淺談焊接應力處理
2020-11-11 12:17:48
今天 2020年24期
(攀枝花市華森職業學校 四川 攀枝花 617200)
在焊接結構中,焊接應力作為有害因素之一,其根除的難度性較高,所以要對其原因和基本規律進行深入分析,從而對焊接應力的分布和大小進行有效控制,防止破壞現象的出現,以免造成不必要的經濟損失。在焊接裂紋形式中,冷裂紋、熱裂紋、再熱裂紋等比較常見,焊接應力發揮著重要作用,其危害性也是不容忽視的。在焊接應力的產生方面,其相關性因素主要包括焊接材料的物理冶金性能、焊接過程不平衡的加熱等。其大小、對于焊接接頭的拘束度、母材厚度等起到一定的決定性作用。
1.焊接應力的產生及影響因素
1.1 液態焊縫金屬結晶凝固具有收縮率的影響。相比于液態金屬,固態金屬的致密性特點顯著,所以在金屬材料由液態結晶為固態的情況下,其體積縮小程度是不同的,該金屬材料的收縮率,出自于縮小的體積與原液態金屬體積的比值。對金屬鍵連接的形成進行分析,主要體現在焊縫金屬與母材熔合,液態焊縫金屬凝固后體積的收縮,對母材的焊接拉應力程度比較明顯,也就是收縮應力。對其大小進行分析,與接頭填充金屬的量之間有著密切的聯系,填充越多,會明顯增加凝固后體積的收縮量,進而使應力也越來越突出。在接頭拘束度小的狀態下[1],該應力的焊接變形比較明顯,反之,在接頭的拘束度大的狀態下,通常來說,應力很難通過變形獲得釋放,所以在接頭中會形成積聚,在具備條件后,如定量的H得到聚集,而且淬硬組織也由此產生,這種能量基于冷裂紋形式,可以大大提高釋放效率,從而導致結構失效現象的出現。
在液態金屬開始結晶且固體晶粒間連為整體時,焊縫中收縮應力開始產生,在熔池結晶的影響下,其值變化由小慢慢變大。如圖1所示,圖左上,柱狀晶粒的生成主要借助于熔合線,且在晶粒與相鄰晶粒結合的情況下,會為收縮應力的產生創造有力條件即產生,此時液態金屬沿熔合線結晶,其形狀類似于碗裝,所以可以得出“應力值小”這一結論;圖右上,在結晶不斷發展過程中,一定程度上增加了固態金屬的厚度,其收縮應力的增大趨勢越來越明顯;圖下中,在收縮應力最大的情況下,液態金屬結晶已經結束,此時極容易造成熱裂紋的出現。
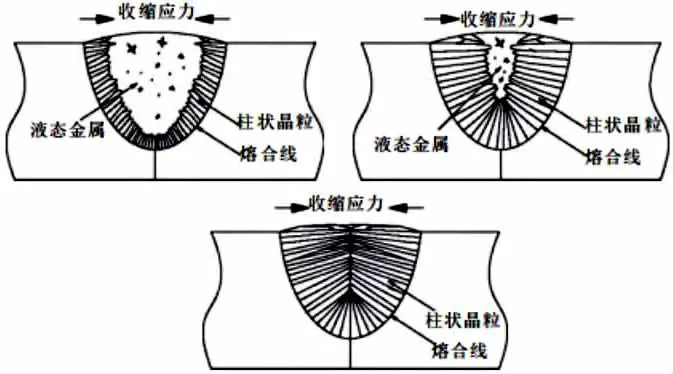
圖1 焊縫結晶過程對應力的影響示意圖
1.2 焊接熱影響區對應力的影響。以圖2為例,金屬材料局部加熱區利用陰影區來進行表示,該部位受熱膨脹狀態顯著。在加熱到的金屬紅熱狀態時,其強度并不大,而且與相鄰低溫度材料的強度具有明顯的差距,此時其塑性比較明顯。所以對該加熱部位進行分析,不會出現膨脹現象,而且正常來說,虛線和實線之間的這部分體積會出現增大膨脹,但是在臨近材質擠壓作用下,壓縮塑性變形由此產生[2]。基于此,面對溫度降到常溫狀態,相比于加熱之前的體積,該加熱部位冷卻后的體積要較小,所以相鄰材料的拉應力由此出現。在生產過程中,火焰矯形比較常見,這主要得益于金屬材料特性來實現。如果材料被加熱的溫度并不高,因為強度和硬度較高,所以彈性變形得到了充分體現,在溫度恢復與常溫相符時,與原體積大小相差并不大,殘余應力自然得到有效控制。
相比于焊縫金屬,熱影響區的應力分布的復雜程度較高,其影響因素主要包括前述熱脹冷縮、焊縫金屬收縮應力、熱影響區組織相變等。如過熱區冷卻后的組織(如馬氏體、珠光體),其致密度并不相同,從而使體積、應力狀況也有所不同。
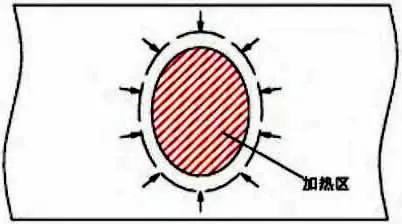
圖2 金屬材料熱脹受擠壓示意圖
2.焊接應力的處理和控制措施
2.1 直接控制材料的收縮率。目前,新型焊材得到了廣泛應用,其低溫相變特點顯著,對于高強鋼產生了很大的影響,通過對此種焊材焊接的應用,焊縫的殘余應力低和焊接變形并不大。在其利用方面,主要是指在該焊材熔敷后,可以使一種針狀馬氏體組織由此產生,而馬氏體組織的比容非常大[3],由此可以看出,收縮率最小這一結論成立,從而對于實現小的殘余應力和焊接變形具有一定的幫助,即使在焊前不預熱施焊,裂紋現象也可以得到有效避免。
2.2 時效處理。對于高溫時效來說,也就是焊后熱處理,在溫度較高的情況下,基于焊接殘余應力的作用,材料出現蠕變的可能性較高,從而釋放其應力,這在消應處理措施中發揮著明顯的優勢。此外,敲擊或震動時效等也比較適用。
2.3 優化焊接工藝。其中,窄間隙或優化坡口角度等比較適用,以此來對焊縫填充量進行控制;高能焊接方法也具有一定的應用價值,在對焊縫填充量的控制和減少熱影響區寬度方面具有明顯的優勢;在設計焊接順序時,應確保高度的合理性,在拼接焊中,要遵循先長后短這一原則,為自由變形創造有力條件,這非常適用于收縮量大的焊縫;為了滿足減小熱輸入需求,多層多道焊非常適用;對于焊接工藝參數,應將其控制在合理范圍內,不斷提高接頭的組織形態的控制效果。
如果裝配間隙過大,應加強堆焊方式的應用,其中,應在單側坡口面上實施,在間隙滿足合適要求的情況下,為將兩件相連施焊奠定基礎。先堆焊的部分,在兩件之間不會產生收縮應力,要想收縮應力順利產生和出現,僅僅借助于后施焊的連接焊縫才能完成。也就是說,對接頭的填充金屬進行控制,從而可以達到減小應力的需求。
3.結束語
針對于各種焊接結構,焊接應力的有害特點突出,不僅會造成變形的出現,很難保證尺寸的精度性,而且還會導致裂紋現象的出現,加劇結構失效的發生。基于此,應對焊接應力產生的因素進行深入分析,對影響焊接應力的基本規律予以明確化,從而滿足焊接應力的控制目的。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
設備管理與維修(2015年12期)2015-04-09 06:57:24