淺談離心鑄造的應用及其特點
2020-11-10 07:01:08梁增輝申勇何齊書劉安強徐軍
中國設備工程 2020年21期
梁增輝 ,申勇 ,何齊書 ,劉安強 ,徐軍
(1.新興鑄管股份有限公司;2.河北省球墨鑄鐵管工程技術研究中心,河北 邯鄲 056300)
當下的離心鑄造技術已經非常成熟,畢竟經過了70多年的發展,很多缺陷都被經驗彌補,并且被逐步地推廣,在很多工業生產中都應用到。我國從上世紀40年代開始運用這項技術,對于制作生產也越來越得心應手,無論是盤環類還是管套類的鑄件,還有一些日常生活中比較常見的造紙、干燥滾筒等等,都可以通過離心鑄造技術制作,并且融合了現代自動化的技術變得更先進,鑄造時更加方便、快捷。
1 離心鑄造機的具體分類
(1)立式離心鑄造機。離心鑄造機一般會分為兩個種類,其中立式離心鑄造機最常見,在鑄造上也有較為突出的特點,比如,鑄件會上薄下厚,并且內表面呈拋物面的形狀,所以在盤環類的鑄件中,使用較多一些。這種立式離心鑄造機,在使用過程中需要注意,會出現壁厚不均勻的問題,那么,必須再加上一道切削工序,這樣才能制作出完整且質量符合標準的鑄件,雖然需要多一道工序,但這種鑄造機依然受到廣泛使用,大部分的鑄造工業中,都會有立式離心鑄造機,根據主要的要求、條件選擇性使用。
(2)臥式離心鑄造機。作為一項非常專業的鑄造技術,離心鑄造在制作生產的過程中,有很多的細節需要注意,轉速如果太低,就會造成離心力不足,最終導致鑄型充型不良的問題,而轉速過高又會增加能耗,所以離心鑄造對于鑄造機器有很高的要求,臥式離心鑄造機,鑄型是繞水平軸旋轉,可以制作出壁厚非常均勻的圓筒形,而且生產出來的鑄件,在冷卻條件上沒有太明顯的差異,
當然臥式離心鑄造機,還可以減少很多負面影響,如裂紋、金屬液偏析等,提高鑄件的質量,這一點是非常關鍵的,尤其是在立式離心鑄造機無法滿足鑄造需求時,就可以更換為臥式鑄造機使用。
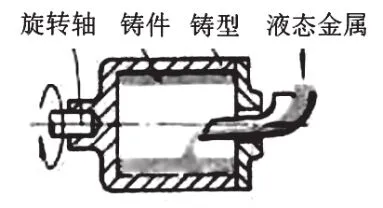
圖1 臥式離心鑄造機
2 離心鑄造技術的特點
(1)離心鑄造凝固特點。在實際的生產過程中,液態金屬進入鑄造機,然后再進入鑄型,最終受型壁的冷卻作用,開始結晶并且凝固,這也是離心鑄造技術的一大特點,由于熱量是垂直于鑄壁,連續的向外進行散發,所以會按定向凝固變成柱狀晶。另外,由于離心作用的慣性,導致液態金屬與結晶,產生了相對滑動,所以后面的柱狀晶則變為傾斜狀,方向基本與鑄型旋轉的方向一致,內層的液態金屬,因為相對運動降低了滑動,又重新增加一層柱狀晶,這種現象是離心鑄造技術獨有的特點。
(2)降低生產成本。離心鑄造技術有著很多鮮明的特點及優點,如降低生產成本,這一點是非常重要的,可以給鑄造工業帶來更多的經濟效益,在離心鑄造技術過程中,因為不需要繞道口,以及鑄造冒口,所以就能夠做出一定節省,尤其是空心類的鑄件,可以適當減去型芯,以此來保證金屬的使用率達到最高,這樣就能增加鑄造效率,降低生產的成本。由此也可以看出,離心鑄造在空心鑄件中的運用最為廣泛,與傳統方法比較,離心鑄造要更加節省,甚至降低原材料的消耗,這就能起到很大的作用,增加一定的生產效率,最關鍵一點是離心鑄造,對于鑄造合金的類型,是沒有任何要求的,也就說該技術使用廣泛,沒有任何鑄造限制。
3 離心鑄造在應用生產中的問題分析
(1)鑄件出現裂紋。雖然離心鑄造是高效益的技術,不過,仍存在很多的鑄造問題,最常見的就是裂紋,尤其是在管類鑄件中,縱向裂紋、橫向裂紋現象非常普遍,一般以橫向的裂紋居多。因為離心鑄造技術,會讓液態金屬進行高速旋轉,所以也會產生震動,由于震動導致金屬冷卻結晶,就會出現明顯的裂紋,尤其是在管類鑄件的端面位置,橫向裂紋非常多,這就會讓出型的鑄件開裂,嚴重時還會從中間斷裂,唯一能夠解決的方法,就是調整生產過程中的轉速,讓離心鑄造技術的轉速,保持在適當的范圍內,就能減少出現裂紋的情況。
