超快激光切割金屬材料中快速相變的數(shù)值模擬
2020-11-21 08:42:00張琦,李凌
上海理工大學(xué)學(xué)報 2020年5期
關(guān)鍵詞:模型
張 琦, 李 凌
(上海理工大學(xué) 能源與動力工程學(xué)院,上海 200093)
激光的微加工技術(shù)是利用激光束與物質(zhì)相互作用的特性對材料(包括金屬與非金屬)進行切割、焊接、表面處理及打孔等的一門加工技術(shù)。超短脈沖激光切割材料時顯現(xiàn)出的“冷加工[1]”特性,使其成為近年來激光微加工領(lǐng)域的研究熱點。利用超短脈沖激光峰值功率密度極高、熱效應(yīng)極小的特點[2],可以有效地避免熱效應(yīng)所導(dǎo)致的各種影響。在激光與材料相互作用過程中,會出現(xiàn)熔化以及凝固[3]等快速相變傳熱現(xiàn)象,與固體激光器和CO2激光器的“熱”激光切割相比,超短激光的加工精度更高。目前對于超短激光和金屬材料的研究很多[4-6],但大多數(shù)是單脈沖且光源不動,Zhou等[7]研究了超短激光與納米材料的微尺度的傳熱機理,金方圓等[8]采用有限元的方法研究了鋁膜內(nèi)電子和晶格溫度的分布變化。他們的研究結(jié)果表明,超短脈沖激光與金屬相互作用過程中激光的能量通過光子沉積在金屬材料的表面,而金屬材料表面中的電子首先通過吸收光子的能量,并通過電子間的碰撞使電子系統(tǒng)在大約幾百fs的時間內(nèi)得到加熱,而此時金屬晶格溫度并沒有太大變化[9]。隨后,能量通過電子與離子的碰撞傳遞給晶格,使晶格系統(tǒng)得到加熱。實際脈沖激光切割過程中,激光是以一定的速度移動的,激光能量的變化情況、脈沖激光的移動速度以及脈沖之間的間隔時間都對加工過程中材料的相變傳熱有很大影響,并進而影響成型件的質(zhì)量。本文將雙溫度模型[10]與等效比熱容方法[11]相結(jié)合,建立二維模型對多脈沖激光照射下的金薄板相變傳熱過程進行模擬研究,并探討激光參數(shù)對該過程的影響,研究有助于推廣激光微加工技術(shù)在工業(yè)中的應(yīng)用。
