門蓋自動涂膠包邊線技術的應用與創新
2020-11-20 21:33:09張威鄧方貞彭惠平
裝備維修技術 2020年6期
張威 鄧方貞 彭惠平


摘要:JMC領界門蓋自動涂膠包邊線采用人工上下件,自動完成內外板涂膠、合拼、預包、壓機包邊的工藝過程。中間生產過程無須人工干預,生產節拍高,涂膠穩定性、外觀磕碰缺陷有明顯的質量改善。本文主要重點介紹門蓋外板上件的兩面轉轂機構、自動涂膠拍照檢測技術的應用。
關鍵詞:兩面轉轂機構、自動涂膠拍照檢測
引言
傳統的白車身門蓋涂膠包邊線采用手動涂膠、內外板扣合、人工抬扣合件進壓機包邊。工作效率低,涂膠質量難以保證。近年來,隨著汽車制造工藝水平的不斷提升,門蓋自動涂膠包邊技術被許多汽車企業所應用。
1自動涂膠包邊線的工藝過程
工藝過程:人工上外板到轉轂放件臺,機器人1抓取外板至固定膠頭打折邊膠,打膠頭帶有光學檢查系統,涂膠在線拍照后,若有缺陷,機器人1會將件放在take out 小車上,人工取出。沒有涂膠缺陷的外板機器人1將它放置到對應合拼臺;人工上內板到內板四面體旋轉臺,機器人2抓取內板,至固定膠頭處打減震膠,打膠頭要有光學檢查系統,機器人2會將件放在固定臺架上,人工取出。沒有涂膠缺陷的內板機器人2將拿到合拼臺,機器人3抓合拼件送至壓機包邊(生產發蓋時,機器人3抓取扣合的發蓋進到預包專機預包,將發蓋外板左右兩側翻邊角度由最大133?預包為最大115?,預包完成后七軸機器人3抓取預包發蓋進壓機包邊),機器人4抓取包邊完成的左/右前門總成進行外板飛行弧焊,焊接完成后機器人抓取總成放到四面轉臺夾緊,機器人5弧焊完成內板弧焊(生產發蓋時機器人4抓取包邊完成的發蓋放到轉臺);轉臺轉出后人工下件放到檢查平臺上檢查、擦膠、裝框。
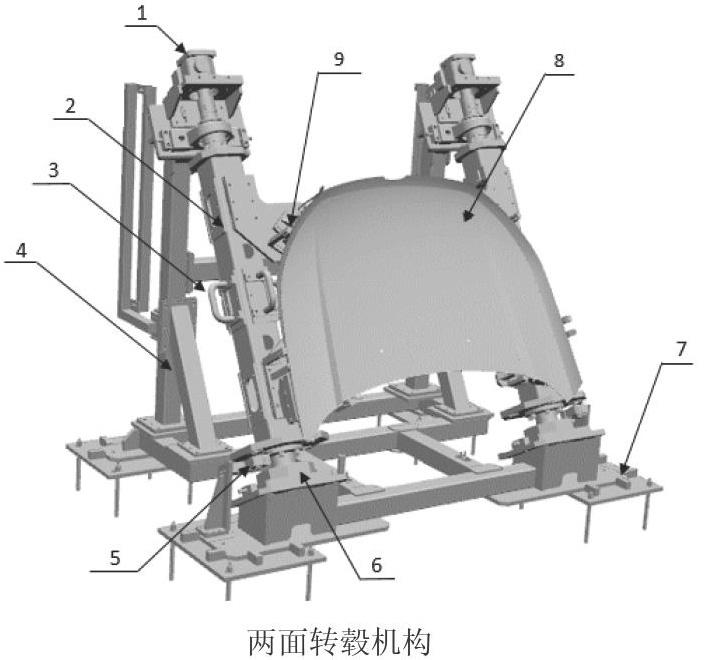
2兩面轉轂機構的應用
本機構是利用平行的兩個轉鼓,由電機驅動兩個平行轉鼓來完成不同零件的切換生產,且在生產同一款零件時,只需要切換一次就可以連續生產,無需像傳統的四面轉臺那樣,每生產一個零件就要旋轉180?。由于每個轉鼓是一個四面體,理論上可以生產四種不同款型零件(若左右對稱零件則為八種,如左右前門),而傳統的四面轉臺,在同樣的節拍下最多只能生產兩到四種不同款型零件。
本機構解決了傳統四面轉臺占地面積大,反復旋轉,電機故障后無法繼續生產的弊端,具有占地面積小,結構簡單,無需反復旋轉,生產零件種類多,若電機故障,可以由工人手工切換后繼續生產的優點。可以節約場地,提高生產效率。
3門蓋涂膠視覺檢測系統應用
涂膠視覺檢測系統,該在線檢測系統提供360°視角,檢測整個涂膠路徑,涂膠檢測精度高達0.1mm,并實時圖像采集,與設定的標準涂膠圖像進行對比,如果出現涂膠故障,機器人自動放件到TAKEOUT工位,人工補膠,機器人正常工作,不影響整線生產,減少因門蓋涂膠故障停線導致的工時浪費,以及由涂膠質量問題帶來的整車浪費,從而實現門蓋線自動、高效、高質量生產。
結語:
1、門蓋自動涂膠包邊線生產節拍高、速度快,中間生產過程無須人工干預。
2、兩面轉轂機構具有占地面積小,結構簡單,無需反復旋轉,若電機故障,可以由工人手工切換后繼續生產的優點,適用于定位精度不高的門外板件。
3、涂膠檢測精度高達0.1mm,減少因門蓋涂膠故障停線導致的工時浪費,從而實現門蓋線自動、高效、高質量生產。
角、占地面積小,結大、具有占地面積小,結構簡單涂膠檢測精度高達0.1mm,減少因門蓋涂的工時浪費,從而實現門蓋線自動、高效、高質量具有占地面積小,結構簡單,無需反復旋轉,若電機故障,可以由工人手工切換后繼續生產的優點具有占地面積小,結構簡單,無需反復旋轉,若電機故障,可以由工人手工切換后繼續生產的優點
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
汽車維修與保養(2019年7期)2020-01-06 03:30:42
中國軍轉民(2017年6期)2018-01-31 02:22:28
汽車維護與修理(2016年10期)2016-07-10 08:17:41
海峽科技與產業(2016年3期)2016-05-17 04:32:12
汽車維修與保養(2015年6期)2015-04-17 03:31:50