(2)充型不完整。在制作生產過程中,如果有充型不完整的現象,那么最主要的原因,就是液態金屬澆注量不夠,最終導致鑄件的尺寸變的更小,但可以通過調整金屬液,減少這個現象的出現。另外,還有一種較為常見的問題,鑄件管壁薄厚不夠均勻,這種現象最常見在管套鑄件中,所以很多鑄造工業,都會注意管套長徑比的值,通過這種方法去減少管壁薄厚不均等問題,這樣也可以有效改善充型不完整的問題,提高鑄造質量與效率,保證可以制作生產出更優質的鑄件。
(3)鋼管表層夾砂。管類鑄件很容易出現表面夾砂的情況,局部會出現粗糙麻面,并且會有一些凸起,麻面周圍輪廓較為清晰,嚴重的情況下還會成為環帶狀夾砂。夾砂的部位經過1~2mm的加工,就能清除干凈,但是,這會增加一道工序,而且會影響鑄皮的質量問題,如果是非加工的鋼管,最后,可能會無法使用而報廢,所以這個問題必須及時解決,否則,會出現不小的經濟損失,尤其是掛涂料的鋼管,最容易出現此類問題。另外,有些管類鑄件還會出現端面針刺的問題,這就需要加大機械加工余量,來改善這個問題,從而獲得更優質的管類鑄件。
4 離心鑄造技術的應用
(1)鑄件的表面形狀。離心鑄造對于某些特定形狀的鑄件,有著天然的優勢,不但可以節省材料,還能鑄造出更加優質的鑄件,如空心的鑄件,利用離心鑄造來制作,旋轉軸與水平有一夾角的時候,凝固后鑄件內部表面,會產生拋物面的形狀,這種小傾角在水平離心鑄造時,對液態金屬的流動非常有利,而立式離心鑄造機,這個傾斜角度就變成了90°,也會更加容易在環形鑄件內部表面中產生拋物面內腔,在鑄造時可以利用這一點,對特定形狀的鑄件使用,能夠制作出效果更好、更精密的鑄件,所以離心鑄造技術是非常高效的工藝,是當下最適用的鑄造技術之一。
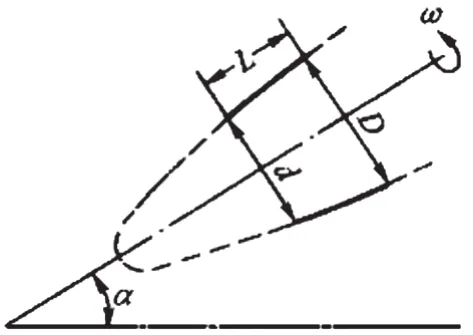
圖2 鑄件內表面的拋物面
(2)鑄型實際的轉速。轉速對于離心鑄造技術十分重要,因為不管轉速快或慢,都會對鑄件質量造成影響,這是較為關鍵的一點,在實際生產中,可以采用各種經驗、公式以及圖表,來確定鑄型的具體轉速以此來保證鑄件的質量。不過,由于各類鑄件的生產條件有差異,所以數據上會有比較大的局限性,所以,在實際的生產過程中,要注意多進行參考,根據鑄件的實際情況進行調整,保證可以使用適合的轉速進行鑄造。不管液體金屬是哪種類型,只要鑄件內表面,有效重度能夠達到3.4×106N/m3,就可以保證制作出精密的鑄件,所以實際生產時,要按照鑄件內表面的有效重度進行計算,得到實際的轉速。
5 結語
隨著對離心鑄造技術的缺陷進行分析,逐漸完善了應用方法,并且在實際生產過程中,發揮出該技術的特點,制造出更多鑄件,使用在人們的日常生活中。離心鑄造技術是依靠鑄型旋轉,產生一定的離心壓力從而凝固成鑄件,并且使用非常廣泛,很多工業部門都在應用該技術,從離心鑄造發展開始到現在,已經有了不小的突破,水平也提高很多,滿足了鑄造技術的更多需求,不管是質量還是產量,離心鑄造都能有很大保障。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
中國軍轉民(2017年6期)2018-01-31 02:22:28
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
建筑材料學報(2014年3期)2014-03-11 17:08:02