1 物理模型與數(shù)學(xué)方法
1.1 物理模型
圖1為物理模型,一束超短脈沖激光沿上表面從左側(cè)對金薄板進行照射,并以速度v向右移動。為了簡化計算,建立二維模型,如圖1所示,金的長度為L,高度為H,初始溫度為Ti,其他表面均按絕熱條件處理。

圖 1 物理模型 激光照射表面Fig. 1 Physical model. Laser irradiated surface
1.2 數(shù)學(xué)方法
當(dāng)超短脈沖激光照射到金薄板表面時,電子和晶格之間處于不平衡傳熱,采用雙溫度模型(TTM)對上述非平衡過程進行描述,直角坐標(biāo)系下的非線性方程為
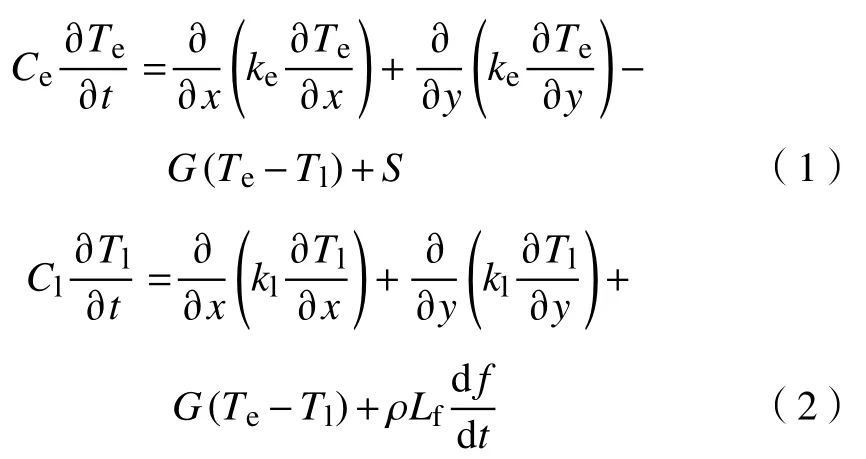
式中:C為體積熱容;T為溫度;t為時間;k為導(dǎo)熱系數(shù);G為電子-聲子耦合因子;S為熱源,由于激光被用作邊界條件,在本研究中S=0;下標(biāo)e和l代表電子和晶格;ρ為密度;Lf為熔化潛熱;f為液體分?jǐn)?shù)。
文獻[12]可以獲得金的物性參數(shù)。假設(shè)液體分?jǐn)?shù)f隨溫度線性變化。
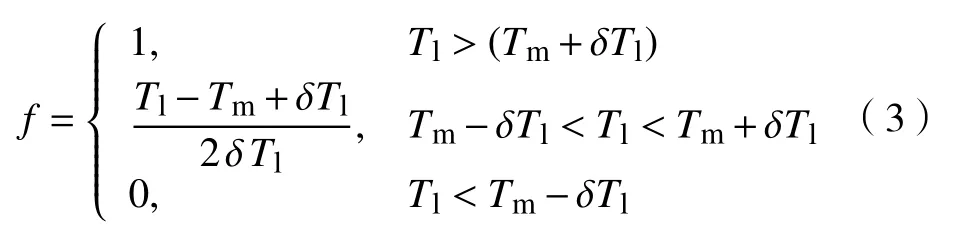
在Tm是熔點溫度的情況下,δ是一個小數(shù),以防止除以零。
圖2是超快脈沖激光在時間及空間上的分布示意圖,其函數(shù)表達式為
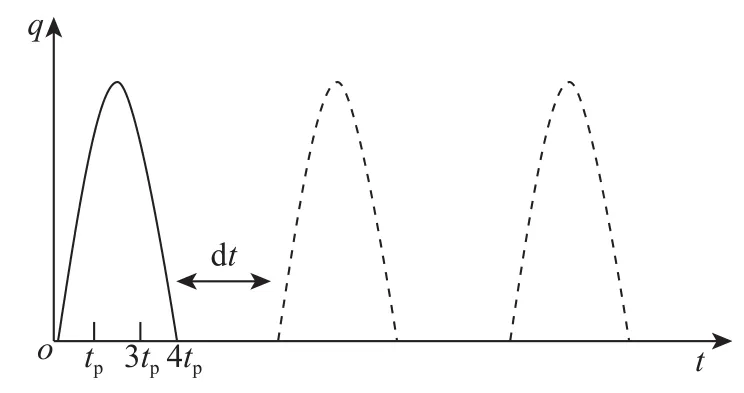
圖 2 激光能量強度在時間和空間上的分布示意圖Fig. 2 Schematic diagram of laser intensity distribution in time and space
