dāng)缺陷向多個(gè)方向擴(kuò)散時(shí),采用多角度勵(lì)磁的方式進(jìn)行檢測,可以有效避免由與勵(lì)磁裝置恰好平行于缺陷而造成的漏檢。
直流勵(lì)磁下獲取的磁光圖像,缺陷邊界信息差值跨越50pixel~70pixel之多,這會使得邊界的確定不明顯,無法確認(rèn)該位置是否存在缺陷和確定缺陷的具體位置。而采用交變磁勵(lì)磁,缺陷邊界覆蓋范圍在10pixel~20pixel,分辨率提高了40pixel~50pixel,有利于缺陷的精確定位,因此多角度勵(lì)磁下交流勵(lì)磁比直流勵(lì)磁更能有效地確定缺陷是否存在,成像更為清晰,更有利于對缺陷的精確定位。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
當(dāng)代陜西(2022年6期)2022-04-19 12:11:54
娃娃樂園·綜合智能(2021年12期)2022-01-18 05:46:42
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
中學(xué)生數(shù)理化·高二版(2016年12期)2017-02-28 10:08:42
Coco薇(2016年1期)2016-01-11 16:53:24
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24