棒材在線自動計數系統(tǒng)在260機組的應用
2020-11-20 02:33:30李振峰
裝備維修技術 2020年6期
關鍵詞:系統(tǒng)
李振峰
摘要:文章以河南安鋼260機組建廠為例,對棒材在線自動計數系統(tǒng)在260機組的應用進行闡述,以期對今后相關研究提供參考。
關鍵詞:棒材在線自動計數系統(tǒng);260機組;應用
一、概述
河南安鋼260機組建廠是引進意大利和國內配套設計的一條半連軋生產線,于1985年11月27日正式投產。原設計能力年軋材20萬噸,2000年電氣改造為數控系統(tǒng),年產達到98萬噸,2017年2月改造為由中冶京城全連軋生產線,設計能力年軋材100萬噸,投產以來軋材120萬噸。由于產量的提升,精整區(qū)的定尺鋼材計數分鋼成為制約生產的瓶頸。原計數分鋼是工人進行手動操作點數,這樣負責點數的工人勞動強度大,支數誤差較多,延誤生產,人工點數已滿足不了生產,新增設一套棒材在線自動計數分鋼系統(tǒng)。
該系統(tǒng)是采用國際先進的機器視覺技術檢測棒材端面,通過圖像信息處理對棒材進行識別、跟蹤、計數;在分鋼模式下進行自動分鋼動作、在只計數模式下指導現場操作工人準確分鋼的新型棒材計量裝置。棒材在線自動計數分鋼系統(tǒng)由棒材在線自動計數系統(tǒng)和棒材在線分鋼系統(tǒng)組成。
二、自動計數系統(tǒng)技術原理
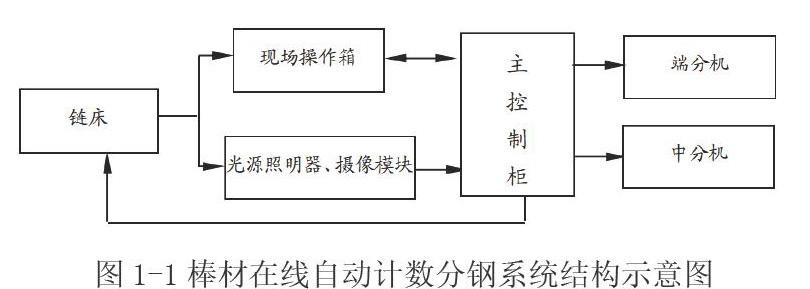
系統(tǒng)結構示意圖如圖1-1所示。它由電氣主控制柜、現場操作箱、特殊光源照明器、攝像模塊、端分機、中分機等幾大部分構成并完成視頻圖像采集、視頻圖像信息處理、目標跟蹤、計數、分鋼等主要功能。
系統(tǒng)采用以視覺信號圖像處理器作為圖像信息處理核心的圖形處理器和機器視覺技術對運動棒材的狀態(tài)進行動態(tài)監(jiān)測,實現棒材在線計數及分鋼動作。視頻圖像處理與目標跟蹤是系統(tǒng)的核心的部分,負責實時處理現場的視頻圖像信息。其中棒材運動跟蹤檢測、背景分離、目標位置測定、目標跟蹤與容錯計數、分鋼線標定等工作由計算機軟件系統(tǒng)完成。
電氣主控制柜中裝有攝像模塊和圖形處理器,負責三路視頻圖像采集、處理、計數及分鋼線標定并通過現場LCD顯示器顯示計數值及分鋼位置。另外現場控制柜中有調驗LCD顯示器,由電纜與圖形處理器相連,顯示內容與現場LCD顯示器中的顯示一致,供調試和監(jiān)視用,工人可以根據現場計算機屏幕的計數值和分鋼線進行分鋼。
三、自動計數系統(tǒng)工作過程
系統(tǒng)工作過程如下:通過攝像模塊獲取傳送鏈床上的棒材端面視頻運動圖像,視覺檢測和視覺分析處理算法對棒材進行對位、識別、跟蹤、計數,當額定支數計數滿時,控制啟停電路使傳送鏈床停止,并顯示分鋼線,在分鋼模式下進行自動分鋼動作、在只計數模式下指導現場操作工人手動分鋼。具體分為如下幾步:
第一步:攝像模塊從棒材端部持續(xù)獲取棒材數字圖像,并截取有效部分,在圖形處理器中經過機器視覺技術處理,得到各棒材中心位置。自學習程序動態(tài)跟蹤棒材中心位置并計數。
第二步:計數過程中實時顯示計數值。隨著棒材移動通過監(jiān)視窗口,計數值不斷增加。當計數值差10支(可修改)到達額定值時,發(fā)出分鋼預報信號(黃燈亮),提示工人即將分鋼;當計數值到達每捆棒材的額定數值時,發(fā)出“計數滿”信號(紅燈亮),啟停電路控制鏈床停止。