式中:x0,y0為激光中心點;A為金對激光的吸收率;E為單脈沖能量;tp為脈沖寬度;R為激光源的半徑;n的值與脈沖寬度和脈沖間隔以及脈沖數(shù)有關(guān)。
從t=0開始計算,初始條件:
金薄板上表面收到激光的輻照,忽略表面熱輻射熱損失,左、右、下設(shè)置為絕熱條件:
2 結(jié)果與討論
2.1 模型驗證
為了對模型進行驗證,首先對單脈沖激光照射金膜的傳熱過程利用軟件comsol5.3進行模擬。金膜的初始溫度為 300 K,tp=600 fs,模擬從-2tp開始,計算得到了金膜右側(cè)剛發(fā)生熔化時的能量密度,將其損失閾值模擬結(jié)果與實驗數(shù)據(jù)[12]進行了對比,結(jié)果如圖3所示。從圖3中可以看出,模型與實驗數(shù)據(jù)吻合良好。
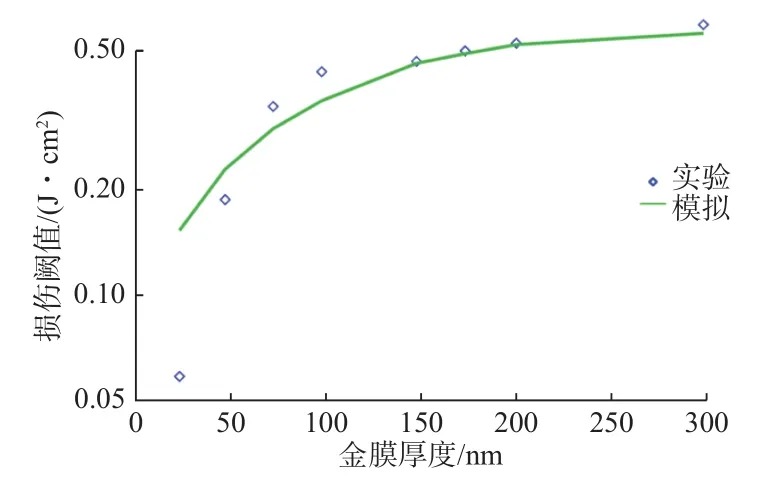
圖 3 損傷閾值的模型和實驗數(shù)據(jù)比較Fig. 3 Model and experimental data comparison of the damage threshold
2.2 激光移動作用下金薄板的熔化過程
對E=0.3 μJ,tp=10 ps,R=10 μm,脈寬間隔dt=40 ps的移動激光照射金薄板的過程進行了模擬研究。金薄板L=25 μm,H=0.5 μm,采用自適應(yīng)網(wǎng)格技術(shù)生成網(wǎng)格,初始網(wǎng)格數(shù)為100×100,初始溫度為300 K。圖4給出了不同時刻其溫度場的變化情況。從圖4中可以看出,在激光移動過程中,表面溫度T整體在不斷地上升,而在2 個脈沖間隔內(nèi)即t=40~80 ps以及t=120~160 ps時,表面的最高溫度有所降低,這是因為熱量不斷地向低溫區(qū)傳遞。由圖4中也可以發(fā)現(xiàn),在脈沖間隔內(nèi),熱影響區(qū)縱向的變化要比橫向的變化大,而在激光照射期間,熱影響區(qū)橫向的變化要比縱向的變化大。這是因為脈沖間隔內(nèi)沒有能量的進入,金薄板內(nèi)部導(dǎo)熱占主要作用,而激光照射時則移動光源向內(nèi)部的熱傳遞占主要作用。
