薄板不銹鋼焊接工藝研究
2020-11-06 04:45:38常兵兵
汽車世界·車輛工程技術(下)
2020年5期
常兵兵
摘 要:目前,薄板不銹鋼在汽車、建筑裝飾、家電等行業應用廣泛,薄板不銹鋼在生產加工過程中經常采用的加工工藝有沖壓、焊接,本文結合實際生產過程,重點對焊接工藝進行如下研究。
關鍵詞:MAG焊接工藝;焊接熔深;檢驗標準
1 不銹鋼常用焊接的方式
(1)熔化極活性混合氣體保護焊MAG。采用與母材相近材質的焊絲作為電極,焊絲加熱溶化后形成溶滴過度到熔池中,與熔化的母材共同形成焊縫,工廠多采用自動機器人工作站、環焊專機進行焊接。
(2)鎢極惰性氣體保護焊TIG。使用純鎢或活化鎢作為電極,用純氬氣作為惰性氣體保護的電弧焊,通常用于手工焊接。
2 焊絲型號
(1)MAG焊使用不銹鋼實心焊絲,焊絲型號:ER308L\ER308LSi,焊絲直徑為1.0mm\1.2mm。(2)TIG焊采用焊絲型號:THS-308,焊絲直徑為φ2.4mm~3.2mm。
3 保護氣體類型
MAG焊采用氬氣與氧氣混合活性氣體,配比比例為氧氣占2%~3%,TIG焊采用純氬氣,在大型規模的公司廠區內兩種氣體可以采用不同管道進行集中供氣,管道中間加裝油水分離器過濾冷凝水;小型規模的公司一般采用專用氣瓶獨立供氣。
4 焊縫類型與焊接母材材質
焊縫類型有角焊、搭接焊、平焊、對焊、點焊和縫焊,焊接材料有不銹鋼之間的焊接及不銹鋼與鋼材的焊接,常用不銹鋼材料型號有SUS304、SUS409、SUS430、SUS436、SUS441,鋼材型號有Q295、45#,薄板類型材料厚度t范圍為1mm~10mm。
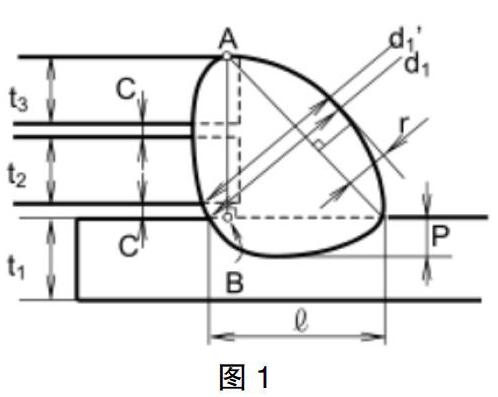
5 焊接熔深
焊接完成后一般通過對焊接的焊道進行切片,用光學顯微鏡對焊接熔深進行金相分析的方式來確認焊接是否滿足要求,以搭接焊為例進行說明。……
登錄APP查看全文