第三步:檢測到鏈床停止后,用(黃點)和(紅點)分別標示出視窗中屬于前捆和后捆棒材(其中黃點為前捆棒材,紅點為后捆棒材)。圖形處理器通過計算得到分鋼位置并用黃線標出分鋼線,在自動分鋼模式下進行自動端分及中分動作、在只計數模式下分鋼工人可以根據棒材堆砌的狀態(tài)手動進行分鋼。
第四步:啟動狀態(tài):啟動軟件系統(tǒng)后,系統(tǒng)開始初始化,自動調入有關參數。此工作完成后直接進入設置狀態(tài)。
第五步:設置狀態(tài):設置狀態(tài)下,系統(tǒng)現場顯示屏僅顯示監(jiān)視畫面。
①可觀察各項設置是否正常。如LED光源照明器開啟與否、攝像監(jiān)視窗口位置、視頻信號是否清晰、棒材信息是否選擇正確。
②設置狀態(tài)下,可以通過主控制柜鼠標選擇當前棒材型號(規(guī)格、每捆支數,報警支數)及分鋼模式,調節(jié)亮度值。
③按下現場操作箱上的啟動按鈕后,進入自動計數狀態(tài)。
④界面中的計數值顯示窗口顯示上前一次的計數值,若工人按下“停止”按鈕結束計數狀態(tài),則該值為零。
第六步:計數狀態(tài):
在自動計數狀態(tài)下,自動檢測移過監(jiān)視窗口的所有棒材,并進行計數。
①在現場顯示屏上的監(jiān)視窗口中,已計數的棒材上標注有紅點,檢測到但尚未計數的棒材上中心有一個小黑點。
②顯示屏上即時顯示出已計數棒材的數值。
③當計數值達到每捆額定數值后,用黃色分鋼線指示分鋼位置。
④控制鏈床停止后,在只計數模式下工人根據分鋼線手動進行分鋼,完全分鋼狀態(tài)下進入分鋼狀態(tài)。
自動計數狀態(tài)下可以做如下操作:
①在鏈床停止時,或者監(jiān)視窗口內無棒材時,通過現場柜+1和+10/-1按鈕可以增減已計數棒材數值,以用來修正抽鋼、干擾或人為因素等造成的數值差異。
②按停止按鈕進入手動計數狀態(tài)。
③當計數滿,在只計數模式下人工手動分鋼,手動分鋼完成后,按“啟動”鍵進入下一捆棒材的計數。
④若計數還未到一捆棒材的額定值時,可以通過按“清零/+100”鍵將計數值清零;若已經到達額定值,按“清零/+100”鍵則無效。
第七步:分鋼狀態(tài)。
在自動分鋼模式下,當計數值到達、鏈床停止后顯示屏上出現黃色分鋼線,上位機控制伺服電機移動到分鋼位置并升起端分機將棒材端部頂開進行端分動作。
只端分狀態(tài)下在端分完成后分鋼狀態(tài)完成,自動進入計數狀態(tài),重新啟動計數;完全分鋼狀態(tài)下中分機自動升起將棒材依次分開一定距離。當設定的最后一個中分機下降到位后分鋼狀態(tài)完成,自動進入計數狀態(tài),重新啟動計數。
四、結束語
總而言之,自動計數系統(tǒng)工作涉及到的環(huán)節(jié)較多,相關工作人員需要注重每一個環(huán)節(jié)的操作,做好每一項工作,確保計數系統(tǒng)的運行。
參考文獻:
[1]黃海龍,張亮.棒材在線自動計數系統(tǒng)的設計與實現[J].機械設計與制造,2015(06):176-179.
[2]雷慧杰,張艷偉.棒材在線計數分鋼系統(tǒng)常見故障分析與處理[J].自動化應用,2015(02):12+26.
猜你喜歡
工業(yè)設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