金薄板的相變?nèi)刍闆r如圖5所示。其中,紅色部分是發(fā)生熔化區(qū)域。計算發(fā)現(xiàn),在t=22 ps時開始發(fā)生熔化,此時熔化最深為0.007 μm。而在2個脈沖間隔內(nèi),即t=40~80 ps以及t=120~160 ps時,熔化的部分開始緩慢地再凝固,熔化深度也由0.075 μm 到0.07 μm 以及0.105 μm 到0.102 μm,這是由于熱量向低溫區(qū)域傳遞,溫度有所降低。在激光作用時間內(nèi),隨著激光的移動,熔化狀態(tài)橫向不斷增加的同時,熔化的深度也在不斷增加,在脈沖激光結(jié)束時,t=200 ps,此時熔化深度為 0.11 μm。
圖 6是金薄板表面點(5,0.5),(12.5,0.5),(20,0.5)處電子和晶格溫度隨時間的變化曲線。從圖6中可以看出,隨著激光的移動,不同點的溫度都會出現(xiàn)3個峰值,之后會回落。這是因為激光包括3個脈沖,同一個點會受到3個脈沖的疊加影響,激光與金屬作用過程中,激光能量在金屬表面沉積,電子通過吸收能量從而轉(zhuǎn)換為激發(fā)態(tài),又由于電子溫度高于附近的晶格溫度,因此,電子的溫度先是快速升高而后又迅速降低。而晶格接受電子傳遞的能量后溫度會不斷上升,之后由于向低溫區(qū)傳熱溫度逐漸降低。
2.3 激光能量對照射過程中金薄板快速相變的影響
研究激光能量對照射過程中快速相變的影響,圖7為當(dāng)激光脈寬tp=10 ps,激光半徑R=10 μm,脈寬間隔為40 ps時,金薄板在不同能量E的激光照射下界面的溫度及切割深度。從圖7(a)可以看出,隨著入射激光能量的增大,界面的溫度峰值越來越高。當(dāng)3個脈沖作用結(jié)束后,溫度的最高值均在右側(cè),但溫度的峰值相比激光作用的中心略有延遲,這是由于激光在照射過程中上一個脈沖對下一時刻激光中心位置熱影響的累積,使得界面溫度的峰值位置在激光中心點之后;在實際工程中,切面最高點與最低點之間的高差垂直距離越小,說明切割效果越好。從圖7(b)可以看出,隨著入射激光能量的增大,切割的深度也越來越大,但相比較而言,E=0.3 μJ時邊緣處切割相對整齊,切割的效果相對較好。
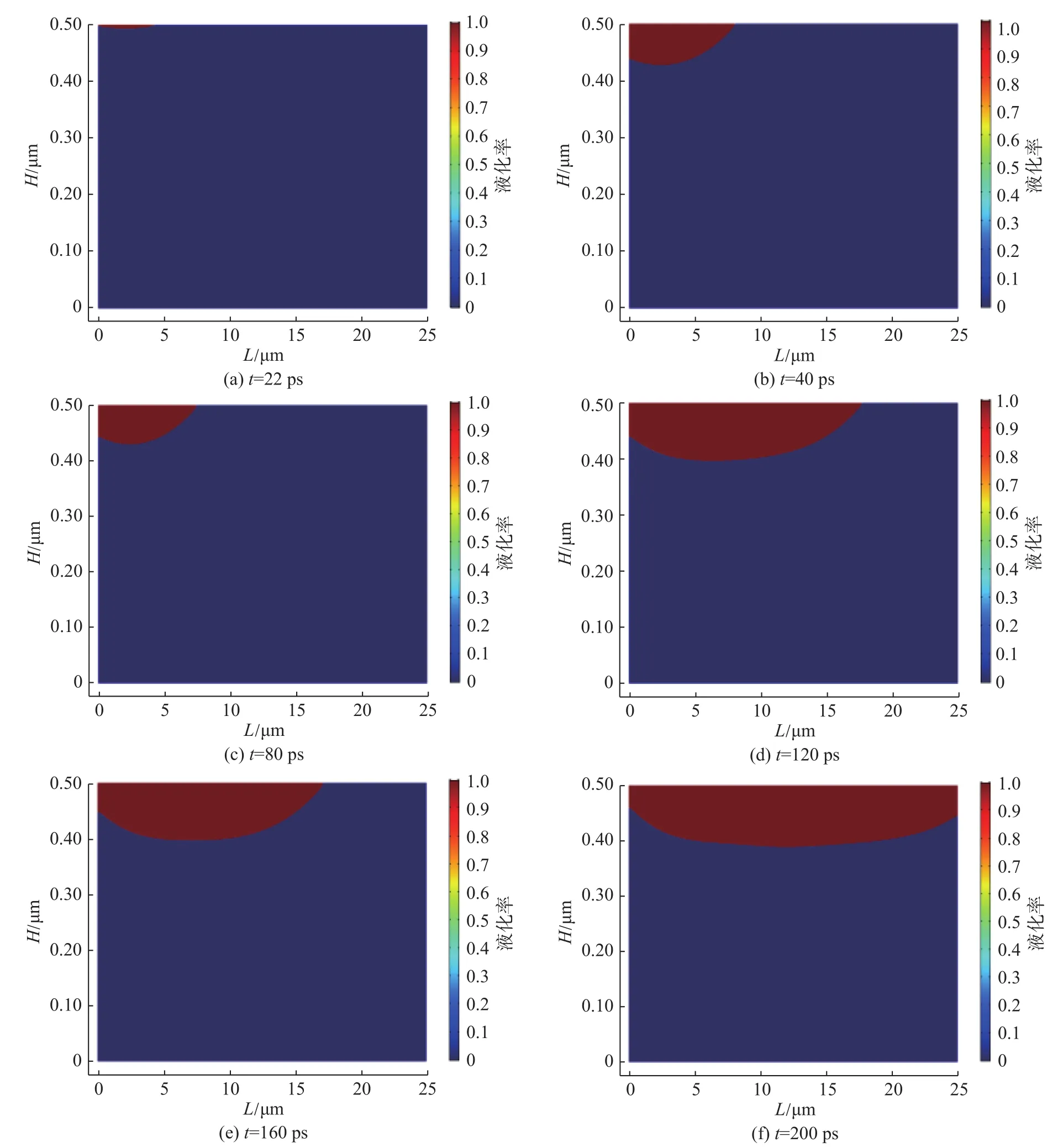
圖 5 不同時刻金薄板熔化情況Fig.5 Melting at different time
不同能量E照射下金薄板相變?nèi)刍闆r如圖8所示。隨著入射激光能量的增大,熔化的深度會增加且靶材的熔化體積越來越大,熔化開始的時間也從25 ps提前到19 ps。這是因為,當(dāng)其他因素都不變的情況下,提高激光能量,相同時間內(nèi)表面接受能量多,使得溫度上升速度變快,溫度的峰值也提高。當(dāng)激光作用結(jié)束后,激光能量越大,靶材熔化體積到達最大值的時間越緩慢。在整個過程中靶材的熔化體積會有3個“臺階”,這是因為3個脈沖激光是間歇作用。在E=0.2,0.3 μJ時,脈沖間隔時間內(nèi)其熔化體積會略有減小,這是因為在這個時間內(nèi)沒有能量注入,無法使得熔化區(qū)域的溫度持續(xù)高于熔化溫度,而E=0.4 μJ時,由于能量過大,在最后一個脈沖結(jié)束后內(nèi)部導(dǎo)熱進行的時間比較長,但隨著時間的推移,會發(fā)生再凝固現(xiàn)象。
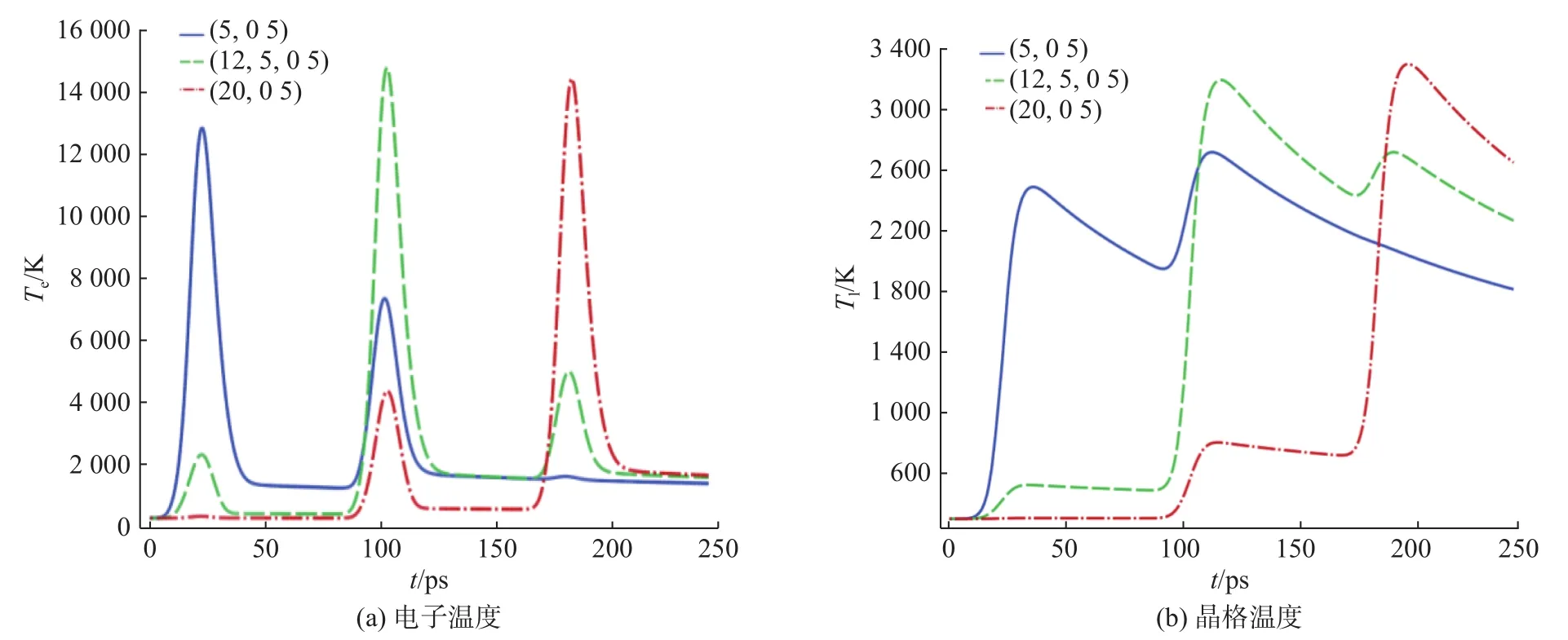
圖 6 表面不同位置的溫度Fig.6 Surface temperature at different position
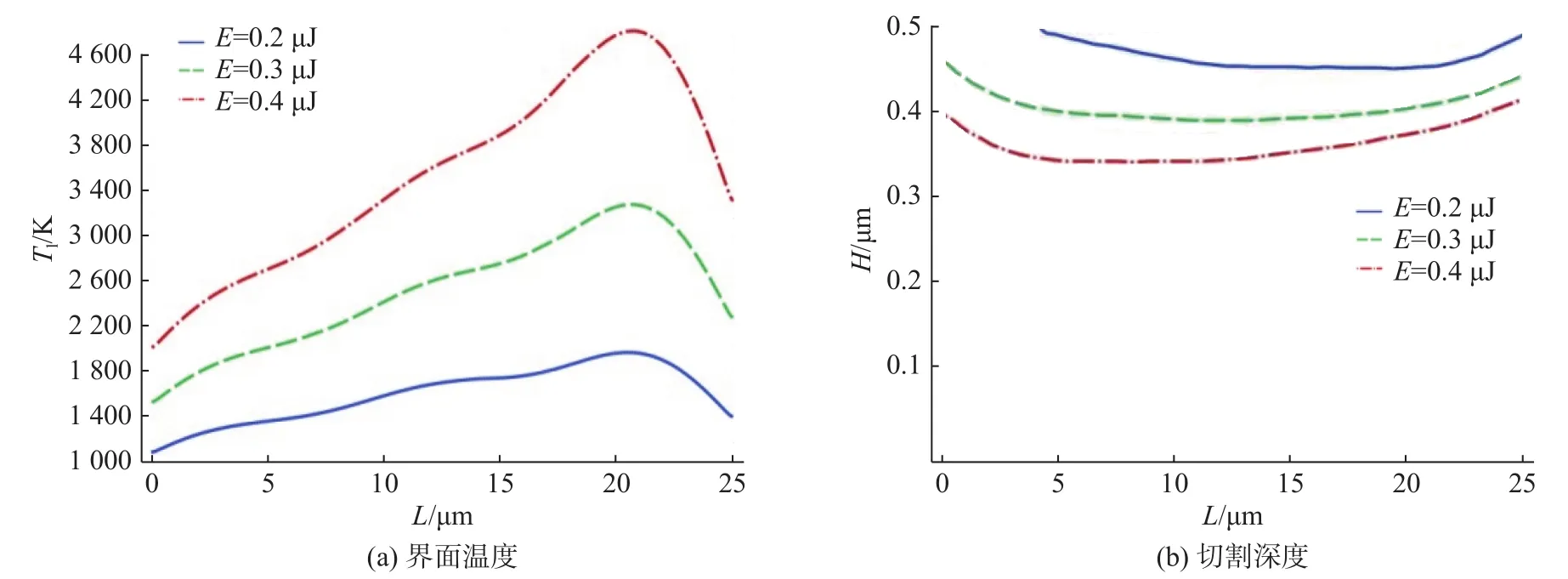
圖 7 不同入射能量的溫度Fig.7 Temperature with different incident energy
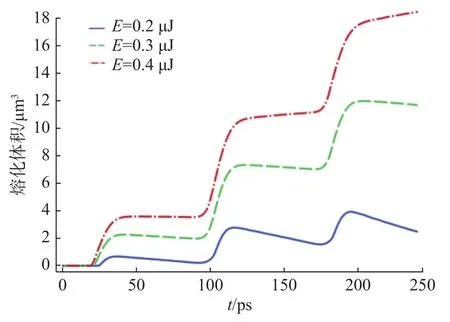
圖 8 不同入射能量的熔化體積Fig. 8 Melting volume with different incident energy
3 結(jié) 論
當(dāng)移動激光垂直照射金薄板時,在激光作用時間內(nèi)隨著激光的移動熱影響區(qū)橫向的變化要比縱向的變化大,熔化狀態(tài)橫向不斷增加的同時熔化的深度也在不斷增加。在脈沖間隔時間內(nèi),表面的最高溫度都有所降低,隨著熱量不斷地向低溫區(qū)傳遞,熱影響區(qū)縱向的變化要比橫向的變化大,熔化的部分會有緩慢的再凝固過程。隨著入射激光能量的增加,會導(dǎo)致熔化的時間提前且熔化的深度增加。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網(wǎng)絡(luò)安全與數(shù)據(jù)管理(2022年1期)2022-08-29 03:15:20
導(dǎo)航定位學(xué)報(2022年4期)2022-08-15 08:27:00
中學(xué)生數(shù)理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀(jì)智能(數(shù)學(xué)備考)(2021年9期)2021-11-24 01:14:36
成都醫(yī)學(xué)院學(xué)報(2021年2期)2021-07-19 08:35:14
新世紀(jì)智能(數(shù)學(xué)備考)(2020年9期)2021-01-04 00:25:14
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(2020年2期)2020-06-02 11:29:24
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19